您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2018-12-03 10:05
电蚀失效诊断
电蚀是腐蚀的一种形式,是在电流作用下瞬间产生电火花放电,局部产生高温,部分金属熔化,或接触部位的电介质发生碳化的一种现象。电蚀严重时可导致机械构件的失效,机械装备中与电机驱动轴配合的齿轮、轴瓦、轴承等容易出现电蚀失效。
01轴电压
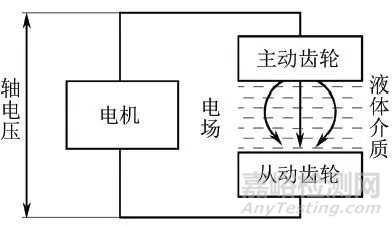
在电场、磁场以及机械动力的作用下,电机驱动轴上会产生一定的轴电压和杂散电流,见图1。
图1 齿轮电蚀系统示意图
理论上,任何一种形式的旋转机械都可能产生轴电压,只要它的轴或轴承切割磁力线,电机尤为突出。轴电压和轴电流是电蚀失效的根源。设计和运行条件正常的电机,运行时转轴两端只会产生很小的电位差,这种电位差就是通常所说的轴电压。当电机的设计、调试存在问题,电机出现故障时,电机往往会出现较高的轴电压。生产实践表明,只有当轴电压达到某一值时才会引起电蚀。
02、电蚀失效过程
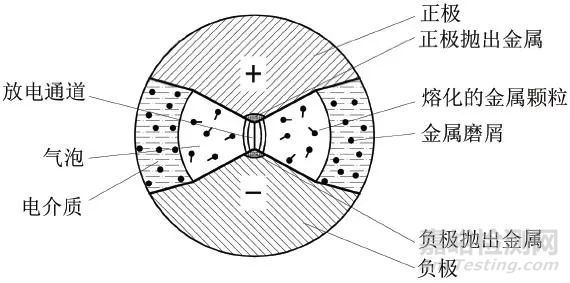
电蚀时的液体介质也称电介质,是指主、从动齿轮间的油膜。齿轮、轴承等构件在服役中,其中的润滑油或润滑脂中会产生一定数量的金属磨屑、残碳或水分,使润滑油(脂)的绝缘性降低。齿面或轴承的滚道面还因表面不完整性而存在显微凹凸,在齿轮啮合过程中或者滚珠滚动过程中,其接触部位的距离逐渐变小。杂散电流可能会击穿润滑油膜产生电火花放电,电流瞬间增大,电介质产生雪崩式电离,局部产生高温,程度较轻时可导致润滑油膜碳化,接触部位变色,程度较重时可使部分金属熔化并被抛出,见图2。
图2 放电间隙状况示意图
在电机运转过程中,转子的静态偏心和动态偏心以及转子导体异常等因素会导致电磁振动;由于转子的不平衡,滚动轴承异常安装、调试不良引起的机械振动,以及电机输入电流的交变频率等,若其中某些振动频率和电流的交变频率满足整数倍关系时将发生共振,会产生高强度的电流脉冲。若电机驱动轴上存在漏电流,或驱动轴上的杂散电流中存在强度较高的脉冲电流时,电火花放电会产生较多的热量,造成局部金属熔化。由于齿轮的齿面以及轴承的滚道面都要求较高的耐磨性,碳含量一般都较高,淬透性能较高。局部金属熔化的同时,还会导致点蚀区域产生二次淬火,显微组织中经常会检测到马氏体。
若铁轨的对地绝缘不够充分,就会造成一部分负荷电流泄漏在大地,形成杂散电流,见图3。
图3 杂散电流对地下构筑物腐蚀的影响示意图
铁轨附近埋有金属管线的时候,其对地绝缘一般来说并不充分,这样一部分杂散电流就会流到导电性能良好的埋地金属管线,形成杂散电流,而且会在金属管线中发生流动。杂散电流从土壤流进地下金属管线处(阴极)和杂散电流从地下金属管线流入土壤处(阳极)构成一个宏电池,加之阳极和阴极各自一方,其产物不能结合成可溶性物质覆盖在阳极区金属表面上,故阳极腐蚀情况更为严重,这也是电蚀。杂散电流也能引起钢筋混凝土结构腐蚀,特别是当混凝土内含有氯化物盐类(如NaCl,CaCl2等)时,腐蚀就更为强烈。
03轴承和齿轮的电蚀失效特点
资料表明,约20%的发电机故障是由于轴承损坏而造成的,轴电流又是造成轴承损坏的重要原因,约占轴承损坏的30%。在特殊的事故状态下,强大的轴电流在很短的时间内就会损坏轴承。
在轴承中,比较严重的电蚀宏观上表现为大致平行的线痕,俗称“搓衣板”;电蚀区域扫描电镜(SEM)观察时可见金属熔珠等熔化特征;电蚀区域的剖面金相可见二次淬火马氏体组织,该组织硬而脆,受到冲击载荷作用时极易开裂,产生微裂纹,成为后期失效的起源。
电蚀本身是腐蚀的一种形式,发生轻微的电蚀时不会立即引起断裂等灾难性事故,但电蚀产生的坑痕可形成应力集中,若存在微裂纹,则更容易在随后的服役过程中引起疲劳断裂。
齿轮发生电蚀时,往往在主动齿轮和从动齿轮上均留下电蚀痕迹。若将两个齿轮恢复到啮合状态,可以发现电蚀痕迹具有良好的吻合性。电蚀痕迹可能出现在不同齿的相同位置,其形状、大小也基本相同,甚至电蚀区域的颜色也基本相同。
04电蚀失效预防
减少电蚀失效的根本途径是减小轴电压(或轴电流),这要从轴电压产生的主要原因着手,如可以在磁不对称、静止励磁、静电电荷以及电机外壳、电机轴或电机轴承永久磁化等方面采取措施。预防措施除保证电机的良好接地外,有条件时还应定期更换润滑油(脂),保证润滑油(脂)良好的电绝缘性能。
05电蚀失效诊断举例:
电机轴承频幅异常失效分析
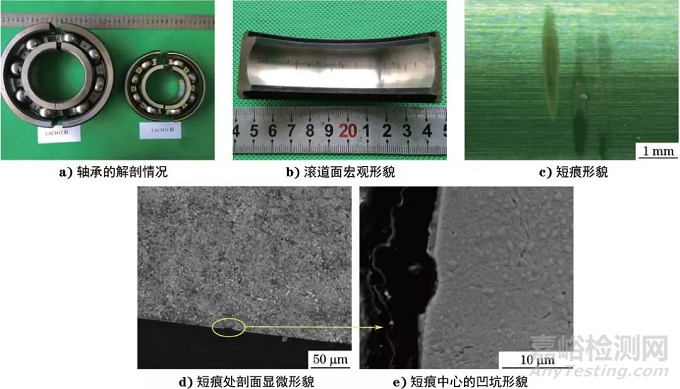
国内某核电企业电机轴承在维护检修时发现有频幅异常现象,对电机前、后端的轴承解剖后进行观察(大轴承位于电机前端,小轴承位于电机后端),见图4a)。在轴承的内、外圈滚道面上均发现大致平行分布的短痕,有的区域比较密集,有的区域比较稀疏,见图4b);短痕呈梭状,中心颜色较深,边缘颜色较浅,有彩虹色特征,大多数短痕区域可观察到原始的磨削加工痕迹,见图4c)。剖面金相观察可见短痕的中心存在一较小凹坑,其深度在1~2μm,凹坑两侧有异物覆盖,凹坑附近的显微组织未见明显变化,见图4d)~e)。
图4 电蚀失效轴承宏微观形貌
失效分析后认为,该轴承滚道面上的短痕为电蚀所致,杂散电流击穿轴承滚珠和滚道面间的润滑油膜产生了局部高温,导致附近金属氧化变色、润滑油膜碳化。其中心区域为“电极金属抛出区”,温度相对较高,故存在少量金属熔化后形成的凹坑;边缘区域温度较低,金属发生氧化后产生彩虹色。


来源:理化检验物理分册


