您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2019-07-08 14:30
一、产业技术应用背景
交通领域中轻量化对节能降耗、提高运力具有十分重要的意义,据考证,使用铝合金材料可降低装备质量60%以上。随着铝型材部件机械强度的提高,尤其是铝合金材料能有效改善部件的耐腐蚀性和静态扭转刚性,以及便于报废后回收等重要价值,铝合金材料的应用面正不断扩大。在国家“十三五”发展规划的高端装备制造业中,高品质工业铝型材产品正成为实现大飞机、汽车、轨道交通列车、航天、军工、船舶等工业先进装备技术升级和国产化目标的关键基础材料。
但在汽车、航空、军工等高端应用领域中,对所使用的几何结构铝型材机械性能和表面质量要求也越来越高,我国目前大多数铝型材企业采用交流感应加热和燃气加热,其精密加工能力受限,除了挤压模具精度不足外,很大程度上也是型材挤压前加热工序中铝锭加热的幅向均匀性和轴向梯度分布要求不能满足要求所致。目前,我国很多高端铝型材依然要依靠进口。而超导直流感应加热技术对提高挤压型材产品的机械性能和表面光洁度方面有着很大的帮助,是企业产品升级换代的有效技术路径。
另外,从节能降耗方面来看,高温超导直流感应加热技术的意义更为巨大。近期据笔者对铝型材企业的实地考察得出结果,企业年耗电费超过6亿元人民币,加热工序所占的能耗占全厂能耗的60%以上。一台1M W的加热炉如果采用超导直流感应技术年节电可达200万k W h,直接减少电费开支100万元人民币,同时相当于节约0.8万t标煤,减少二氧化碳排放2万t,减少氮氧化物排放300t。我国铝型材产能占世界总量的一半,全国铝型材厂加热炉超过万台,若采用超导直流感应新技术进行节能改造,其节能降耗空间非常巨大。在我国庞大的铝型材加工产业环境下,具有节能减排以及高精度加热这2项优势的高温超导直流感应加热技术有着非常巨大的应用价值。若采用超导直流感应新技术进行节能改造,其节能降耗空间非常巨大。
二、超导及高温超导感应加热技术
早在19世纪末20世纪初,通过用液氦冷却水银,意外发现当温度下降到-268.95 ℃(4.2K)时,水银的电阻完全消失,这种现象也称为超导电性,之后各国科学家开展了超导技术及应用研究。
超导材料,目前有低温超导材料和高温超导材料。低温超导是指在-269℃(4K)的液氦环境中,超导所具有的特性。而高温超导只是相对低温超导所需的超低温高许多的温度,通常是最高也要在-194℃(20 ~77K)左右的超导材料。
日本住友化学株式会社1999年研制出了用铋(Bi)2223带材绕制传导冷却的磁体,对磁体在20K温区内快速励磁和长期运行进行了验证。2001年,日本SMES研究和发展中心对传导冷却的,外加场为10T,储存能量为72MJ的15kWh高温超导环形磁体的可行性进行了验证,实验取得了令人满意的结果。
美国Los Alamos国立实验室1997年研制的传导冷却的高温超导高梯度磁分离系统,在100A下可产生1.6T的磁场。2005年,美国进行了高温超导磁体在95G H z振动陀螺仪中应用的实验,实验取得了满意的结果。
2005年,中国科学院电工研究所制作完成了内径120mm、外径211.2m m、高202.8m m的单螺管高温超导磁体。该磁体制作材料为(Bi)2223,采用传导冷却,环境温度20K时,中心场强为3.2T;77K自场下,磁体临界电流为49.8A。
高温超导技术在近年来得到很大的发展,第2代超导带材先后得到了商业化生产,但是高温超导技术及应用的实用化进展并不是很快,占据全球市场主要份额的仍然是低温超导,特别是超导核磁共振成像(MRI),根据欧洲Conectus的调查数据,2012年全球超导市场中,低温超导占据了约52亿欧元的份额,MRI一项即占据41亿欧元市场份额,而高温超导市场大小为3 000万欧元。
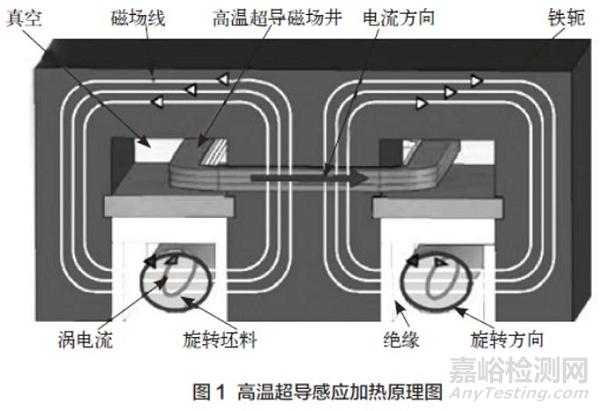
虽然当前的超导市场中低温超导仍然是绝对的主流,但随着高温超导技术的不断发展,以及新的高温超导业务的逐渐开展,高温超导技术正成为超导研究的热点。长远来看,其市场份额将会得到很大的增长,所以针对高温超导应用技术的研究,对于拓展高温超导市场,有着重要的意义。在这一发展背景下,开展对超导直流感应加热技术的研究,推进超导直流感应加热技术的实用化,是非常有意义的。高温超导感应加热原理如图1 所示,现在通常是采用如钇钡铜氧(YBCO)等高温超导带材绕制的超导磁体在铁芯中产生背景磁场,由机械传动系统带动如铝锭等金属工件在磁场中旋转,工件切割磁力线形成涡流并产生焦耳热,实现对工件的热处理。
三、高温超导感应加热技术应用前景
1. 铝型材热处理介绍
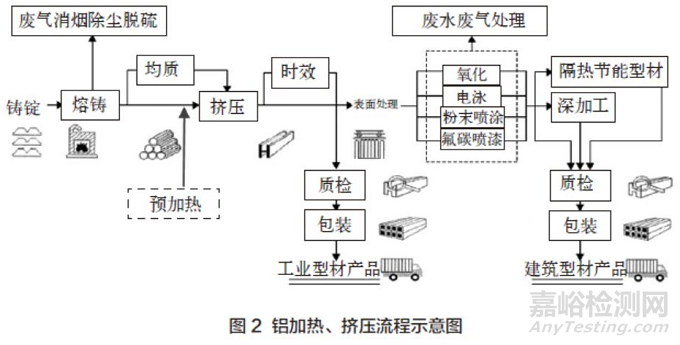
在铝型材加工铝锭挤压工序之前,预先加热铝锭是铝型材生产中的一个关键工序(如图2所示)。常用的铝锭加热方法包括:电磁感应加热、电阻炉加热、天然气加热等。
天然气加热方式在民用铝型材制造中应用较多,特别适用于小于30MN的中小挤压机生产线。天然气加热方法的缺点是很难控制温度梯度,不能控制铝挤压时的温度均匀性。在大于36MN的挤压生产线上,高质量的工业型材以及航空军工材、结构材上,多采用电磁感应加热方法,超导直流感应加热是近年来为铝挤压工艺开发的新型感应加热技术。
传统感应加热方式利用交变的磁场在静止坯料中产生感应涡流,实现坯料加热。但是当加热铝、铜等金属并非铁磁材料,采用传统交流感应加热时,加热效率低于50%。超导直流感应加热技术是铝锭坯料旋转对静止的磁场产生相对运动,切割磁感线形成涡流并产生焦耳热,实现对铝锭坯料的加热,加热效率提高至80%~85%,使其拥有明显的竞争优势。
2. 高温超导感应加热技术的优势
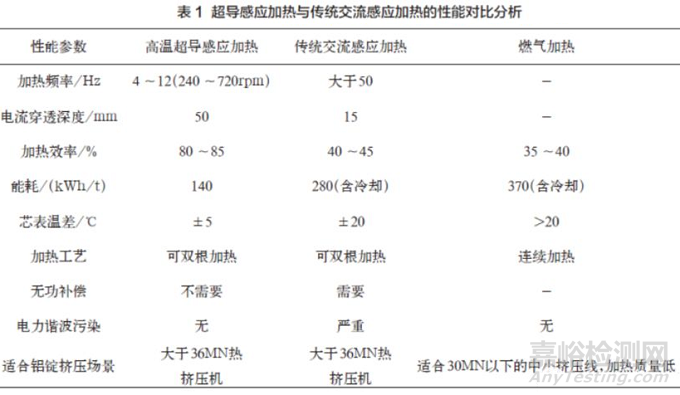
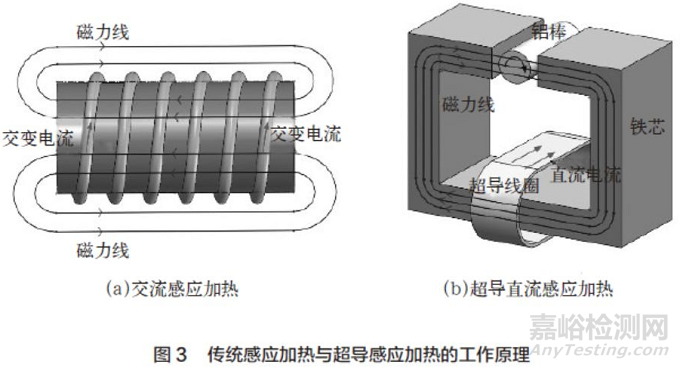
超导感应加热技术利用超导材料在临界低温下呈现零电阻的特性,建立直流磁场约0.5 ~1T,铝锭在直流磁场中通过驱动电机带动旋转,切割磁力线,产生感应电流,加热铝锭。加热的基本原理与传统感应加热相同,都是法拉第电磁感应定律、涡流效应与焦耳定律。图3为传统感应加热与超导感应加热的工作原理比较,表1是超导直流感应加热技术与传统交流感应加热技术、燃气加热技术的对比。高温超导感应加热与传统交流感应加热比较,总结起来具有4大列优特点。
(1)效率高,省电
在超导直流感应加热技术中,产生0.5T目标直流磁场的超导线圈中功率损耗可忽略,整个系统的效率主要取决于带动锭子旋转的电机,而目前成熟的电机技术可轻易地达到效率90%以上,相对于传统感应加热炉约50%效率,节能效果十分明显。
(2)加热质量高
锭料幅向加热均匀且轴向温度梯度准确可控。传统的交流感应加热炉通常采用大于工频(50Hz)交流电,因为集肤效应,产生的涡流主要分布在锭料表面,锭料的幅向加热效果的均匀性不佳。超导直流感应加热,可通过调整锭料的速度和增大磁场的强度,增大涡流效应的透入深度以实现更均匀的幅向温度,目前锭料的转速控制为240 ~720rpm(相当于4 ~12Hz),相对于传统加热炉可以得到更深入、更均匀的轴向温度分布。
(3)可加热各种有色金属材料
传统交流感应加热因加热质量不高,加热不均匀,主要用于铝、铜的加热;而高温超导直流感应加热因加热质量提高,加热更均匀,同时还适用于镁合金、钛合金、镍铬铁合金以及其他特殊合金的加热。国外研究者甚至已经将高温超导直流感应加热的目光投向了有色金属预加热挤压、冶炼等领域。
(4)安装维护简单便捷
超导直流感应加热装置中的超导线圈励磁绕组在运行过程中,超导磁体静止、不旋转、无振动,也不存在磨损。超导磁体冷却系统采用制冷机传导冷却,结构简单、操作方便、能够长期运行,无低温液体输送和补充操作。另外在工作时,超导磁体的电阻特别小,甚至是0,所以对超导线圈的绝缘性要求降低了。另外,与常规的交流感应加热器,超导感应加热装置不需要大功率交流变频电源,不需要设计无功补偿装置。
四、国内外高温超导直流感应技术研究及加热器(设备)的研制
21世纪初,挪威、德国、意大利、俄罗斯等国家的学校和科研院所普遍开展超导感应加热技术的研究,成为近些年来交流感应加热和电加热方面的国际学术研究的主流,如挪威科技大学及挪威SINTEF能源研究所、德国汉诺威莱布尼兹大学、意大利的帕瓦多大学、博洛尼亚大学和罗马大学、俄罗斯的圣彼得堡国立电工大学等,这些科研工作获得意大利高等教育机构和科学技术部的资金支持。
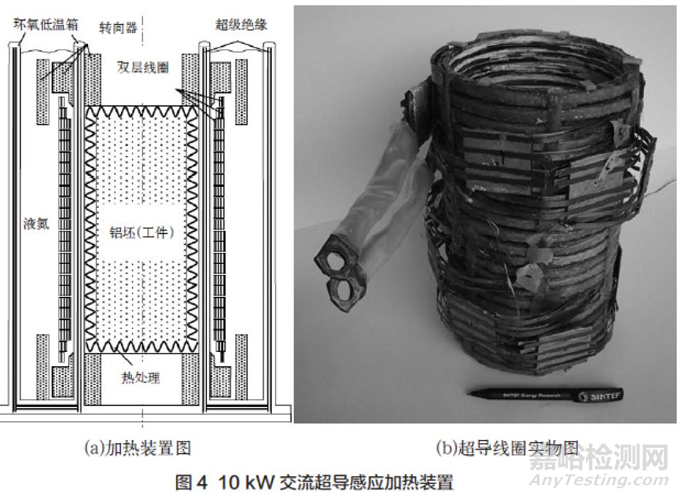
2002年,挪威的M.Runde和N.Magnusso利用超导线圈提高了传统交流感应加热装置的加热效率。为此研制了10kW交流超导感应加热装置,如图4所示。
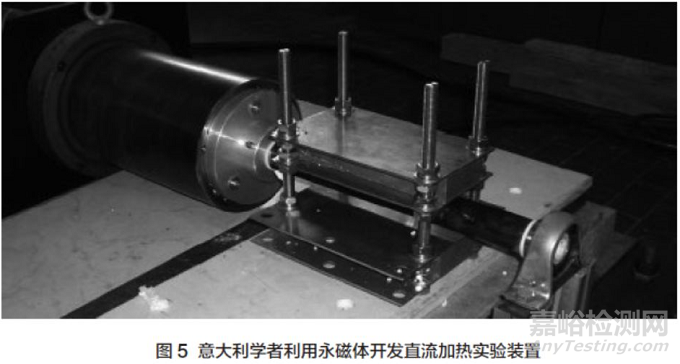
2003年,因为超导线圈在交流工况下存在不可忽视的交流损耗,他们又提出了采用直流加热的设想。由于超导直流系统的理论损耗为0,这种方法的理论效率可以高达90%。2005年,意大利博洛尼亚大学的学者M .Fabbrihe和A.Morandi和研究团队针对铝锭在直流静磁场中的加热温度分布做出了仿真计算2007年M.Fabbrihe和A.Morandi又针对感应加热装置的磁场分布提出了鞍形线圈磁体结构,2009年,为了验证仿真模型的正确性,他们开发了一套直流加热模型。该模型利用6块XGS26钐-钴永磁体来产生直流磁场,如图5所示,并验证了仿真模型合理性。
2008年,俄国圣彼得堡电工大学的Nikanorov与德国汉诺威莱布尼茨大学的Zlobina等用有限元建模方法开发了针对铝锭及超导线圈的三维模型,分析了不同参数对加热后铝锭表面温度分布的影响。
2008年,法国的研究学者Thierry Lubin,Denis Detter等提出采用旋转的磁场作用在铝锭上对其加热的方法。该方法虽然可以达到较高的功率效率,但是旋转超导电极的制作工艺要求较高,不易制作。
2008年,意大利的M.Fabbri和A. Morandi在已有研究的基础上,针对工业加热需均匀温度的铝锭的加工需求,利用仿真模型对感应加热过程进行了计算,并对线圈设计进行了优化,得到了3D线圈结构,该结构优化了铝锭端部的磁场分布,可减小端部效应的影响,实现更好高温度均匀性的感应加热。
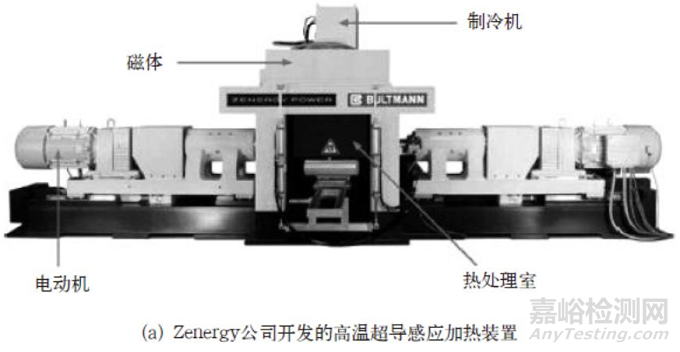
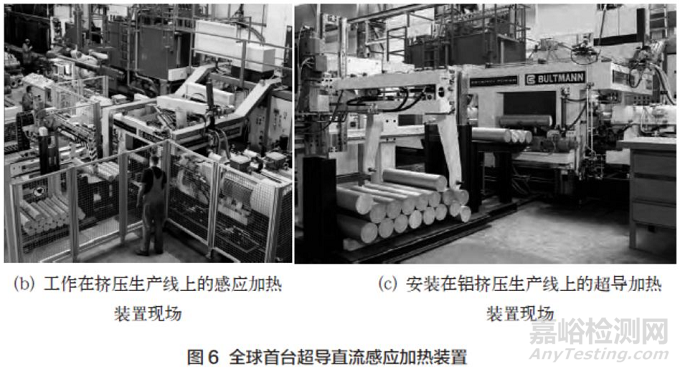
2008年,德国齐内吉电力公司(Zenergy Power)开发出了全球首台高温超导感应加热设备(图6),并在维斯拉卢铝业公司工厂投入使用,这是超导直流感应加热技术从实验室到市场的重要一步。该设备由高温超导磁体、制冷系统、加热保温和驱动系统4个主要部分组成。超导磁体正常工作所需的低温环境主要由安装在超导磁体顶部的制冷系统提。
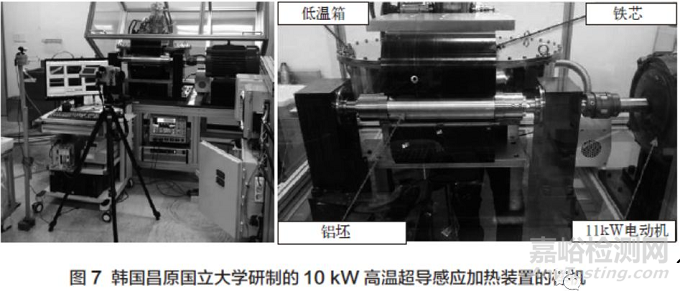
2014年,韩国国立昌原大学的Jong ho Choi制造了10kW级的高温超导直流感应加热装置,其中超导磁体是选用YBCO高温超导带材绕制。实验装置样机如图7所示,磁体设计是C型单气隙铁芯几何结构,无绝缘的超导跑道型线圈。利用该加热样机,对直径为8cm、长度为30c m铝锭加热测试,并且对铝锭进行了加热测试,加热效率分别87.5%。
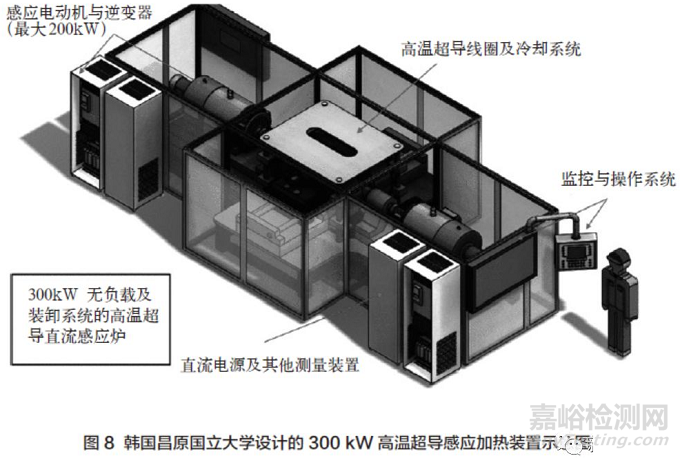
2015年,在以往10kW级的高温超导直流感应加热装置基础上,韩国国立昌原大学的Jong ho Choi等开始了300 kW级的高温超导直流感应加热装置可行性分析,加热器如图8所示。该高温超导直流感应加热装置样机支持长度为70 cm、直径为23.6 mm铝锭进行加热。选用SuNam YBCO带材,带材宽度12 mm、带材厚度0.15 mm,磁体设计是采用含铁芯的双饼跑道型线圈。磁体的长度62.5 cm、直径22 cm,线圈数量300匝,总带材长度3 407 m。当励磁电流440 A磁体电感值1.73 H,铝锭中心磁场强度1.1 T。
国内对超导直流感应加热的研究还很少,鲜见报道。在2008年德国研制成全球,1台直流超导感应加热装置后国内才出现了一些介绍性的报道,北京英纳超导技术有限公司完成了超导加热技术的原理性小型样机的初步试验,该小型样机的铝锭尺寸为30 mm×80 mm,试验中铝锭温度的是向铝锭的径向面圆心处打孔,并插入K型电热偶,然后用万用表测量,电热偶接触铝锭孔的内部表面。该实验验证感应加热技术原理完全成立,但尚无法演示其效率提升效果,同时小型样机的机械传动和电机部件也有待优化。近年来,上海超导科技股份有限公司与江西联创光电科技股份有限公司进行技术合作在开展MW级高温超导感应加热技术的研究及加热器设备的研制。(DOI:10.19599/j.issn.1008-892x.2018.10.016)
作者:黄建民 杨平 江西联创光电科技股份有限公司

来源:新材料产业


