您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2019-08-30 17:53
3D面角落阳极黑点分析
铝合金TOP CASE 按键区3D面角落的阳极不良自量产来一直出现,因真因不明﹑管控不易及不良损失较大而困扰现场。
黑点不良外观形貌上为线性或单个分布,呈凹下或凸起两类特征,高度差约10μm;材质金相组织正常,未发现粗大Mg2Si析出相;黑点在切片上表现为铝加工毛刺附着或部分脱落,毛刺上均有正常的阳极氧化膜;
摘要内容
失效症状: 阳极线状黑点
失效模式: 外观不良
失效机理: 毛剌在后续阳极段受超声波振动或溶液化学反应影响而疏松,或部分脱落,从而使得该处形成的阳极膜不完整。
根本原因: CNC后边角大的毛刺在喷砂段被贴附在样品表面
改善建议
黑点不良品重工以减少损失,CNC段加强边角毛刺缺陷管控,毛刺样品增加打磨。
背景
事业处代工的TOP CASE自量产来,阳极制程在按键区3D面四角边缘出现单个或成线性排列状黑点不良,不良率约1%。
此类不良在阳极前喷砂来料全检中看不出来,阳极后明显出现,产生的真因不明.为此我司组成项目团队,分析不良真因,解决困扰,避免不良损失。
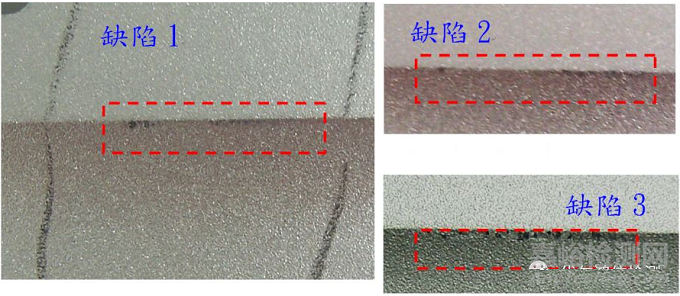
图1 TOP CASE实物及黑点缺陷
实验结果
产品加工制程:6063铝板→CNC加工(共8个工站)→喷砂→阳极处理。黑点缺陷目视上可分为三类,参图1.
缺陷3D轮廓形貌:
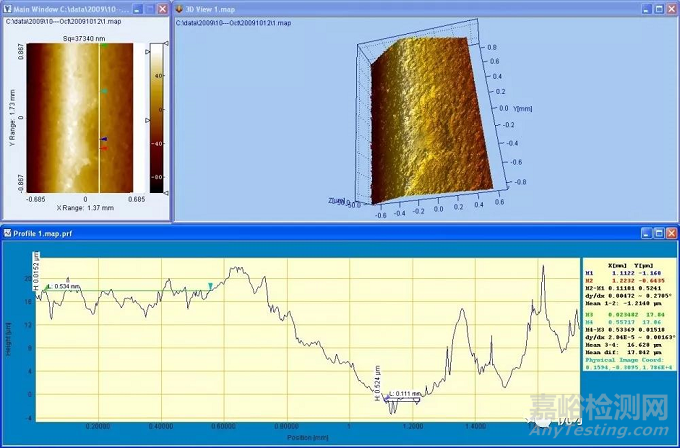
用3D轮廓扫描仪对不良区域进行扫描,观察不良区域起伏状况,结果如图3 及图4,可见:
l 缺陷1之不良区域呈局部凹陷形貌(深度约18μm);
l 缺陷2之不良区域呈局部凸起形貌(高度约12μm)。
图3 缺陷1之3D轮廓
图4 缺陷2之3D轮廓
金相组织分析
图5 缺陷及正常位置金相组织
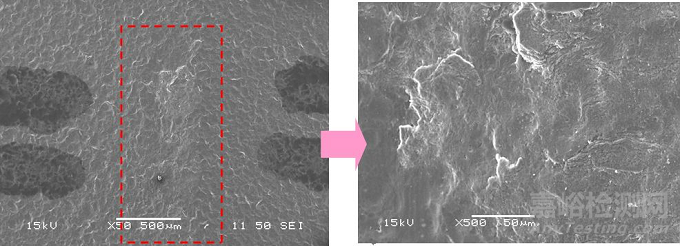
1、缺陷表面形貌及微区成分:
图6 缺陷1不良区域表面形貌及成份(%)
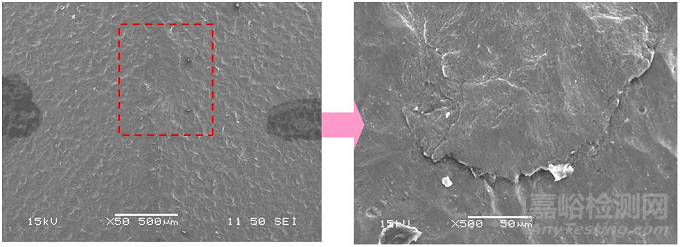
图7 缺陷2不良区域表面形貌及EDS成份(%)
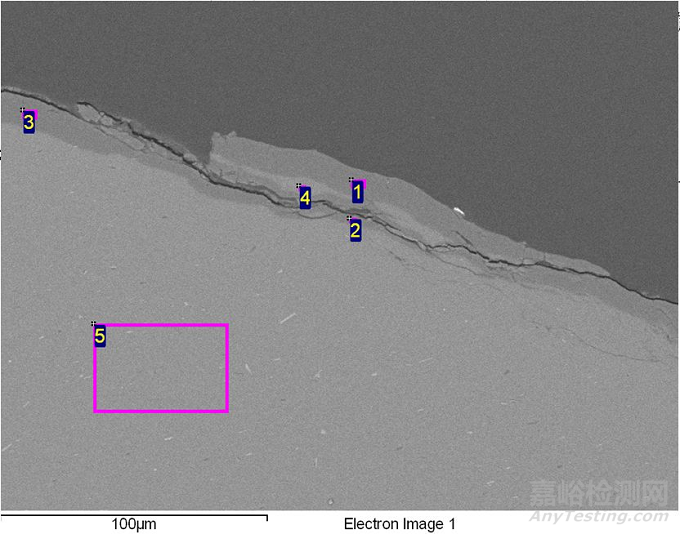
1、切片观察阳极膜层
图7 各缺陷及正常位置切片形貌
图8 缺陷3切片成份测试位置及结果(%)
分析与讨论
铝合金零件在加工边角位置时易留下毛刺,这些毛刺在喷砂被压伏在铝材表面,品检不易目视发现.
阳极段的超声波振动或溶液化学反应使其附着疏松或部份脱落,使得毛刺的铝基材不完整,形成凹陷/局部裂痕等形态,形成阳极后的目视点线状缺陷。
验证
根据上述结果,此不良系毛刺或铝屑所为,应可重工去除。
重工验证流程:不良品阳极膜退镀→局部打磨→喷砂→阳极。
重工结果: 选5pcs重工,重工后黑点未出现,均达良品标准。
结论
1 黑点不良外观形貌上为线性或单个分布,呈凹下或凸起两类特征,高度差约10μm,表面成分未检测到异常元素。
2 材质金相组织正常,未发现粗大Mg2Si析出相。
3 黑点实际是由样品表面较小的毛刺或铝屑附着引起的外观不良,且因毛刺或铝屑很小,以至于在阳极前全检中未能发现。毛刺或铝屑应是来源于阳极前的CNC加工段。
4 黑点样品经重工处理(退镀-局部打磨-喷砂-阳极)后可成为良品。
改善建议:
CNC段加强边角毛刺缺陷管控或境加打磨处理,黑点不良品亦可重工处理。


用Zeiss偏光显微镜分析材质显微组织,缺陷及正常位置金相组织见图5:
l 正常与缺陷处金相组织极接近,表明黑点与材质无关;
l 缺陷处未发现明显的粗大的Mg2Si析出相聚集,组织正常。




来源:Foxconn-UR


