您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2021-04-12 09:26
GB/T228.1-2010《金属材料拉伸试验第1部分:室温试验方法》发布后,如何执行第10.3款要求的方法A和第10.4款要求的方法B,一直是各试验室和试验机制造厂家关注的焦点。作为试验机制造厂家,应领会贯彻标准,将其应用到试验设备中,成为理论联系实际的桥梁。
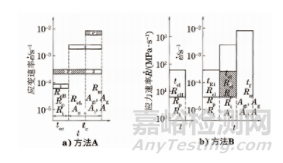
图1拉伸试验中测定各参数时应选用的应变速率范围
GB/T228.1—2010第10.3.1款总则中写道:“方法A是为了减小测定应变速率敏感参数(性能)时的试验速率变化和试验结果的测量不确定度”。从试验设计的角度来看,统一的试验条件,是减小测量不确定度和提高各试验室数据可比性的基本要求,方法A在此逻辑上是完全正确的,并在图1中给出了拉伸试验中测定上屈服强度ReH、下屈服强度ReL、屈服点延伸率Ae、规度塑性延伸强度Rp、规定总延伸强度Rt、抗拉强度Rm、最大力塑性延伸率Ag、最大力总延伸率Agt、断后伸长率A、断裂总延伸率At和断面收缩率Z时应选用的试验速率范围。
在方法A和方法B实际执行过程中,很多细节问题都是值得认真探讨的。例如方法A和方法B各种方法的适用范围、各种速率的切换时机、设备的刚性对试验结果的影响、试样不均匀变形对控制的影响等问题,都需要仔细探讨。来自深圳万测试验设备有限公司的黄星、张列民、王敏三位研究人员在执行GB/T228.1—2010的过程中总结出了一些想法建议,现提出供GB/T228.1—2010修订参考。
在金属拉伸试验中,引伸计测量的是标距内的平均工程应变,力传感器测量的是整个试样平行段的应力。如果试样是均匀变形的,则仅测量试样标距内的应变就可以推测出整个平行段的应变,但实际情况并不完全如此。以螺纹钢试样为例,通过视频引伸计多点跟踪相邻横肋(横肋的原始间距约为9.7mm)的距离变化,观测螺纹钢试样在平行段的不同位置是否产生同样的应变,如图2所示。
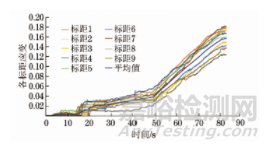
图2螺纹钢试样在平行段不同位置不同时间的应变
由图2可知,螺纹钢试样中间取的9个相邻横肋之间的应变是有差异的,特别是在屈服阶段。因此,螺纹钢试样在整个拉伸过程中,平行段各位置的应变速率并不完全一致。在屈服阶段,特别是在出现上屈服的时候,如果引伸计标距外率先出现屈服,引伸计标距内还在弹性阶段,可能会出现引伸计所测得的应变瞬间变小、应变速率瞬间为负值的情况,应力-应变曲线会出现如图3所示的随机往复现象。
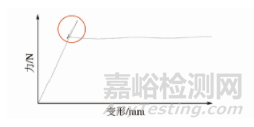
图3螺纹钢试样应力-应变曲线在上屈服时出现的随机往复现象
拉伸过程中平行段不同位置的应变速率不均匀现象,会导致标距的应变速率和夹头的分离速率不成线性,因此要实现方法A1(应变速率控制),就对伺服控制系统提出了较高的要求。同理,采用方法A2(根据平行长度估计的应变速率换算的横梁位移控制),也无法获得标距内应变速率的稳定。这种情况在平行长度Lc与引伸计标距Le相差越大时越明显。因此,试样在Lc/Le小于等于1.5时,使用方法A1的可行性较高,如加工的圆棒形、哑铃形试样;而螺纹钢等线材试样的Lc/Le远大于1.5,使用方法A1的难度相对较高,不建议采用。
金属材料呈现连续屈服时,试样的应力-应变曲线通常是一条连续平滑的曲线。采用应变速率控制方式(方法A1)可以获得满意的控制效果,如图4所示。
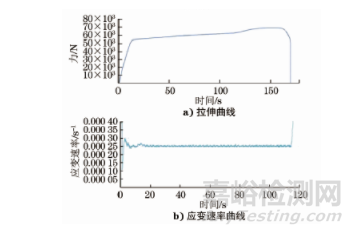
图4螺纹钢试样连续屈服的拉伸曲线和应变速率曲线
金属材料呈现不连续屈服特别是锯齿状屈服时,试样的应力和应变均会发生频率较高且幅度不确定的波动。此时采用闭环的方式去控制应力或应变速率,要么抑制了这种波动,要么系统产生共振,都会导致材料上屈服强度和下屈服强度出现大的波动,如图5所示。因此,对金属材料的不连续屈服阶段,不宜采用闭环的应力或应变速率控制,而应该采用开环的位移控制。
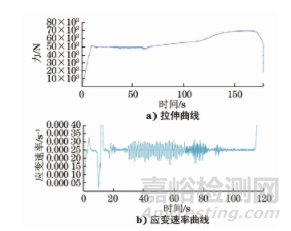
图5螺纹钢试样不连续屈服的拉伸曲线和应变速率曲线
试验机的刚度由机架刚度、机架各部件安装间隙、夹头结构、钳口齿形、钳口夹持力、油缸面积、活塞杆位置及液压油牌号等多种因素共同决定。例如,双空间液压机的油缸活塞伸出较多时,油缸的刚性会降低;钳口齿在高的夹持力的作用下,咬入试样的深度越深,咬入的面积越大,则钳口和试样形成的摩擦副刚度越大;楔形夹具夹持试样越薄,夹块伸出楔形槽越多,夹具的刚度越小。这些试验机的机械结构及其状态,导致了试验机刚度的不确定性和非线性。因此,试图用刚度修正的方式让方法A2的横梁位移速率控制下的实际应变速率能够在标准要求的±20%内,是难以实现的。即使是按照GB/T228.1—2010最新征求意见稿的附录F《考虑试验机系统变形情况补偿横梁位移速率的估算》进行试验,也只能让实际应变速率尽量接近所需的应变速率,而无法准确达到±20%的要求。以60t双空间液压试验机为例,在对直径为12mm,平行段长度为170mm的螺纹钢试样进行试验时,其屈服段的应变速率为0.00025s-1,换算出横梁位移速率为4.5mm·min-1,但在实际试验过程中,实际的应变速率仅仅约为设置速率的1/7。
纵向坐标横梁位移/变形等于实际的横梁位移速率相对于实际的变形速率的倍率。该值如果比较稳定,则可以通过柔度修正的方式让横梁位移速率控制方式(方法A2)下实际的应变速率达到方法A1的要求,而实际情况是该倍率在10~27范围内不规则的波动。如果按照GB/T228.1—2010最新征求意见稿附录F的方式,以最理想中位值来进行平均刚度修正,也可能会导致实际的应变速率产生±43%的波动幅度。
拉伸试验机配置平推液压夹具的万测单空间液压机或电子万能试验机的刚性相对较好,该机架的装配间隙小,平推夹具采用水平对置的横向油缸,在试验前一次夹紧试样,拉伸过程中钳口不随着试验力的增大而产生滑移,因此其刚度较高,在试验过程中的变化也较小,用应变速率换算为横梁位移速率时相对于刚度低的设备会更准确一些。因此,建议在采用方法A2的时候,尽量采用刚度较高的试验设备用于试验。
黄星、张列民、王敏三位研究人员认为,基于应力速率的试验速率控制方式会对大家的应用形成误导。
其一,只有在弹性段才能实现准确控制的应力速率,后续屈服阶段,无论是连续屈服还是不连续屈服,如果仍要维持相应的应力速率,都违背了屈服的定义,因为屈服阶段是塑性变形而力不增加的阶段。强行采用应力速率进行控制,只会导致试验机夹头用极快的分离速率产生的冲击效应维持应力速率,显然,这会使得屈服段应力曲线产生较大波动,导致上下屈服等特征点的偏离,甚至试验机失控。
其二,除了上屈服强度外,其他的特征点都是在规定的应变速率下获取的,和应力速率基本没有关系。即使是上屈服强度,GB/T228.1—2010也是说“在弹性范围和直至上屈服强度,试验机夹头的分离速率应尽可能保持恒定并在表3规定的应力速率范围内”,表明试验机夹头的分离速率应尽可能保持恒定,用夹头位移速率控制,只是要确保此时的应力速率在表3范围内即可。
在实际操作中,一般在弹性段采用应力控制方式,采用自动侦测微屈服或者设定固定的应力值或应变值作为切换点。在屈服前,自动切换成即时速率的位移控制,并用此横梁位移速率拉伸至屈服结束。此方法速率切换并无速度差形成的冲击,非常好地满足了方法B的各项要求。
该方法还有一个优点,试验开始时存在一定的夹持间隙,特别是楔形钳口会出现较大的滑移,采用应力控制可以高速拉过弹性段,因此比位移控制有更高的试验效率。此方法无需进行柔度修正,且试验速率范围要求较宽,也不需要夹持引伸计,传统的刚度较小的试验机均可采用此方法进行试验,特别适合建设工程监督检验使用。
方法B的弊端是速率范围过于宽泛,最高速率和最低速率差一个数量级,这似乎违背了减小测量不确定度和提高各试验室数据可比性的基本原则。因此,建议统一按照0.00025s-1的应变速率,根据材料已知的弹性模量,推算出所需的应力速率作为引导。例如,碳钢按照(50±20%)MPa的应力速率进行引导,在弹性段快要结束时切换为即时速率的夹头位移,然后按照这个位移速率拉伸至屈服结束。
三位研究人员建议,将方法B改为基于应力速率引导的试验速率控制方式。
方法A2从控制上来说,是一种最简单的速率控制方法,其控制信号反馈元件为拉线编码器(一般用于液压机)或者是伺服电机内置的编码器,这两种元件换算出的位移分辨力高,抗干扰性能好,且不存在用引伸计夹持不当引起的滑移导致的变形突变对控制带来的失控风险,反馈信号的质量好。而执行元件采用大致稳定的阀开度或者固定的伺服电机转速即可实现。因此,各试验机厂家均可较好地实现该方法,各试验室也因为该方法性能稳定而乐于使用。但该方法的最大问题是柔度的修正,而柔度似乎又难以修正,这就给实际应用带来了一定的麻烦。
在某省建工系统组织的试验室能力验证中,作业指导书建议的速率是按照0.00025s-1换算的横梁位移速率,这导致实际的应变速率大大低于标准所要求的速率。某些试验室按照日常所用的20mm·min-1(试验室按照经验估测设置)测得值是正常的,而严格按照作业指导书通过0.00025s-1换算出的3mm·min-1所得的结果出现了结果偏小离群的情况。柔度修正又没有可行的依据,因为无法得到柔度值这个参数,只能给出粗略经验值。而不修正则可能导致实际应变速率过小而结果超差。
研究人员认为可以按照方法B的思路,将方法A2变为基于应变速率引导的试验速率控制方式。建议统一按照0.00025s-1的推荐应变速率,对试样的弹性段进行应变控制作为引导,在弹性段快要结束时切换为即时速率的夹头位移,然后一直按照这个位移速率拉伸至屈服结束。通常,在试样拉伸至快要进入屈服时,试验机间隙和楔形钳口的滑移等基本结束,屈服时力值的变化不大,试验机的刚度在此时变化较小。因此,进入屈服后的应变速率会较为接近设定值(相对于不做刚度修正的试验机而言),这种控制方式是一种自适应的方式,满足于各种不同尺寸的试样和不同刚度的试验机任意组成的系统。
如此一来,方法A2和方法B从形式上是接近统一的,既能够解决这两种形式现存的柔度修正问题,又能够在实际控制速率上接近设定值,因此采用两种方法得出的试验结果具有可比性。
GB/T228.1—2010讨论稿中的最新规定,“除非另有规定,否则可以用任何方便的试验速率达到相当于预期屈服强度一半的应力”。也即是在弹性段的前半段可以用任何控制方式进行试验,这一点和方法B完全统一。后半程的弹性段直至屈服结束,对于连续屈服的试样,应全程采用应变控制或采用换算的横梁位移控制,进入硬化段后转为换算的横梁位移。对于不连续屈服的试样,则应按照方法A2进行试验。这样方法A1的适用范围比较狭窄,只有连续屈服的试样才应进行屈服结束前的全程应变控制。在实际的工程检测中,客户送样数量有限,且难以判断是否连续屈服,按照讨论稿附录F的方式去估算补偿横梁位移也不现实。严格来说,要想完全符合标准的唯一选择是方法B。
比较上述3种速率控制方法,方法A1应变速率控制精度最高,方法A2为开环控制,应变速率与设备柔度有关,方法B要求最为宽泛,因此应变速率的控制精度最低,具体见表1。
表1 3种试验速率(推荐)控制方法比较
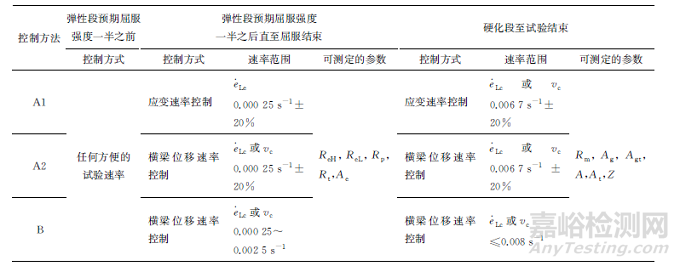
在GB/T228.1—2010的10.3.2款中规定,上屈服强度或规定延伸强度(Rp,Rt和规定残余延伸强度Rr)的测定采用速率为基于引伸计反馈的应变速率·eLe,从文字来看就是存在错误的。有上屈服强度的肯定是不连续屈服试样,既然不连续屈服那就应该采用平行长度估计的应变速率·eLc进行控制。因此,具有连续屈服特征试样在执行方法A1进行试验时,在弹性段直至规定延伸强度等测定完成采用引伸计反馈的速率进行控制,随后切换成横梁位移速率完成后续试验。具有不连续屈服特征试样在执行方法A2进行试验时,在弹性段直至屈服结束采用平行长度估计的应变速率·eLc(推荐·eLc=0.00025s-1)换算的横梁位移速率,在进入硬化段后切换成·eLc=0.0067s-1换算的横梁位移速率完成后续试验。
在执行方法B时,“在弹性范围和直至上屈服强度,试验机夹头的分离速率应尽可能保持恒定并在表3规定的应力速率范围内。”其后无论是测下屈服还是规定塑性延伸强度Rp、规定总延伸强度Rt和规定残余延伸强度Rr,也都是“通过调节屈服即将开始前的应力速率来调整,在屈服完成之前不再调整试验机的控制”。测定屈服强度或塑性延伸强度后,试验速率可以增加到不大于0.008s-1的应变速率(或等效的横梁位移速率)。
无论是方法A,还是方法B,其实真正的控制速率切换点都只有一个,即在测定屈服强度或塑性延伸强度后,最大力到来之前。由于这两段速率相差甚大(0.0067/0.00025=26.8),因此对试验效率的影响很大。常规的做法是设置一个固定的位移、变形或者应变作为切换条件,但对于不连续屈服的试样,因为不知道屈服点延伸率有多大,所以会尽量设置得较大,就会导致在0.00025s-1的速率下运行时间较长,导致试验效率大大降低。例如按照标准推荐的速率进行螺纹钢试样拉伸试验,所需时间一般约为2min;如果采用万测试验机配备的软件自动侦测屈服结束作为切换点,则试验时间可以缩短至60~70s,试验效率能够提升近一倍。
表2 3种试验速率(推荐)控制方法应用推荐
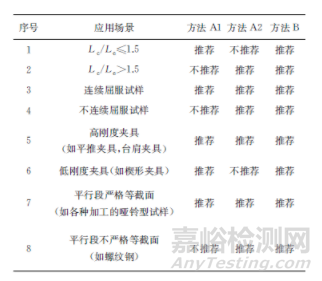
综上,根据各控制方式的不同特点,总结出建议适用范围,见表2。根据表2所示,几种常见的应用场景建议采用方法如下。
(1)在材料研究过程中,试样为哑铃形棒材或者板材时,且标距与平行段长度相差较小时,若能够确定是连续屈服试样,建议采用方法A1;否则采用方法A2或方法B。
(2)在钢厂厚板试验室,由于大量采用双面铣床,且板材的厚度相差较大,因此都采用较大的统一的平行段长度试样。另外钢厂的试验机通常都是平推液压夹具,因此采用方法A2的试验数据稳定,试验效率高。
(3)在建设工程检测单位,螺纹钢拉伸试验量非常大,且配置较多的是刚度较小的双空间楔形夹具的液压试验机,通常采用方法B。
方法A1的控制精度最高,但是应用场景较为狭窄;方法A2性能稳定,应用方便,但柔度修正难以准确执行;方法B应用范围最为宽泛,但速率控制要求最低,试验结果的离散度最大。
建议方法B名称改为“基于应力速率引导的试验速率控制方法”,方法A2名称改为“基于应变速率引导的试验速率控制方法”。通过应力或应变速率的引导,并在屈服前切换成切换点即时速率的方式,可以较好地自适应地解决试验机柔度修正问题。建议开展验证试验,并在新版标准中推荐。

来源:理化检验物理分册


