您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2021-07-13 16:43
今日,国家药监局发布了医械国家标准《牙科学 技工室用刃具 第3部分:铣床用硬质合金刃具》征求意见稿,全文如下:
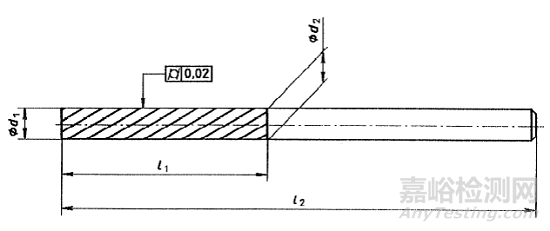
图1圆柱形,仅侧面切削
表1圆柱形,仅侧面切削-尺寸及切削刃数量
尺寸单位为毫米
|
公称规格 |
d1 ±0.08 |
l1 ±0.5 |
l2a ±0.5 |
d2 最大值 |
切削刃数量 最小值 |
|
010 |
1.0 |
8 |
30 |
1.08 |
12 |
|
015 |
1.5 |
10 |
30 |
1.58 |
16 |
|
023 |
2.3 |
15 |
34 |
2.35 |
22 |
| 不适用于YY/T XXXX-XXXX表1的限值要求,因为这些刃具是用于牙科技工室铣床。 | |||||
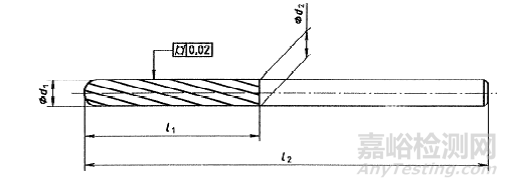
尺寸单位为毫米
|
公称规格 |
d1 ±0.08 |
l1 ±0.5 |
l2a ±0.5 |
d2 最大值 |
切削刃数量 最小值 |
|
010 |
1.0 |
8 |
30 |
1.08 |
12 |
|
015 |
1.5 |
10 |
30 |
1.58 |
16 |
|
023 |
2.3 |
15 |
34 |
2.35 |
22 |
| 不适用于YY/T XXXX-XXXX表1的限值要求,因为这些刃具是用于牙科技工室铣床。 | |||||
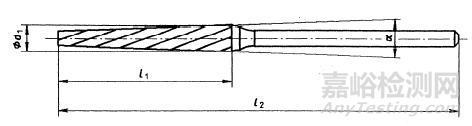
尺寸单位为毫米
角度单位为度
|
公称规格 |
d1±0.08 |
l1±0.5 |
l2a±0.5 |
|
切削刃数量 最小值 |
|
|
023 |
2.3 |
13 |
32 |
4 |
12 |
|
|
025 |
2.5 |
13 |
32 |
6 |
12 |
|
|
031 |
3.1 |
13 |
32 |
8 |
14 |
|
|
035 |
3.5 |
13 |
32 |
10 |
16 |
|
|
040 |
4.0 |
13 |
32 |
12 |
18 |
|
|
||||||

来源:国家药监局


