您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-11-29 21:45
摘要
通过金相分析及断口观察,对GCr15钢轴承套圈的磨削开裂进行了系统分析。
结果表明,淬火裂纹是套圈失效的根本原因,而原材料中Cr的带状偏析、套圈表面的应力集中、淬火加热时的氧化脱碳以及不当的磨削工序则共同加剧了淬火裂纹的萌生和扩展。
案例背景
一批GCr15钢制轴承内、外套圈在淬火后精磨时出现了轴向或环状裂纹,有的已裂穿甚至碎成数片。
该批套圈的生产工艺流程为:棒材温剪下料一球化退火→锻造成型→机械加工→淬火、回火→精磨。
锻造采用感应加热,温度为1075~1120℃;淬火加热在箱式保护气氛炉中进行,工艺为840℃×45min,淬火介质采用120℃好富顿淬火油;油淬后以85℃热水清洗停留3~6h后再用室温水喷淋1h,然后进行170℃ 3h的回火处理。
在随后精磨端面或外圆时,部分套圈出现了开裂。作者就此进行了失效原因分析。
研究内容及方法
1.1宏观断口形貌
图1为该批轴承内、外套圈的轴向截面示意图。通过观察发现,失效断口大致平行于套圈轴向,断面平齐,属于脆性断裂;
根据撕裂棱特征判断裂纹走向,发现许多断口上存在多个裂纹源,且其位置均在套圈表面易发生应力集中的机加工刀痕或棱角处(见图1的 A、B所示)
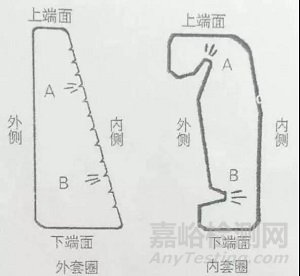
图1 套圈轴向截面及裂纹源位置示意图
1.2探伤检验
对失效的轴承外圈进行着色探伤,发现内壁存在大量的环形裂纹,且其分布与尖锐的机加工刀痕相吻见图2。
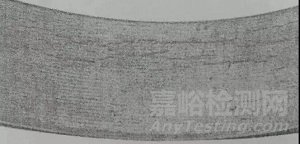
图2 失效的轴承外圈内壁的环形裂纹
1.3化学成分分析
对套圈的化学成分进行了检验,结果示于表1,其化学成分既符合YB9-1968(铬轴承钢技术条件》的要求,也满足原材料的订货要求。
1.4夹杂及碳化物检测
从断口附近取样后,沿套圈的内侧、外测以及垂直轴向的平面磨样,按标准YB9-1968《铬轴承钢技术条件》进行非金属夹杂及碳化物级别检测,可见,套圈中的非金属夹杂及碳化物级别均符合标准的要求。
1.5断口的微观形貌
以丙酮为载体,将断口试样用超声波清洗后进行扫描电镜观察。
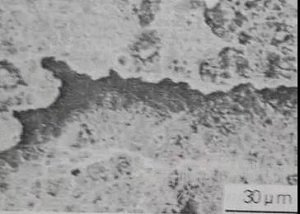
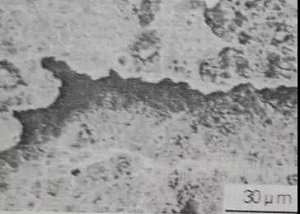
结果发现断口上除存在多个裂纹源外,还存在较多的非金属夹杂物(见图3a)和碳化物聚集现象(见图3b)。
由此可见,虽然前面的试验显示夹杂物和碳化物符合标准的要求,但它们在套圈中仍存在着较严重的局部超标现象。同时,图3a显示断面上组织不够均匀,其中,较亮区域的组织致密、晶粒细小而较暗区域则组织疏松、晶粒较大。

(a)非金属夹杂物
(b)碳化物聚集现象
图3 失效断口的SEM扫描照片
1.6金相组织观察
(1)心部及表层组织
失效套圈的心部及表层金相组织见图4。由图4a可见,轴承套圈的心部为正常组织:回火隐针马氏体+碳化物+残留奥氏体。
4b显示了套圈内侧未磨表层出现的贫碳现象,其组织呈现出明显的低,中碳马氏体形态,由于套圈的淬火加热是在保护气氛中进行,所以表面脱碳层的出现说明淬火时实际加热温度偏高或加热时间过长。

(a)心部组织
(b)表层脱碳组织
图4 失效套圈的心部组织(a)及表层脱碳组织(b)
(2)表面裂纹及次表层裂纹
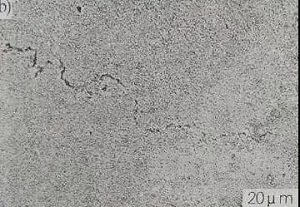
在对失效套圈进行金相分析时,发现了许多由表面向内延伸的表面裂纹,裂纹两侧无氧化脱碳现象。此外,还发现了一些垂直于套圈表面且裂纹线曲折、分叉,而裂纹体两未扩展到表面的次表层裂纹,见图5。

图5 失效套圈的次表层裂纹形貌
(3)裂纹形貌
为了更清楚地显示裂纹形貌,对抛光后的试样用光镜和打描电镜进行了观察,结果见图6。图6a是一条从表面向内延伸的裂纹。
图6b是一条内部裂纹的末端。虽然两条裂纹的位置不同,但均呈现出曲折、间断的相似形貌,而且裂纹体的有些部位出现了三角分叉现象,说明淬火时较大的内应力(包括组织应力和热应力)使得村料内部多处发生了开裂。

(a)表面裂纹的里端图
(b) 内部裂纹的末端
图6 失效套圈裂纹的内部形貌
(4)带状形貌
金相检测时发现套圈中存在较严重的带状组织,其形貌见图7。
带状组织的出现是由原材料中存在的成分偏析及淬火前的热加工造成的碳化物富集带遗传所致。
有的区域基体及碳化物中Cr含量较高,且淬火加热时,含Cr碳化物的溶解较难,能有效地阻碍奥氏体晶粒的长大,淬火后形成隐针马氏体。
该区域不易浸蚀,因面呈现出较亮的颜色,淬火前某区域基体及碳化物中Cr含量较低,淬火加热时碳化物易溶解,对奥氏体长大的碍作用较小,淬火后马氏体件片较大,该区域就固易呈暗色",带状组织的存在增加了GCr15钢的过热倾向,使零件火加热时易形成粗大的过热组织。
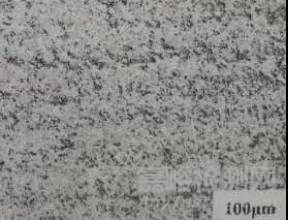
图7 失效套圈的带状组织
分析结果
2.1磨削纹的排除
磨削裂是套圈在淬火后精磨时,由于磨削表层的局部内应力(由淬火应力和磨削力共同决定)超过了材料的断裂极限而产生的局部裂,磨削裂纹一般多呈龟裂状,有时也呈细密的且与磨削方向垂直的直线状分布。
虽然形态会有所不同,但磨削裂纹一般均存在于磨削表面较浅的范围内,因为本试验所观察到的表面裂纹大多起源于轴承套圈的非磨削面,且裂纹较深,有的甚至裂穿,因此不属于磨裂纹。
2.2表面裂纹产生的原因
断口的高,低倍形分析及金相观察说明,套圈表面的裂纹多起源刀痕、棱角等应力集中处,且裂纹两侧无氧化脱碳现象,说明这些表面裂纹产生于淬火冷却时或冷却后。
本批轴承套圈均为GC15高碳合金钢制造的壁厚为3-8毫米的薄壁零件,热油淬火时极易淬透。因马氏体与奥氏体比容的差异以及奥氏体马氏体与非金属夹杂物和碳化物热膨胀系数的巨大差异,套圈淬火时会产生很大的组织应力和热应力。
由于心部的马氏体相变落后于表面,且马氏体比容大于奥氏体,因此,淬火后套圈表面处于拉应力状态,并在刀痕、楞角等应力集中处产生很大的拉应力。当此拉应力超过材料的断裂极限时,但会导致表面开裂。
2.3内部裂纹产生的原因
在CCr15钢淬火时,马氏体的形成速度很快,因接触产生较大的内应力,而脆硬的高碳马氏体不能通过孪晶变形或位错变形有效地缓解内应力,因此在淬火过程中及淬火以后(尤其是没有及时回火),使得材料内部处于很高的应力状态,从而导致了内部裂纹的若萌生和扩展;原材料中局部带状偏析的存在,加大了GCr15钢淬火过热的倾向,加剧了套圈的局部应力集中,因此增加了裂纹的萌生几率。
另外,套圈中局部超标的非金属夹杂物及碳化物,一方面因其与基体弹性模量及热膨胀系数的错配,提高了微区的应力集中程度,另一方面,它们的存在割裂了基体,破坏了基体的连续性,从而易在内应力或外力作用下产生裂纹。
2.4磨削对裂纹扩展的影响
因淬火时局部内应力超过了材料的屈服极限,薄壁的轴底套圈会因不均匀的塑性变形面使其圆度超差,这样在精磨外圆(或端面)时,不当的磨削工序会增大套圈表面的拉应力,促使表层的张开型淬火裂纹向里扩展。
此外,较大的磨削力会改变套圈中内应力的分布状态,使心部靠外区域中原来的压应力变为拉应力,从而促进该处内部裂纹的萌生和扩展。
因此,虽然磨削不是裂纹萌生的根本原因,但它促进了淬火裂纹的扩展,导致了套圈的磨削开裂。
结论
(1)该批GCr15钢轴承套圈的开裂失效虽然发现于磨削工序,但并非磨削裂纹所致。
(2)原材料中的带状偏析和淬火加热时的表面脱碳加剧了套圈的过热敏感性,增大了淬火裂纹的萌生几率,致使套圈在较大的淬火应力下不仅产生了表面裂纹,也出现了内部裂纹。同时,淬火后未及时回火,使套圈长时间处于高应力状态,促进了淬火裂纹的扩展。
(3)尖锐的机加工刀痕及零件棱角加剧了淬火应力集中,成为萌生裂纹的主要位置。
改进措施
根据上述分析,采取了以下几点改进措施,基本消除了GCr15钢轴承套圈的磨削开裂现象:
(1)加强原材料的检验,确保其成分、组织及各种缺陷在标准允许的范围内。控制球化退火及锻造工序,保证淬火前的组织正常。
(2)提高淬火前零件的表面光洁度,消除尖锐的机加工刀痕。淬火加热时,控制装炉量,避免温度过高或时间过长,以免发生较严重的氧化、脱碳;取消淬火后的室温水清洗工序,保证淬火后及时回火。

来源:金属热处理


