您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-02-22 15:09
药品从研发到生产过程一般需要经历从小试处方研究及工艺研究、到中试放大、稳定性研究、工艺验证、放大生产等一系列项目。小试处方研究即:根据药物的理化性质和所选剂型特点,选择适宜辅料种类、规格、不同规格处方或比例是否一致等,初步确定制剂处方组成;小试工艺研究即根据剂型特点和药物稳定性等情况、基于现有的生产条件及设备,进行处方工艺研究,研究包括API是否微粉化、制粒是干法、湿法还是粉末直压等,初步确定处方工艺。而中试放大是对小试的循序渐进和不断完善的过程,会根据生产过程的主要环节,进一步优化工艺条件,确定适合工业化生产的设备及生产方法,保证工艺放大的稳健性和重现性,最终的目的还是要确保产品的质量。最理想的状态就是在小试阶段,可以做到充分熟悉小试和生产设备,小试和生产设备的原理最好保持一致,在该阶段把处方筛选和工艺参数筛选工作做到充分研究,例如湿法制粒阶段关键辅料---粘合剂加入量从少到多对制粒润湿度的影响;流化床干燥阶段关键工艺参数如干燥温度、时间的可行性范围,超过上下限会对颗粒造成什么影响等,只有做到充分研究,才能在中试放大或生产阶段,在出现问题的时候可以快速准确判断出问题解决的方向,及时优化工艺,确保产品的质量。接下来本人就以高剪切湿法制粒工艺为例,来简单描述一些关键工艺参数从小试到中试放大的一般考量,经验尚浅,如有语言描述不当之处,还请见谅。
高剪切湿法制粒工艺适用于那些对湿热不敏感的药物,该工艺可以防止各成分的离析,防止粉尘飞扬及器壁粘附,可以调整颗粒的堆密度,改善物料的溶解性和流动性等。该工艺的关键工艺参数有:批量/填充量、粘合剂的加入方式/加入量、搅拌桨/切割刀转速、制粒时间、制粒终点扭矩/功率判断等。
首先填充量,它会影响预混阶段物料的混合状态和混合均匀度。在小试阶段,我们就要注意观察物料的批量需要多大,以及在搅拌机中的容积占比是多少的时候,可以做到物料在制粒机内转动的过程中除向一个方向转之外,还要上下翻滚,这种混合状态是比较理想的,可以最大程度上保证物料混合均匀。在小试阶段通过对转速、时间等参数的积累验证,那在相同原理的大设备上,均要保持同样的物料混合状态,保持装量在设备的合理区间,有利于规避放大过程中的风险。
其次粘合剂的加入方式及加入量,粘合剂有两种加入方式:干粉和溶液,粘合剂以溶液形式加入时,可以规避粘合剂没有充分润湿的风险,所以基于处方的可操作性,一般还是选择溶液加入,可以尽可能降低后期放大风险;加浆量的多少会直接影响颗粒的大小和物料状态,加浆量的用量在中试放大和小试阶段不是单纯的加倍关系,这个用量需要结合制粒现场去适当摸索,加入量太少会导致细粉太多,流动性欠佳;加太多又会导致制备的颗粒太硬影响压片、溶出;此外,加浆的速度和时间会影响粘合剂在物料中的分散,从而影响颗粒的大小和紧实程度;搅拌和切割刀的转速也会影响颗粒的大小和紧实程度,这些关键参数需要在小试阶段去积累摸索,并在中试放大阶段去做验证、调整和优化,从而确保颗粒的质量。
基于质量源于设计指南要求,其实最好的状态就是通过受控的DOE设计研究去指导中试放大参数的设定,通过DOE设计证实在相关设备上该工艺的稳健性。例如以下处方中,主要从三个工艺参数:叶轮线速度(4.0、4.75、5.5m/s)、湿法制粒时间(30、60、90s)、加水量(20%、30%、40%,w/w),以1L制粒机规模进行全因子DoE研究。考察属性包括粒径分布、孔隙率。
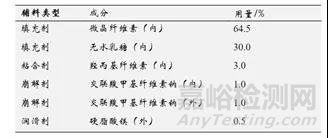
表2/3是DoE实验设计的参数水平研究及全因子实验设计方案。


从以下表4和表7可知,在制粒工艺参数相同即加水量30%、叶轮速度4.75rpm、湿法制粒时间60s时,重复四次实验,各批次粒径分布和孔隙率均与显著性差异,重复性好;表5和表8设计因子的实验结果表明,在该些制粒参数的改变下即在加水量20%固定时,改变叶轮速度或湿法制粒时间,对颗粒分布和孔隙率几乎也没有太大影响;表6和表9在加水量40%固定时,改变叶轮速度或制粒时间时,在较高粒度范围(>400μm),粒径分布和孔隙率批次之间差别较显著。综上说明在加水量40%时,其他参数的改变对颗粒性质的影响较显著。我们可以基于1L规模批次的参数结果,选择30%水量表示为优化且稳健的湿法制粒工艺,选择40%加水量作为对工艺变化具有相对高灵敏度的工艺参数去用以评估放大规则的设计考量。

高剪切湿法制粒工艺在实际的工艺中试放大过程中,为确保工艺的稳健性,从小试到中试放大的放大规则包括:
1)几何相似原则:制粒设备的形状和搅拌桨形状相似,即不同尺寸的制粒设备使用相同的设计原理(锅体高/直径比、叶轮设计),则可以获得几何相似性。对于这类几何结构类似的设备根据放大规则,在装载相同比例物料进行制粒时,可以采用缩放规则公式计算搅拌桨的搅拌速度:Na=Nb(Db/Da)C, 其中a,b代表不同尺寸的制粒锅,N代表搅拌速度,D代表搅拌桨直径,C是一个常数,C=1的值对应于放大时维持恒定的叶轮尖端速度;而C=0.5的值对应于放大时维持恒定的弗劳德常数;C=0.8的值是经验导出的指数参数,其显示出在不同规模上提供相似的剪切应力。由以上公式其实可以看出:对于给定的设备设计,粒子所受的力和粒子速度主要还是取决于叶轮速度。
2)确保不同尺寸大小的制粒锅填充体积比相同,即装载相同体积比例的物料,确保物料的混合均匀度和制粒状态相似;
3)粘合剂的加浆时间相同,即制软材的时间相同,可以参考:批量放大倍数=加浆速度放大倍数,加浆时间过短可能使颗粒比较松散,而加浆时间过长,可能导致颗粒比较紧实。
4)粘合剂的液体量,即润湿剂用量:在工艺放大过程中可能需要根据现场制粒状态做适当变化调整。因为物料量对粘合剂用量影响还是比较大,不是所有的品种都能按照线性关系来确定粘合剂用量的。
5)后制粒时间(即粘合剂加液后):原则上与小试保持一致,对于耐用性好的处方即制粒终点窗口较宽的处方,可以在大生产阶段固定制粒时间,而对于那些窗口较窄的处方,则需要根据扭矩或功率来确定制粒终点。
例如以下是基于不同放大规则,在不同搅拌桨速度下、固定制粒时间所得到的处方颗粒性质和溶出度结果,由结果可知:在加水量32%时,不同放大规则取值后颗粒性质变化较小,在该加水量下容易放大成功。

综上,一个新药研发要从小试经历多次中试放大再到生产,需要克服很多困难,如何确保工艺能够稳健、持续生产出质量符合要求的药品,是我们每一位药学人员需要去为之努力的方向。关键核心还是要深入研究起始物料性质的影响,每一个步骤都需要做到精益求精,选择合适类型的设备并明确关键工艺、设备参数,深入了解工艺参数对颗粒质量的重要影响并建立完整的生产过程质量标准体系。
参考文献:
[1]李范珠,«药物制粒技术»,化学工业出版社,2006
[2]孙亚洲老师谈制剂工艺研究中小试的重要性
[3]为什么湿法制粒这么简单的工艺,放大的时候却那么难?
[4]高剪切湿法制粒工艺在小试和中试放大中应用,豆丁网
[5]高速剪切湿法制粒工艺放大原则评价
[6]孙亚洲,制剂处方工艺开发研究的流程和关键项目解读

来源:药事纵横



{kind=link}
{kind=link}