您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-02-27 21:59
连续薄膜包衣工艺因其高生产效率而得到制药企业的认可,但由于其在开始与结束期间的损耗较大,限制了被制药企业所接受的程度。本文评估了连续包衣机在包衣均一性及减少产品损耗方面的最新发展。两个独立的研究案例分别代表了两个不同连续包衣锅生产商的最新设计。
近年来,水性薄膜包衣系统配方的发展带来了包衣效率及薄膜包衣片性能的极大改善。诸如聚乙烯醇等高分子材料已经用于开发全配方的薄膜包衣系统这类包衣系统大大降低包衣液的粘度并带来比传统薄膜包衣系统更多的益处,如改善防潮性。这些低粘度配方的重大益处是可以配制高达25% 固含量的混悬液,从而减少总体的包衣时间。低粘性薄膜包衣系统的益处还包括:高效的液滴雾化,更加光滑的包衣片面以及防止包衣过程中的喷嘴堵塞等。要了解这些低粘性包衣配方的全部优势,需说明传统单批模式包衣锅的一些局限性。
通常,水性薄膜包衣在全部或部分打孔分批式包衣锅中进行。随着包衣材料固含量的增加,所需的包衣时间减少。因此,片剂出现在喷雾区来实现包衣均一性的总体时间将会减少。虽然可以对诸如包衣锅转速,喷雾分布及喷雾速率等工艺参数进行优化来减小包衣均匀性的偏差,但对于包衣应用速度仍存在局限性,依然需要足够的时间将包衣锅中的所有片剂充分暴露于包衣液中。随着批量规模的增长,包衣锅直径与片床深度同时增加,同时既定时期内与包衣液隔离的片剂数量也在增长。这是与单批包衣工艺相关的固有限制因素。与单批包衣机相反,连续包衣机的包衣锅直径是传统包衣机的一半或更小,但包衣锅长度可长达15 英尺。相应的,包衣片床与实验室或中试规模批次包衣锅更加相近。加长的喷雾区及浅显的片床深度确保片剂高频出现在喷雾区中。此连续包衣锅的构造带来更快的包衣均匀性,减少包衣时间,并缩短包衣过程中不良热力学影响及机械损伤。
连续薄膜包衣已存在多年,但由于开始及结束期间潜在的产品损耗而未得到制药企业的广泛认可。在连续包衣锅的早期设计中,药品在开始阶段和结束阶段包衣锅中片剂的装载通常不是均匀包衣,因此要重新加工甚至摒弃部分包衣药品。对连续包衣工艺的技术回顾表明,少量的公开数据对改善包衣均匀性和减少与生产规模批量包衣机机械应力相关的缺陷提供支持。连续包衣机设计上的最新创新表明, 通过片剂/ 胶囊加料的控制机制,可以减少开始及结束阶段的产品流失,确保所有片剂/ 胶囊在开始及结束的流程中保持一致的包衣。本文中,进行了2 个案例研究,考察关于包衣均匀性及降低潜在产品流失方面的连续包衣机设计。

表1 批量操作模式及连续操作模式的工艺参数
案例研究1 :速释复合维生素片
材料
用于试验的片芯是购于EagleNutritional 的钙+ 维生素D 片剂(片剂总重量150 mg)。用于研究的包衣系统是卡乐康公司的以聚乙烯醇为成膜材料的欧巴代II (85F- 橙色)配方。这是一个用于药用及营养品口服固体制剂的全配方水性薄膜包衣系统。欧巴代II 是一种水溶性、pH 值非依赖型的速释薄膜包衣系统。因为其粘度较低,因此选用这种包衣配方作为连续包衣的研究对象。试验中配制20% 的固含量。为帮助评估颜色一致性,选用具有适度覆盖力的橙色配方。

表2 连续肠溶包衣试验工艺参数
包衣设备
使用O’Hara 型HVCC-3015 连续包衣机进行2 个包衣试验。全打孔包衣锅直径76.2 cm,长度457.2 cm。包衣机装配28 把Schlick 型S37 ABC 喷枪。喷枪安装于2 个独立歧管,一个从包衣锅的进料端进入,另一个从包衣锅的出料端进入,2 个歧管在中间汇合。这种安排提供了包衣锅全长的喷枪空间并减少了校准、清洁和检验移除歧管所需的空间。2 个歧管每个装配有独立的Waukesha Lobe 蠕动泵并装配悬浮液再循环系统。流向28 个独立喷枪的包衣液分为8 个独立的可控区域。每区域内喷枪的数量依据其在包衣锅中的位置而变化。包衣锅前部的区域顺序及每区域内的喷枪数量如下:1a 区,1 个喷枪;1 区与2 区,4 个喷枪;3 区与4 区,5 个喷枪;5 区和6 区,4个喷枪;6a 区,1 个喷枪。通过这样的安排,包衣锅中不同位置的喷枪可以按要求在整个工艺过程中开启及关闭。连续包衣锅在出料端较低位置也装有气动控制档板,用于将所有片剂装在包衣锅内,或提升及控制片剂进入包衣锅出料口的流量。这种控制机制是对早期连续包衣机技术的提高,可以使片剂的包衣在批量模式或连续模式下进行。此设备与早期连续包衣锅设计的另一个区别在于包衣锅内部无挡板。包衣锅中设有防滑条,片剂在包衣锅中的移动通过片剂输送速度及包衣锅的倾斜角度进行控制。
批量模式的操作
依靠包衣锅出料端的档板,包衣锅通过带秤履带式给料机从包衣锅的进料端装载片剂,总填充量250 kg。在填充期间以2~3 rpm 的包衣锅速度轻轻混合片剂,便于片剂在整个包衣锅长度方向上的运动。谨慎减少未包衣片剂的过度混合,这会导致片剂破裂或损坏。一旦包衣锅填充完毕,带秤履带式给料机停止运行,加热片剂至目标片床温度(44~49℃),在此温度下包衣盘转速提高,所有的28 个喷枪开始同时喷雾。喷雾持续至3%(w/w)的包衣重量。完成包衣后,冷却片剂并从包衣锅上取出。取出包衣片剂通过移除包衣锅出料端的挡板及包衣锅低速转动(3 rpm)来实现。为使卸载更加快捷,通过轻轻举起包衣锅进料端的气动高度控制器使整个包衣锅朝下,加快出料速度。
连续包衣模式的操作
连续包衣模式的操作在开始阶段如上所述的批量模式操作。一旦整批次达到3% 的目标包衣重量,提升输出端的档板,开始卸载包衣片剂。同时,启动带秤履带式给料机,未包衣片剂开始进入包衣锅的进料端。同时,关闭除包衣锅进料端第一喷枪区域外的所有喷枪。然后计算机自动化处理控制系统开始按顺序排列,到“开启”状态,随后的喷枪区随着沿包衣锅长度方向部分包衣片剂的移动而逐渐形成。这种状态连续至所有喷枪发出喷雾且完全达到连续包衣模式。控制喷枪的指数使其与片剂进入包衣机的进料速率相匹配。控制喷雾速率,确保包衣增重与片剂进料速率的目标增重相一致。包衣机的总生产率由带秤履带式给料机的设定速率(kg/h)决定。包衣过程的停止,首先需关闭包衣锅输出端挡板并且按照启动流程相反的顺序关闭喷枪。此流程的目的是确保所有片剂在启动阶段,连续阶段及停止模式下都能进行均匀的包衣。一旦关闭所有的喷枪,则包衣锅如以上批量模式所述完成卸载。控制工艺参数,保持包衣温度及其他条件与传统的非连续包衣机相似。
颜色发展与颜色一致性测试
在批量模式操作中,在试验期间,每隔一分钟从包衣锅中心取出片剂样本,使用特别设计的采样器,从包衣锅输出端达到包衣盘中心。在连续操作模式中,在试验期间每10 min 及片剂卸载期间每一分钟从包衣锅出料包衣片中提取样本。运用仪器检测这些样本的颜色发展及一致性,使用带有L a b 值色差分析系统的Milton Roy 色差仪。与参考目标的总颜色差异通过运用以下公式计算,采用颜色空间中两点之间的距离来确定:Δ E = [ ( L × 1 - L × 2 ) ²+ ( a × 1 -a×2)²+(b×1-b×2)²]¹/²]
通过片剂ΔE 值的标准偏差来计算包衣的均一性。当ΔE 值< 2 时,表明在包衣样品的颜色与标准样品的颜色之间无视觉上的差异。以这种光谱测定法来评估颜色发展和均一性与包衣工艺参数的相关性是被广泛认可的 。
结果与讨论
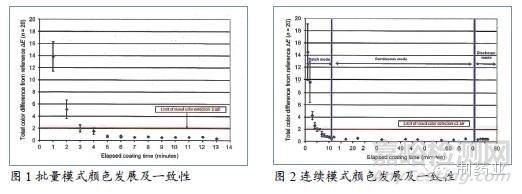
对于仅进行批量模式的试验,到达3% 包衣增重的总包衣时间为14 min。相应的包衣片剂在视觉上颜色统一,无缺陷。包衣光滑且有光泽。色差值检测结果表明批量模式时,在少于9 min 的总包衣时间内可以达到ΔE 小于2 的目标颜色(实际ΔE 值为0.4)(图3)。以及约1.9% 的包衣增重。相比之下,以传统48 英寸直径的批量包衣机进行的相似实验(片剂大小,形状,包衣材料及包衣重量不变的非连续包衣),颜色均一性只能在40 min 的包衣时间后达到。对于连续包衣模式的试验,实现ΔE 值小于2 时的产能可以达到1 300 kg/h(图2)。在批量模式及连续操作模式的开始阶段,可以比传统包衣机用更少的时间达到了颜色的均一性。传统包衣机与连续包衣机之间的一个重大差异就是片床的深度,传统包衣机比连续包衣机的深度大得多。当片床较浅时,片剂更加频繁的暴露于喷雾区,片剂不接触喷雾的时间大幅减少。喷枪数量的增加以及加长的包衣空间也会在提高包衣均一性方面发挥作用,提高片床的喷雾分布一致性。可以得出结论,在这些情况下,采用本研究中所使用的检测方法,所有的片剂都获得了充足的包衣,达到了颜色的一致。
表3 耐酸性实验结果
案例研究2 :肠溶矿物油软胶囊
材料
实验用矿物油软胶囊从Nutra 生产公司购买。用于试验的包衣系统是纽特丽®,一种基于苏丽丝(乙基纤维素水分散体,E-7-19040)和NS Enteric®(一种符合食品要求的肠溶包衣材料)的包衣系统, 均用卡乐康公司提供。纽特丽® 是一种为满足欧洲,美国及其他北美洲地区的膳食补充剂、营养品及中草药产品的监管要求而特别设计的水性肠溶包衣系统。根据欧盟委员会指导意见2006/52/,乙基纤维素被允许在美国和欧洲的膳食补充剂中使用。NS Enteric® 与苏丽丝的比率可以自由变化以满足特别的释放及加工工艺限制。在此项研究中,苏丽丝与NS Enteric® 按照85:15 的比例混合使用。包衣液按照10% 固含量配制,将NS Enteric 粉末溶于水中60 min,然后将苏丽丝添加到分散液中。包衣液在喷雾之前持续搅拌30 min。
包衣设备
使用托马斯公司的连续包衣系统进行3 个肠溶包衣试验。这种全打孔包衣锅的直径61.0 cm,长405.4 cm。包衣机装配有模块化喷雾杆, 包含24 个独立控制的Schlick ABC 喷枪。连续包衣锅在出料端装配气动控制挡板,阻止包衣底物在装载及包衣的初步阶段滑出包衣锅。
开始及结束阶段
包衣锅通过带秤履带式给料机从包衣锅的进料端装载软胶囊,总填充量为95 kg。在填充期间以2~3 rpm 的锅转速轻轻混合胶囊,一旦包衣锅填充完成,将软胶囊加热至目标片床温度(30~33℃),在此温度点上包衣锅转速提高,距离包衣锅输出端最近的喷枪开始喷雾。当距离包衣锅输出端最近的软胶囊获得了必要的包衣(按照包衣总量的一部分计算),并排的邻近喷枪开始喷雾。按照喷枪的排列顺序陆续开始喷雾,直至包衣锅输出端的软胶囊被完全包衣(3.5%~4.0% 包衣重量), 包衣锅剩余部分的软胶囊开始进入连续包衣模式,包衣锅中剩余的软胶囊可以得到的同等包衣增重。这种开始模式通过电脑自动化控制。在开始模式的结束阶段,启动包衣机输出端的气动控制杆,使完全包衣的软胶囊进入包衣机的出料区域。同时,自动带秤履带式给料机开始将未包衣软胶囊引入包衣进料端。结束流程,是将开始流程颠倒过来。停止运行带秤履带式给料机同时关闭包衣锅输出端,按开始阶段的颠倒顺序关闭喷枪。开始及结束流程的目的是确保所有软胶囊在开始阶段,连续加工阶段及结束阶段能够得到同等的包衣。包衣机生产效率由带秤履带式给料机将软胶囊引入包衣机的设定速率(kg/h)决定。调整喷雾速率,确保与软胶囊进料速率相匹配。各试验中,包衣增重达到目标的3.5%~4.0% 时(表2),生产效率在130~200 kg/h 范围内。关于包衣风量的设定,应注意到该设备的典型风量设定应为10 000 cfm。每隔5 min从包衣锅出料端取出包衣样品,进行肠溶性能评估。其余样本在试验完成后从包衣药品最终产品中取出。
肠溶崩解测试
测试所有包衣软胶囊样本在人工胃液(SGF) 中的肠溶保护特性。使用美国药典(USP)701 方法中的6 管崩解仪。将软胶囊暴露于人工胃液60 min,然后从崩解仪中取出,检测样品破裂、变形、泄漏或缺陷等迹象。虽然没有标准要求矿物油软胶囊需要耐受人工肠液的时间,但是暴露于人工胃液60 min通常适用于肠溶包衣膳食补充剂产品,如鱼油软胶囊等。抗酸实验完成后,将各样本转移到人工肠液并记录软胶囊完全崩解的时间。此试验的目的是确保包衣材料及软胶囊会在高pH 值介质中完全崩解,崩解篮内无残留物的时间小于60 分钟。
稳定性测试
试验2 中肠溶包衣软胶囊样本以铝箔密封在250 mL 高密度聚乙烯瓶包装中(每瓶50 粒软胶囊)。将瓶子储存于40℃ /75%RH 与30℃ /65%RH 条件下的3 个月。人工胃液与人工肠液的崩解实验于1 个月与3 个月时间点取样进行,肉眼检查软胶囊的泄漏及变形迹象。

结果与讨论
3 个试验中各试验的包衣过程未出现问题。将软胶囊暴露于高温下会软化外壳,使包衣均匀变得困难。在3 个试验中,成功保持加工工艺的温度,确保软胶囊不会暴露于高于35℃。实验得到的肠溶包衣软胶囊外观统一,无视觉上的缺陷。3 个样本在人工胃液中检测60 min 后,保持完整无缺,无破裂或变形迹象。3 个样品在人工肠液中的崩解时间小于60 min,表明3 个实验中的所有样本符合崩解测试的要求(表3和4)。不管是选自连续包衣过程中的样品还是出料后提取出来的样品,当包衣重量低达3.5% 的时候,所有样品可以实现稳健的肠溶功能。此实验结果表明纽特丽包衣的均匀性良好,因为未包衣或部分包衣的软胶囊在人工胃液中会迅速失败并变形。这与早期连续薄膜包衣工艺中的结果相反,早期连续包衣需要将设备运行开始阶段和结束阶段的样品摒弃。
稳定性测试结果
在两种加速的储存条件下,肠溶包衣软胶囊样本保持了对人工胃液的抵抗力,在人工肠液中的崩解时间未受影响(表5)。
小结
速释及肠溶试验的结果都表明连续包衣工艺能够应用水性薄膜包衣,并且包衣均一性得到显著改善。在速释欧巴代II 包衣应用中,连续包衣可以比传统包衣机更快的达到颜色一致。同样,在软胶囊上成功应用重量较低的功能性包衣进一步证实了这些观察结果。经改良的连续包衣机设计成功地解决了产品在开始及结束阶段的损耗问题。低粘性速释薄膜包衣配方开发的最新进展为这些连续薄膜包衣提供了适合的包衣系统。

来源:Internet


