您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-04-29 21:15
采用脉冲钨极氩弧焊(P-TIG)对规格为ϕ14mm×2mm的0Cr18Ni9钢管进行焊接,研究50%脉宽比以及不同基值电流(20~30A)、峰值电流(40~60A)、脉冲频率(0.3,0.5Hz)下接头的组织及拉伸性能。结果表明:不同工艺参数下接头焊缝区组织均为奥氏体+δ铁素体,但δ铁素体形态及含量有明显差异,热影响区奥氏体晶粒发生明显粗化。当脉冲基值电流为20A,峰值电流为40A,脉冲频率为0.3Hz时,接头焊缝区δ铁素体呈蠕虫状,含量较多,热影响区奥氏体晶粒尺寸较小,接头拉伸性能最优,屈服强度为401.38MPa,抗拉强度为701.51MPa,屈强比为0.57,断口由形状均匀且尺寸较小的等轴韧窝组成。
1试样制备与试验方法
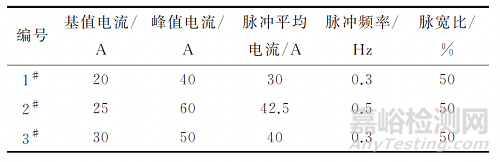
母材为0Cr18Ni9钢小径薄壁EH 油管,室温抗拉强度不低于520MPa,屈服强度不低于205MPa,断后伸长率不低于40%,焊丝选择直径为1.6mm的ER308L焊丝。焊前将钢管对接口内外两侧各20mm区域打磨出金属光泽,并用酒精去除油脂、铁锈等污物。采用焊接电源进行方波脉冲TIG,采用直流正接,焊接电压为12V,在前期研究基础上选取的脉冲工艺参数见表1。焊接过程的电弧保护及背部保护气体均采用氩气。
表1 P-TIG 脉冲工艺参数
在焊接接头处切取金相试样,经研磨、抛光,用氯化铁、盐酸和蒸馏水配制的溶液腐蚀后,利用倒置光学显微镜(OM)观察接头焊缝区及热影响区的组织,并利用ImageJ软件测量焊缝区δ铁素体含量及热影响区中奥氏体晶粒平均尺寸。根据GB/T 2651—2008,采用整管拉伸试样,按照GB/T 228—2016进行室温拉伸试验,拉伸速度为1mm·min-1,每组脉冲工艺取3个平行试样,计算平均值,用扫描电子显微镜(SEM)观察拉伸断口形貌。
2试验结果与讨论
2.1显微组织
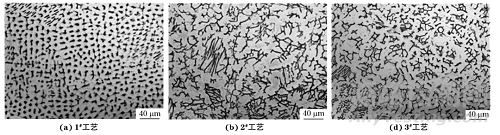
图1 不同脉冲工艺下接头焊缝区的显微组织
由图1可以看出,3种脉冲工艺下接头焊缝区的组织均为奥氏体+δ铁素体组织。根据ER308L焊丝成分计算得到,铬当量与镍当量之比为1.76,此时在熔池冷却过程中,铁素体先从熔池内析出后经固态相变转变为奥氏体,来不及转变的铁素体呈蠕虫状、骨骼状、板条状及类板条状残留在奥氏体基体中。1#工艺下焊缝区δ铁素体呈蠕虫状分布在奥氏体晶界及晶内,统计得到δ铁素体面积分数为18.677%;2#工艺下焊缝区δ铁素体呈骨骼状分布在奥氏体晶界及晶内,分布杂乱,无明显方向性,δ铁素体面积分数为16.907%;3#工艺下焊缝区δ铁素体呈骨骼状分布在奥氏体晶界及晶内,但其枝晶尺寸较小,面积分数为17.680%。在δ铁素体向奥氏体转变的固态相变过程中,在熔池冷却速率及化学成分偏析的影响下,铁素体形成元素富集严重的δ铁素体枝晶中心部分以蠕虫状保留至室温,而整个枝晶则以骨骼状保留至室温。与1#工艺相比,2#工艺和3#工艺的脉冲平均电流较大,焊接热输入较大,熔池冷却速率较小,从而保证了δ铁素体转变为奥氏体,室温组织中的残留铁素体含量较少。2#工艺与3#工艺相比,一个脉冲周期内脉冲时间相差较小且脉冲平均电流相近,熔池冷却速率主要由脉冲峰值电流决定,3#工艺的脉冲峰值电流较小,熔池冷却速率较大,δ铁素体没有充分时间转变为奥氏体,因此室温组织中的残留铁素体含量较多。
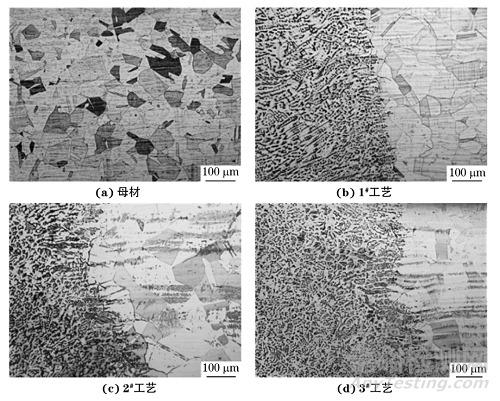
图2 母材及不同脉冲工艺下接头热影响区的显微组织
母材及不同脉冲工艺下接头热影响区的显微组织如图2所示,统计得到,0Cr18Ni9奥氏体不锈钢母材的奥氏体晶粒平均尺寸为58.43μm,1#工艺、2#工艺与3#工艺下接头热影响区中奥氏体晶粒平均尺寸分别为87.62,96.17,92.7μm,可见P-TIG接头热影响区奥氏体晶粒发生明显粗化。靠近焊缝一侧熔合线附近的δ铁素体呈柱状晶向焊缝中心生长。
2.2拉伸性能
表2 不同脉冲工艺下接头的拉伸性能及断裂位置
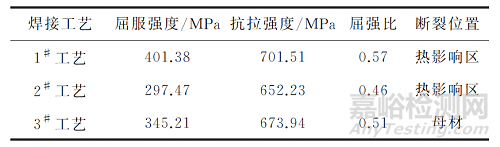
由表2可以看出:1#工艺下接头的拉伸性能最优,屈服强度为401.38MPa,抗拉强度为701.51MPa,屈强比为0.57。1#工艺下接头热影响区奥氏体晶粒平均尺寸较小,根据Hall-Petch公式,材料的强度与晶粒尺寸呈反比关系,且晶粒尺寸越小,晶界越多,位错在滑移过程中越容易在晶界处产生位错堆积,从而提高材料的强度及塑性。由于3组工艺下接头焊缝区奥氏体晶界或晶内存在δ铁素体组织,可以抑制含磷、硫等有害杂质的低熔点共晶相在晶界析出,且δ铁素体在奥氏体不锈钢焊缝中属于强化相,在拉伸过程中能够阻碍位错的滑移,从而提高焊缝的强度,且3组接头热影响区奥氏体晶粒存在明显的粗化现象,因此3组工艺下接头拉伸试样均在热影响区或母材处断裂。
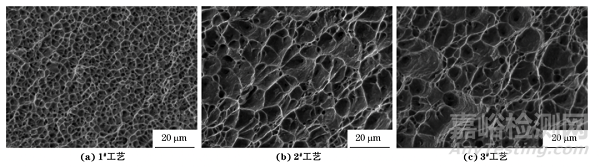
图3 不同脉冲工艺下接头拉伸断口形貌
由图3可以看出,3组工艺下接头拉伸断口均由韧窝组成,这是材料经过塑性变形后,在断口处产生的显微空洞经形核、长大后相互连接形成的。因此,3组工艺下接头的断裂形式均为典型的韧性断裂。1#工艺下接头拉伸断口韧窝为等轴韧窝,形状均匀且尺寸较小。2#工艺与3#工艺下接头拉伸断口韧窝粗大,且深度浅,大韧窝附近存在少量的小韧窝。因此,工艺1下接头的拉伸性能最优。
3结 论
(1) 采用脉冲钨极氩弧焊对薄壁0Cr18Ni9奥氏体不锈钢管进行焊接,3组脉冲工艺下接头焊缝区组织均为奥氏体+δ铁素体;当脉冲频率及脉宽比一定时,随着脉冲平均电流的增加,δ铁素体从蠕虫状转变为骨骼状,且δ铁素体含量减小;在相同水平的脉冲平均电流及脉宽比下,随脉冲峰值电流由60A减小到50A,骨骼状δ铁素体尺寸变小、含量增加。接头热影响区奥氏体晶粒发生明显粗化。
(2) 不同脉冲工艺下接头拉伸时均在热影响区或母材处发生韧性断裂。接头的屈服强度及抗拉强度均大于母材强度下限值,且当基值电流为20A,峰值电流为40A,脉冲频率为0.3Hz,脉宽比为50%时,接头的屈服强度及抗拉强度最高,分别为401.38,701.51MPa,屈强比为0.57,拉伸性能最优,拉伸断口中的韧窝为等轴韧窝,形状均匀且尺寸较小。
引用本文:
李宁,刘少龙,丁雪松,等.不同工艺参数下0Cr18Ni9钢薄壁管脉冲钨极氩弧焊接头的组织与拉伸性能[J].机械工程材料,2022,46(2):58-62.

来源:机械工程材料


