您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-11-08 23:02
我国华南地区的工业线材需求量约为2×106t/a,其中冷镦钢占比最大。相比其他供应厂家的冷镦钢产品,.广东韶关钢铁股份有限公司和宝山钢铁股份公司研究院生产的冷镦钢在拉拔过程中的加工硬化程度较严重,影响拉拔效果。
加工硬化易产生疲劳失效,疲劳是导致机械零件失效的主要原因之一。加工硬化程度过大会造成表面应力集中,容易产生裂纹。如果加工硬化后金属材料的屈服强度提高,塑性加工设备的性能也需要提升。这就需要对冷镦钢加工硬化的影响因素进行分析,找出加工硬化的原因,并找到产品刚产生加工硬化时的生产工艺,并加以固化工艺措施,使冷镦钢产品质量稳定。
林晏民、孙福猛等研究人员设计了在普通试验机上进行棒材和线材加工硬化指数n值测试与表征的方法,得出SWRCH6A~10A系列冷镦钢加工硬化影响因素,以及其化学成分、力学性能、显微组织与n值的相关性,研究出n值的各项合理控制指标。
1 试验方法
(1) 研究SWRCH6A~10A系列冷镦钢加工硬化的量化表征方法。目前,棒材、线材中表征n值的标准方法为借鉴薄板测试n值的方法。
分析以拉伸试验方法为主,显微硬度测试为辅的加工硬化量化表征方法。具体如下:用精度较高的拉伸试验机测试试样的工程应力和工程应变,由体积不变原理推演真应力与真应变,采用Ludwik模型对Holloman指数方程进行修正,再用y=B+Ax的直线方程拟合得出n值。在拉伸试验过程中,利用显微硬度测试加工硬化层深度,间接验证测试结果是否符合加工硬化的趋势。
(2) 找出影响SWRCH6A~10A系列冷镦钢n值的因素。对比研究不同n值的SWRCH6A~10A系列冷镦钢的显微组织、化学成分、力学性能等,找到影响n 值的关键因素。
(3) 找出适合SWRCH6A~10A系列冷镦钢n值的各项性能指标。根据化学成分、显微组织、加工硬化性能3者的密切相关性,探索出综合性能较好的冷镦钢产品的最佳制造工艺,使SWRCH6A~10A系列冷镦钢产品的n值达到用户的使用要求。
2 试验结果
2.1 n值表征方法的建立
n值能够准确反映材料的塑性加工性能和材料颈缩前的均匀变形能力,是评价材料成形性能的重要指标之一。n值由Holloman指数方程定义为

n值对材料成形极限曲线具有很大的影响,n值大的材料产生的应变峰值低,n值小的材料产生的应变峰值高。
目前,在力学试验领域,n值的计算方法为:采用各类引伸计获得材料在拉伸过程中的应变,由拉伸试验机的载荷传感器获得应力,将上述两个基本参量换算成真应变及真应力,对关系式两边取对数,得出lgσ=lgK+nlgε,该关系式为直线关系,由此可求直线斜率n。
现有拉伸试验机的配置系统为液压伺服控制,原始数据包为Access数据库格式。基于Access数据库中力值与引伸计的位移数据可以完全读取的模式,确定n值的二次计算方法。整个过程中,工作人员仅需复制、黏贴、录入截面积、录入对应的指数区间等4步,即可完成对应长棒材的n值计算,得到n值。
2.2 不同应变状态下棒材、线材的显微组织分析
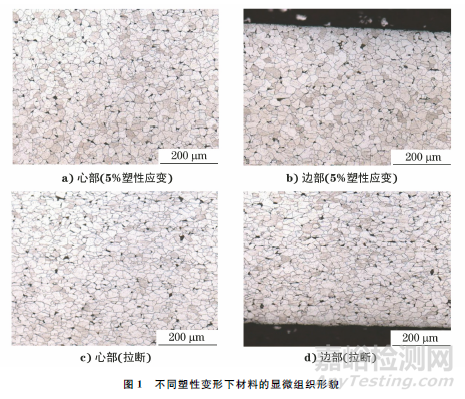
将材料拉伸至5%塑性应变时停机,截取均匀变形过程中的任意一段,分析其显微组织形貌,同时在试样拉伸至断裂后距断口20mm处取样,观察试样达到最大均匀变形时端口的形貌,研究加工硬化对显微组织形貌的影响,得到的显微组织形貌如图1所示。由图1可知:试样心部组织显微形貌在塑形变形阶段与最大均匀延伸率处无显著差异,表明试样在拉伸过程中,材料的加工硬化对试样心部组织并无影响,在试样边部约有深度为400μm的晶粒组织加粗层,试样加工硬化全部发生在表层。
2.3 影响SWRCH6A~10A 系列冷镦钢n值的因素
制作SWRCH6A,SWRCH8A,SWRCH10A冷镦钢试样,试样规格有3种:小规格(6.5mm)、中规格(10~14mm)、大规格(18 mm)。对试样共进行了48炉试验,分别进行不同的试验项目,主要的规律如下所述。
(1) 变形量对n值的影响。不同断面收缩率与n值的关系曲线如图2所示,不同断面收缩率与表面维氏硬度的关系曲线如图3所示(以SWRCH10A,14mm规格为例)。
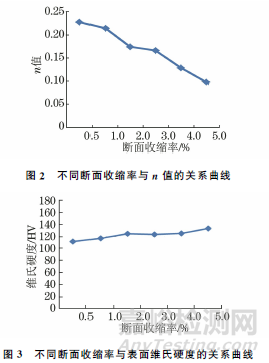
由图2,3可知,随着断面收缩率的增加,n值减小,也就是说加工硬化更严重;随着断面收缩率的增加,维氏硬度增大,这与n值的变化相对应。说明n值越小,加工硬化越严重,维氏硬度越大。当断面收缩率不小于10%时,其维氏硬度趋于稳定。
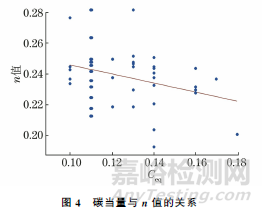
(2) 化学成分对n值的影响。碳当量Ceq与n值有相关性,随着碳当量的增加,n值减小,也就是有更严重的加工硬化现象。碳当量与n值的关系如图4所示,断后伸长率与n值的关系如图5所示。
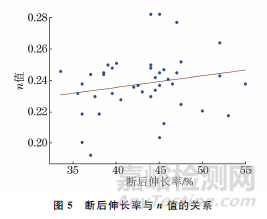
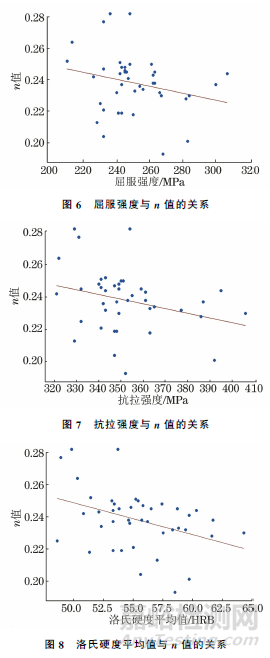
(3) 力学性能对n值的影响。断后伸长率增加使n值增加;其他的力学性能,(如屈服强度、抗拉强度、洛氏硬度、表面维氏硬度等)增加时,n值减小(见图6~9)。
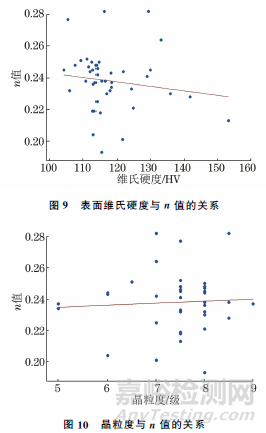
(4) 晶粒度对加工硬化指数的影响。随着晶粒度级别的增加,也就是晶粒越细,其n值就越大,也就是加工硬化越不严重,但其趋势比较平缓,也说明晶粒度对n值的影响较小(见图10)。
2.4 SWRCH6A~10A系列冷镦钢合适n值的各项性能指标
n值越小,表明其加工硬化越严重。根据上述试验结果,规定n 值较大的,即排在前30%的n值认为是较合适的,则得到n值为0.245~0.282,平均值为0.257,其对应的各项性能指标如表1所示。
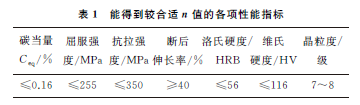
如果按表1 中的各项指标进行控制,生产得到的SWRCH6A~10A系列各规格冷镦钢的n值就较大,也就是说其加工硬化现象比较轻,具有较好的拉拔、冷镦性能,即有较好的综合性能。
3 结语
(1) 研究出了表征棒材、线材n 值的方法;开发出了在普通试验机上进行n值测试与表征的方法,使每位试验人员均可在任何拉伸试验机上获得材料的n值。
(2) 棒材、线材试样在加工硬化过程中,仅试样表面发生晶粒加粗现象,这直接影响材料的加工硬化性能。试样心部并未受拉向载荷的影响,基体组织无较大影响。
(3) SWRCH6A~10A系列冷镦钢n值的影响因素为:随着断面收缩率的增加,n值减小;随着碳当量的增加,n值减小;随着断后伸长率的增加,n值增大;随着屈服强度、抗拉强度、洛氏硬度、表面维氏硬度等的增加,n值减小;随着晶粒度的增加,也就是晶粒越细,n值越大。
(4) n值越小,表明其加工硬化越严重。试验结果表明,较合适的n值为0.245~0.282,平均值为0.257。

来源:理化检验物理分册


