本文对采用单丝束和多丝束两种缠绕不同的缠绕方式制作的CFRTP管进行压缩强度评估测试。结果显示,与单丝束缠绕相比,多丝束缠绕的CFRTP管不易发生弹性屈曲,吸收能量的特性显著。
1. 前言
热塑性碳纤维复合材料(CFRTP),或者叫碳纤维增强热塑性复合材料,是性能强大却异常环保的新型材料,同时它也是全世界都在极力研发探索的一种材料,近年来备受关注。与热固性复合材料(CFRP)相比,从量产性、二次加工性、再循环性、成型时不伴随化学反应等方面考虑,在汽车领域的应用前景非常广阔。
CFRP管材一般是采用FW(纤维缠绕)工艺制作,传统的单丝束缠绕面临生产效率低等问题。为了提高生产效率和管材的力学性能,开发了一种多丝束同时缠绕工艺,并对两种方法生产的CFRTP管材进行强度测试评估。
2. 实验方法
2.1 材料
材料使用将尼龙纤维(LEXTER8500、三菱气体化学公司)和碳纤维(TR50S-12k、三菱化学公司)混织后半浸渍的混捻纱(1334dtex、Vf:48.7%、卡吉列奈公司),芯模直径为12mm。
2.2 单丝束FW法管材成型
单丝束FW法管材成型条件如下所示:
装置:纤维缠绕机(FWM-1500LF,旭化成工程有限公司)
纤维丝束:单根
铺层:6层
缠绕方向:45°螺旋缠绕
外径:15mm
内径:12mm
成型加热温度:220~230°C
碳加热器:Metro电气工业公司
包装带:G105,日本Polymer公司
2.3 多丝束FW法管材成型
多丝束FW管材成型条件如下:
装置:多丝束纤维缠绕机(MFW48-1200KS,村田机械公司)
纤维丝束:8根
铺层:6层
缠绕方向:+45°、-45°、+45°、-45°、+45°、+45°
成型速度:60mm/min
输入电压:150V
外径:15mm
内径:12mm
成型加热温度:220~230°C
碳加热器:Metro电气工业公司
包装带:G105,日本Polymer公司
2.4 压缩强度测试
针对轴向的强度进行压缩强度测试,测试条件如下:
装置:AG-kNXPlus(岛津制作所)
试验管材长度:50mm
试验管材数量:5根
温度·湿度:23°C、50%RH
试验速度:5.0mm/min
3. 实验结果及分析
3.1 单丝束FW管材压缩强度测试
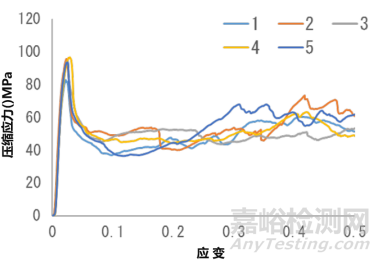
如图1所示单丝束FW缠绕管材的压缩强度试验结果。
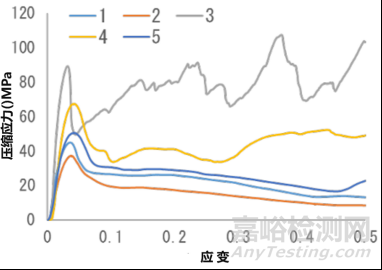
图1 单丝束FW缠绕管材的压缩强度测试
除了3号管的其他四根均在弹性范围内发生压曲现象。发生弹性压曲的试验管材随着应变增大,压缩应力有降低的倾向。另一方面,在弹性范围内未引起压曲的试样3发生连续的塑性压曲变形,随着应变增大,压缩应力逐渐变大。由此可知其具有优异的吸收能量的特性。试验后的管材如图2所示。

图2压缩强度测试后的单丝束FW管材
发生塑性压曲的试样呈现波纹状变形,负荷延轴向使试样遭到破坏。另一方面,发生弹性压曲的试样局部损伤,负荷集中在损伤处,一边弯曲一边被破坏。
在单丝束FW法中,由于在卷绕纤维时产生了交织点,因此应力集中,容易产生压曲现象。
3.2 多丝束FW管材压缩强度测试
多丝束FW管材压缩强度实验结果如图3所示。与单丝束FW管材不同,没发生弹性压曲现象。在达到最大压缩应力后,随着应变变小而变大,压缩应力有缓慢增加的倾向。
图3 多丝束FW缠绕管材的压缩强度测试
图4 压缩强度测试后的多丝束FW缠绕管材
4. 结语
本研究的结果如下:
(1)单丝束FW缠绕管材由于存在碳纤维的交织点,因此容易发生弹性压曲现象。
(2)单丝束FW缠绕管材在发生连续塑性压曲变形时,显示出良好的能量吸收特性。
(3)多丝束FW缠绕管材不易发生单行压曲,碳纤维一边剥离一边被压坏,证明其有优异的能量吸收特性。
5. 参考文献
Tadashi Uozumi, Akio Ohtani, Asami Nakai, Motohiro Tanigawa, Tatsuhiko Nishida and Takahiro Miura: Journal of Mechanics Engineering and Automation 5 5,435-439(2015)