渗碳钢的主要热处理工序一般是在渗碳之后再进行淬火和低温回火。处理后零件的心部为具有足够强度和韧性的低碳马氏体组织,表层为硬而耐磨的回火马氏体和一定量的细小碳化物组织。
有些结构零件,是在承受较强烈的冲击作用和受磨损的条件下进行工作的,例如汽车、拖拉机上的变速箱齿轮,内燃机上的凸轮、活塞销等。
根据工作条件,要求这些零件具有高的表面硬度和耐磨性,而心部则要求有较高的强度和适当的韧性,即要求工件“表硬里韧”的性能 。
为了兼顾上述双重性能,可以采用低碳钢通过渗碳淬火及低温回火来达到,此时零件心部是低碳钢淬火组织,保证了高韧性和足够的强度,而表层(在一定的深度)则具有高碳量(0.85%~1.05%),经淬火后有很高的硬度(HRC>60),并可获得良好的耐磨性。
二、渗碳钢的成分特点
渗碳钢的含碳量一般都很低(在 0.15%~0.25%之间),属于低碳钢,这样的碳含量保证了渗碳零件的心部具有良好的韧性和塑性。
为了提高钢的心部的强度,可在钢中加入一定数量的合金元素,如Cr、Ni、Mn、Mo、W、Ti、B 等。
其中 Cr、Mn、Ni 等合金元素所起的主要作用是增加钢的淬透性,使其在淬火和低温回火后表层和心部组织得到强化。
另外,少量的Mo、W、Ti等碳化物形成元素,可形成稳定的合金碳化物,起到细化晶粒、抑制钢件在渗碳时发生过热的作用。
微量的B(0.001%~0.004%)能强烈地增加合金渗碳钢的淬透性。
1、渗碳钢的分类
根据淬透性或强度等级的不同,合金渗碳钢分为三类。
1)低淬透性合金渗碳钢
即低强度渗碳钢(抗拉强度≤800MPa),如 15Cr、20Cr、15Mn2、20Mn2 等。这类钢淬透性低,经渗碳、淬火与低温回火后心部强度较低且强度与韧性配合较差。主要用于制造受力较小,强度要求不高的耐磨零件,如柴油机的凸轮轴、活塞销、滑块、小齿轮等。
这类钢渗碳时心部晶粒易于长大,特别是锰钢。若性能要求较高时,这类钢在渗碳后经常采用二次淬火法,即在渗碳后先作正火处理,以消除渗碳时形成的过热组织,然后再重新加热淬火 。
2)中淬透性合金渗碳钢
即中强度渗碳钢(抗拉强度=800~1200MPa),如 20CrMnTi、12CrNi3A、20CrMnMo、20MnVB 等。这类钢含合金元素总量约在 4%左右,由于主要是把 Cr 和 Mn 二元素配合加入钢中,能更有效地提高淬透性和机械性能(抗拉强度=1000~1200MPa)。一般用来制造重负荷的中、小耐磨件和中等负荷的模数较大的齿轮。如汽车、拖拉机的变速箱与后桥齿轮、齿轮轴、十字销头、 花键轴套、气门座、凸轮盘等。
这类钢由于含有Ti、V、Mo,渗碳时奥氏体晶粒长大倾向小,因此可采用自渗碳温度预冷到870°C左右直接淬火,并经低温回火后使零件具有较好的机械性能。
3)高淬透性合金渗碳钢
即高强度渗碳钢(抗拉强度>1200MPa),如 12Cr2Ni4、18Cr2Ni4WA 等。这类钢含合金元素总量≤7.5%,由于含 Cr、Ni 元素较多,可大大地提高钢的淬透性,特别是加入了较多的 Ni,在提高强度的同时,使钢具有良好的韧性。这类钢可用作承受重载和强烈磨损的重要大型零件,如内燃机车的主动牵引齿轮、柴油机曲轴、连杆及缸头精密螺栓等。
由于含有较高的合金元素,使C曲线大为右移,因而在空气中冷却也能得到马氏体组织;另外,其马氏体转变温度也急剧下降,使渗碳表层在淬火后将保留大量的残余奥氏体。为了减少淬火后残余奥氏体量,可在淬火前先高温回火,使碳化物球化或在淬火后采用冷处理。
三、渗碳的几种热处理方法
渗碳钢的热处理工序包括预备热处理和渗碳淬火工艺,其中热处理包括普通正火、等温正火、正火+回火、等温退火。渗碳淬火主要有渗碳后预冷直接淬火、渗碳后空冷后一次淬火或渗碳后空冷二次淬火,渗碳淬火后进行回火。
目前齿轮钢常用的标准 JB/T7516-1994《齿轮气体渗碳热处理工艺以及质量控制》。在渗碳工序中通过控制表面碳含量、组织中的碳化物及残留奥氏体的形态、分布、表层硬度梯度、以及有效渗碳层深度等,从而可以得到最佳的渗碳层质量和最小的变形,提高齿轮的质量。渗碳只能改变零件表面的化学成分,要使零件获得外硬内韧的性能,渗碳热处理后还必须进行淬火加低温回火,来改善钢的强韧性和稳定零件的尺寸。根据工件的成分、形状和力学性能等,渗碳后常采用以下几种热处理方法。
1)直接淬火+低温回火
将零件自热处理炉中取出直接淬火,然后回火以获得表面所需的硬度。直接淬火的条件有两点:渗碳热处理后奥氏体晶粒度在 5-6 级以上;渗碳层中无明显的网状和块状碳化物。20CrMnTi 等钢在渗碳后大多采用直接淬火。
2)预冷直接淬火+低温回火
预冷的目的是减小零件变形,使表面的残余奥氏体因碳化物的析出而减少。预冷直接淬火表面硬度略有提高,但晶粒没有变化,预冷温度应高于 Ar3,防止心部析出铁素体,温度过高影响预冷过程中碳化物的析出,残余奥氏体量增加,同时也使淬火变形增大。
3)一次加热淬火+低温回火
将渗碳件快冷至室温后再重新加热进行淬火和低温回火,适用于淬火后对心部有较高强度和较好韧性要求的零件。
4)高温回火+淬火+低温回火
经高温回火后残余奥氏体分解,渗层中碳和合金元素以碳化物形式析出,易于机械加工同时残余奥氏体减少,主要用于 Cr-Ni 合金钢零件。
5)二次淬火+低温回火
将工件冷至室温后,再进行两次淬火,然后低温回火。这是一种同时保证心部与表面都获得高性能的热处理方法,两次淬火有利于减少表面的残余奥氏体数量。
6)二次淬火+冷处理+低温回火
也称为高合金钢减少表层残余奥氏体量的热处理,多用于齿轮和轴类零件。
四、齿轮渗碳工艺及检验方法
渗碳件检验方法
渗碳层深度和有效硬化层深度均为衡量渗碳质量的重要技术指标。合金钢渗碳层深度为过过共析钢+共析钢+全部过渡层的深度,且过共析层+共析层之和应为总深度的50%。GB/T9450-2005《钢件渗碳淬火硬化层深度的测定和校核》规定了测量方法。
工件的渗碳层深度一般按照工件的载荷大小选择,一般弯曲疲劳断裂的齿轮渗碳层深度取下限,接触疲劳损坏的齿轮渗碳层深度取上限,载荷大的齿轮渗碳层深度取上限。
渗碳零件通常是在淬火、回火后使用,GB/T25744-2010《钢件渗碳淬火回火金相检验》 规定了有限硬化层深度大于 0.3mm 的工件渗碳淬火回火金相组织的检验、金相组织级别的规定方法。
1、渗碳后淬火、回火组织
(1)直接淬火组织渗碳温度较高,若直接淬火得到粗大状马氏体和较多的残余奥氏体,此时淬火应力大,容易产生裂纹。因此,渗碳后一般采用降温淬火,以析出部分碳化物,得到细针状马氏体和少量的残余奥氏体。因此,渗碳后直接淬火工艺,应该严格控制降温淬火的温度。
(2)一次淬火和低温回火组织一次淬火和低温回火组织是表层为较细的回火针状马氏体、少量的残余奥氏体和少量的颗粒状碳化物,心部组织为低碳马氏体。应严格控制一次淬火加热温度,以保证得到较细针状马氏体和不出现网状碳化物。
(3)二次淬火和低温回火组织二次淬火的目的是消除网状碳化物及细化组织。渗碳后表层碳含量偏高时,往往出现网状碳化物组织。例如,一次淬火工艺温度偏高,消除网状碳化物组织效果不佳,马氏体针较为粗大,残余奥氏体量多时,采用二次淬火工艺。第一次淬火加热温度选择在心部组织的 Ac3 以上,以消除网状碳化物和细化心部组织;第二次淬火选择在 Ac1以上加热温度,一般为 780~800℃,采用油淬得到细小针状马氏体、少量残余奥氏体和颗粒状碳化物组织。
2、金相试样一般采用随炉试样,试样应与工件材料牌号相同,具有相同的预备热处理状态,表面粗糙度应与工件相同,检验项目见表 1。
表 1 检验项目及检验方法
根据马氏体针状的大小进行评级:
表 2 马氏体的级别评级
根据残余奥氏体含量进行评级:

.
根据渗层表层内氧化物的最深处深度进行评级:
表 4 内氧化物层的级别评定
根据心部组织形貌及铁素体的大小、形状和数量评级:
表 5 心部组织的级别评定
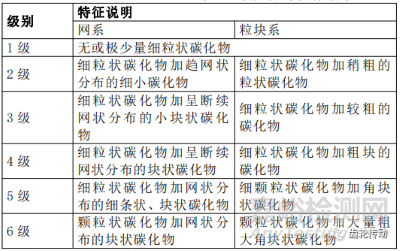
根据碳化物形态、数量、大小及分布情况评定级别:
表 6 碳化物的级别评定
3、薄层渗碳件金相检验
渗碳层深度不大于 0.3mm 的薄层渗碳件按照 GB/T9451-2005《钢件薄表面总硬化层深度或有效硬度层深度的测定》的具体规定进行检验,可用显微组织测量法和显微硬度测量法。
4、重载齿轮金相检验
重载齿轮的热处理指标主要是有表面硬度(58-62HRC)、心部硬度(58-62HRC)有限硬化层深度、表面碳含量和碳势分布、晶粒度和残余奥氏体等。重载齿轮一般要求有效硬化层在 2mm 以上。
渗碳层含碳量会影响渗层的淬透性,对多数齿轮用钢而言,在含碳量为 0.8~0.9% 时,渗碳层具有最高的淬透性。渗碳层和心部的晶粒度应保证在 7~8 级以上。残余奥氏体是渗碳层淬火组织中的重要相,残余奥氏体量过多,则可能产生表面残留压力的下降,从而降低齿轮的疲劳强度和耐磨性,但在负荷的作用下,钢中的残余奥氏体发生塑性变形而使齿的接触状况改善且维持齿轮的精度。综合考虑,残余奥氏体含量一般控制在10~25%之间。