随着风电、石油、汽车、高铁、航空、工程机械、电力、建筑等高端装备领域的快速发展,紧固件行业已逐步实现了自动化生产,同时对紧固件的质量和性能方面提出了更高的要求。高强度螺栓是风电机组的关键零件,对风电机组的安全运行起到至关重要的作用,其中尤以塔筒之间、主轴和轮毂之间、轮毂和叶片之间连接部位的螺栓最为关键,受力也最为复杂。这些螺栓直接影响着风电机组的安装、运行安全及使用寿命。一旦螺栓出现断裂或失效,将会造成风机异常,叶片着火、断裂等严重后果,因此高强度螺栓的质量控制及监督管理非常重要,在选材、整体结构设计、生产制造工艺、现场安装以及维护保养等方面都要严格执行设计规范和质量管理文件,确保螺栓连接的设计、制造、安装、使用的可靠性。
某高强度螺柱在服役10个月后发生断裂,断裂螺柱采用张拉法安装,未涂油,服役环境无腐蚀性。送检的5个双头螺柱中,3个是拆下来的未断裂螺柱,2个是断裂螺柱。螺柱型号为M36×1693-10.9,材料为42CrMoA钢。螺柱的生产工艺流程为:原材料检测→性能热处理(中频热处理工艺,淬火温度为930℃,水冷;回火温度为650℃,空冷)→剥皮校直(车削剥皮单边0.5~0.6mm)→锯料→倒角→加工内六方→滚丝→磁粉检测→抛丸→达克罗处理。金双峰等研究人员采用宏观观察、化学成分分析、扫描电镜(SEM)分析、金相检验以及力学性能测试等方法对螺柱的断裂原因进行了研究,以防止该类事故再次发生。
1、理化检验
1.1 宏观观察
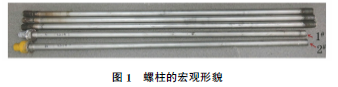
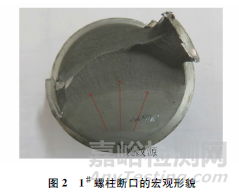
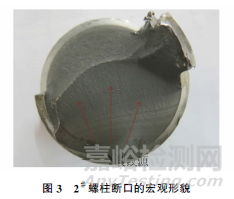
断裂螺柱(编号为1#,2#)和未断裂螺柱的宏观形貌如图1所示,1#,2#螺柱均断裂于螺纹位置,断口未见明显塑料变形,断口附近的杆部存在周向磨损痕迹。两个螺柱断口的宏观形貌如图2,3所示,两个螺柱的断口宏观形貌相似,均可见明显的贝壳纹,曲率半径最小处位于断口边缘,是裂纹源区,裂纹扩展方向如图中箭头所示,最后断裂区与轴向约呈45°,裂纹扩展过程中,承载面积减小,当裂纹达到临界尺寸后,螺柱断裂,形成剪切唇区,该区面积越大,说明在瞬断时螺柱所承受的载荷越大。1#螺柱的断口扩展区较2#螺柱更光滑细腻,面积稍微大些,2#螺柱断口的疲劳弧线和旋转弯曲曲线说明螺柱同时受到扭转作用力。
1.2 化学成分分析
在1#螺柱上取样,按照GB/T 4336—2016《碳素钢和中低合金钢 多元素含量的测定 火花放电原子发射光谱法(常规法)》,采用直读光谱仪对试样进行化学成分分析,根据结果可知,螺柱的化学成分满足GB/T 3077—2015 《合金结构钢》对42CrMoA钢的要求。
1.3 扫描电镜分析
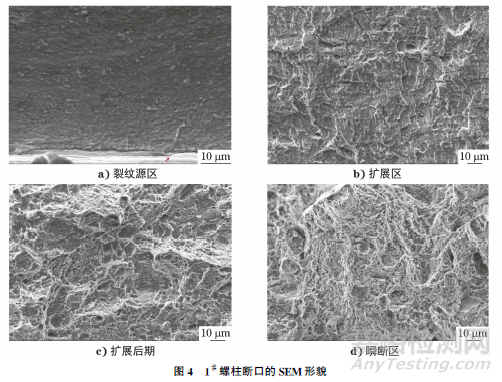
用扫描电镜(SEM)观察1#螺柱断口的微观形貌,可知裂纹源呈线性,可见类似折叠裂纹[见图4a)],扩展区可见疲劳条带[见图4b)],扩展后期为韧窝形貌[见图4c)],瞬断区为韧窝形貌[见图4d)]。
1.4 金相检验
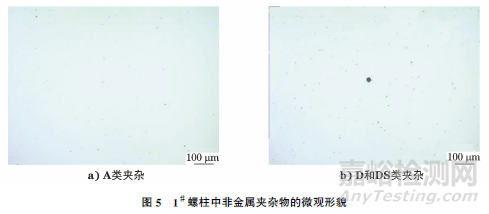
沿1#螺柱断口裂纹源位置的纵截面制取试样,在光学显微镜下观察,图5为非金属夹杂物的微观形貌,按照GB/T 10561—2005 《钢中非金属夹杂物含量的测定标准 评级图显微检验法》评定,A类夹杂为0.5级,D类夹杂为1.5级,DS类夹杂为1.5级。
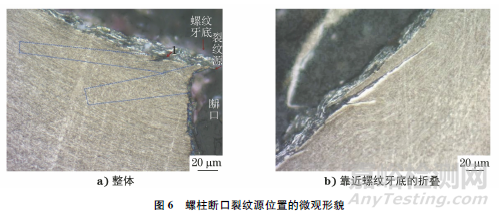
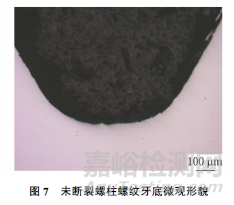
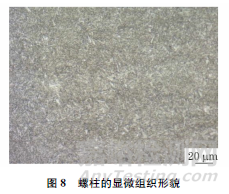
按照GB/T 13298—2015 《金属显微组织检验方法》的要求,沿1#,2#螺柱断口裂纹源位置的纵截面取样,经镶嵌、研磨、抛光后在光学显微镜下观察,结果如图6所示。由图6可知:裂纹源位置的螺纹表面未见脱碳,裂纹源附近的牙底可见折叠,裂纹源及其附近裂纹的周边和裂纹尖端方向存在沿裂纹方向的金属变形流线。观察试样的其他螺纹,螺纹表面存在多处折叠。3个未断裂螺柱的螺纹表面未见折叠(见图7)。螺柱的显微组织是回火索氏体(见图8)。
1.5 脱碳层深度测定
按照ISO 898-1:2013 Mechanical Properties of Fasteners Made of Carbon Steel and Alloy Steel-Part 1: Bolts,Screws and Studs with Specified Property Classes-Coarse Thread and Fine Pitch Thread,检测螺柱螺纹脱碳情况,断裂螺柱的H1(外螺纹牙型高度)为2.560,E(螺纹未脱碳的高度)为2.560,G(螺纹全脱碳层的深度)为0,从结果看E≥2/3H1,G≤0.015,均符合ISO 898-1:2013的要求。
1.6 低倍检验
按照GB/T 226—2015 《钢的低倍组织及缺陷酸蚀检验法》对1#螺柱取样,并进行低倍检验,按照GB/T 1979—2001 《结构钢低倍组织缺陷评级图》评级,1#螺柱低倍组织主要是中心疏松1级,一般疏松1级(见图9)。
1.7 力学性能测试
在1#,2#螺柱上取样,进行力学性能测试,结果如表1所示。两个螺柱的硬度、抗拉强度、断后伸长率、断面收缩率、规定塑性延伸强度等都符合ISO 898-1:2013的要求。冲击吸收能量满足技术要求。
表1 断裂螺柱的力学性能测试结果
2、综合分析
断裂螺柱的化学成分满足GB/T 3077—2015对42CrMoA 钢的要求,螺柱材料的纯净度较好。螺柱的低倍组织未见异常。螺柱基体的显微组织为回火索氏体+极少量铁素体,显微组织无异常。螺柱螺纹脱碳合格。断裂螺柱的力学性能都符合ISO 898-1:2013的要求,冲击吸收能量满足技术要求。
断口分析结果表明:断裂螺柱的裂纹源呈线性,断面有贝壳状花纹,瞬断区面积较大,说明最后瞬断时,螺柱所受的应力较大。裂纹源区存在类似折叠形貌,断口存在疲劳条带,说明螺柱断裂模式是疲劳断裂。1#螺柱和2#螺柱断口的微观形貌相似,2#螺柱断口的疲劳弧线呈旋转弯曲曲线,说明2#螺柱受旋转弯曲载荷,螺柱可能松动。金相检验结果表明,裂纹源附近和其他螺纹表面,特别是牙底和靠近牙底位置均存在不同程度的折叠。断口裂纹源及附近的折叠都存在折叠引起的金属变形流线,说明螺柱断裂起源于螺纹牙底折叠。螺柱螺纹牙底的折叠会增加该区域的应力集中,从而降低疲劳断裂强度。3个未断裂的螺柱牙底未发现折叠,说明牙底折叠是螺柱发生早期断裂的一个主要原因。从螺柱断口附近的周向磨损痕迹和断口的扭转弧线形貌推断,螺柱在服役过程中可能存在松动现象,当螺柱预紧力降低时,螺柱受力比较复杂,有弯曲、扭转、剪切等复杂载荷,所以螺柱易沿应力集中的螺纹牙底折叠位置萌生疲劳裂纹,疲劳裂纹在较大交变载荷作用下不断扩展,直至螺柱断裂。
3、结论及建议
(1) 螺柱的断裂模式是疲劳断裂。
(2) 螺柱的化学成分、力学性能、低倍组织、脱碳、显微组织均未见异常。
(3) 螺柱断裂的原因是螺柱在服役过程中松动,使其承受了较大的多方向交变载荷,且螺柱螺纹牙底存在折叠,所以螺柱沿螺纹牙底应力集中的折叠处萌生了疲劳裂纹源,并不断扩展直至螺柱断裂。
(4) 建议厂家调整滚丝工艺,加强生产过程中的质量控制,避免螺纹中径以下及牙底产生折叠;监督螺柱的安装、使用维护过程,以避免造成重大损失。