渗透检测技术在航空发动机的修理过程中具有广泛的应用。通常,渗透检测对于表面开口型缺陷具有很高的检测灵敏度。某小螺距螺栓修理时,受螺纹的磨损及高温产生的积碳等因素影响,螺纹的受检表面会变得非常粗糙。若受检表面太粗糙,会降低渗透液的润湿性能,同时影响清洗效果,并且会产生不良背景,严重时导致表面开口裂纹缺陷无荧光显示(出现漏检)。
为了降低该小螺距螺栓表面开口裂纹的漏检风险,提高裂纹检出率,中国航发沈阳黎明航空发动机有限责任公司的技术人员通过一系列试验确定了影响裂纹检出率的主要因素,并优化了检测工艺,提高了裂纹检出率。
1、存在的问题
该小螺距螺栓如图1所示,材料为GH4698,螺纹规格为M6×1.0 mm,用于连接高温薄壁构件,其极易产生表面开口裂纹缺陷。在修理过程中,根据该螺栓的结构特性和表面状态,渗透检测时采用水洗型中等灵敏度的荧光渗透液。但在实际检测中,常常出现螺纹根部表面开口裂纹漏检的情况。
图1 螺栓实物照片
2、裂纹的产生原因分析
经过分析,认为该螺栓螺纹根部裂纹的产生原因是工作环境冷热变换产生了应力。观察该螺栓的表面,发现螺纹中存在一定量的烧结物、积碳、氧化皮等杂质,这些杂质掩盖了表面开口裂纹;且粗糙的氧化皮表面附着大量渗透液,造成检测过程中对比度降低,难以发现裂纹显示,尤其是细微裂纹显示。另外某些开口裂纹的深宽比较小,采用中等灵敏度渗透液无法检出。
为了验证裂纹缺陷漏检的原因,提高该螺栓裂纹缺陷的检出率,笔者通过放大镜观察、对螺栓表面进行彻底清洗、采用不同灵敏度的渗透液进行一系列试验,了解了渗透检测前螺栓的表面状态、荧光渗透液灵敏度与裂纹缺陷检出率之间的关系。
试验材料
试验选用19件已工作超过500小时、表面均存在自然裂纹缺陷的螺栓。
根据螺栓的表面状态,后乳化型荧光渗透液易造成检测不良背景和过多的虚假显示,因此采用水洗型荧光渗透液。
根据不同灵敏度等级和工厂实际情况,采用美国磁通公司生产的水洗型ZL-60D中灵敏度渗透液、ZL-67高灵敏度渗透液和ZL-56超高灵敏度渗透液进行检测。
放大镜观察
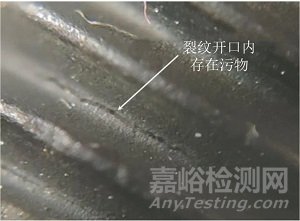
采用60倍放大镜观察19件螺栓试件表面情况,发现19件螺栓试件在倒数第一扣至倒数第三扣根部均存在不同数量的裂纹,如图2所示,裂纹开口大小存在差别。部分试件裂纹开口内存在污物堵塞,如图3所示。
图2 1号试件螺纹根部裂纹示意
图3 裂纹开口被污物堵塞示意
荧光渗透检测
清洗前,对试件进行一种灵敏度的荧光渗透检测:
I类A法a型,2级灵敏度
选取具有裂纹显示的试件8件,分别为1,7,8,10,12,13,14,16号试件,如图4所示。其中10和12号试件渗透检测裂纹显示的数量和位置与放大镜观察结果完全一致;1,7,8,13,14,16号试件渗透检测裂纹显示数量少于目视观察到的数量。
图4 试件清洗前的荧光渗透检测结果
放大镜观察具有裂纹但荧光渗透检测无裂纹显示的试件共有11件,分别为2,3,4,5,6,9,11,15,17,18,19号试件。
选取2,3,4,5,6,7,8,16号试件,彻底清洗后再次进行荧光渗透检测:
I类A法a型,2级灵敏度(ZL-60D)
具有裂纹显示的试件共6件,分别为3,4,5,7,8,16号。其中4,5,7,16号试件裂纹显示数量和位置与放大镜观察结果完全一致;3号试件裂纹显示数量为3条,多于放大镜观察到的2条;8号试件裂纹显示数量为1条,少于放大镜观察到的2条;具有裂纹但无裂纹显示的试件有2件,分别为2和6号。
对2,6和8号试件清洗后,再次进行荧光渗透检测:
I类A法a型,3级灵敏度(ZL-67)、4级灵敏度(ZL-56)
2号试件:
采用2级灵敏度进行荧光渗透检测时无裂纹显示;采用3级灵敏度检测时裂纹显示2条,倒数第二扣裂纹显示长度约2.3 mm,倒数第三扣裂纹显示长度约1.2 mm,检测背景较好,但裂纹显示处渗透液回渗较微弱;采用4级灵敏度检测时裂纹显示为2条,倒数第二扣裂纹显示长度约4.0 mm,倒数第三扣裂纹显示长度约3.1 mm,裂纹显示处渗透液回渗明显,但检测背景稍差,如图5所示。
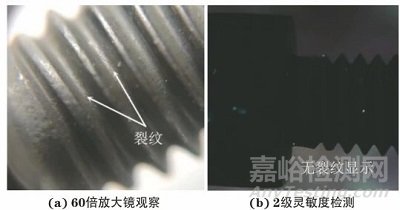
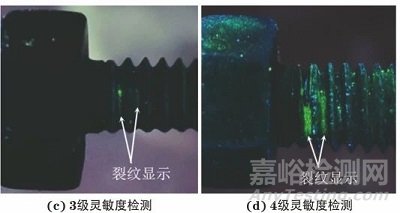
图5 2号试件表面的放大镜观察结果与检测结果
6号试件:
采用2,3级灵敏度进行荧光渗透检测时无裂纹显示;采用4级灵敏度检测时裂纹显示为1条,倒数第二扣裂纹显示长度约3.2 mm,裂纹显示处渗透液回渗较微弱,且检测背景稍差,如图6所示。
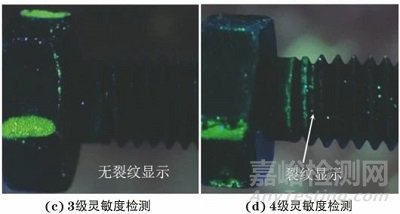
图6 6号试件表面的放大镜观察结果与检测结果
8号试件:
采用2级灵敏度进行荧光渗透检测时裂纹显示为1条,倒数第一扣裂纹显示长度约为1.4 mm,渗透液回渗明显,检测背景较好;采用3级灵敏度检测时裂纹显示为2条,倒数第一扣裂纹显示长度约为2.0 mm,倒数第二扣裂纹显示约为1.1 mm,裂纹显示处渗透液回渗明显,检测背景较好;采用4级灵敏度检测时裂纹显示2条,倒数第一扣裂纹显示长度约为4.8 mm,倒数第二扣裂纹显示约为1.2 mm,裂纹显示处渗透液回渗明显,但检测背景稍差,如图7所示。
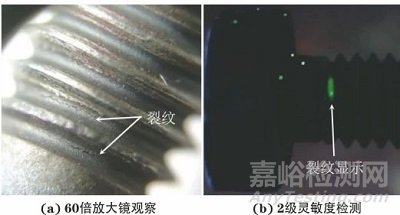
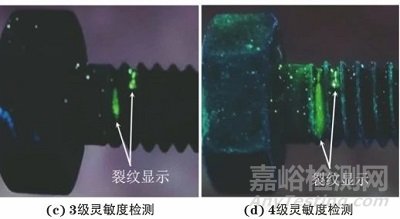
图7 8号试件表面的放大镜观察结果与检测结果
试验结果比较分析
由60倍放大镜观察结果、清洗前后荧光渗透检测结果、更换不同灵敏度渗透液的荧光渗透检测结果对比分析可知,某些在放大镜下可观察到的表面开口裂纹缺陷在荧光渗透检测时无裂纹显示的原因如下:
(1) 零件使用过后,积碳等污物堵塞了裂纹开口,阻碍了渗透液在裂纹开口处的毛细作用,使渗透液渗入过程失效(如4,5,7,16号试件);裂纹开口的堵塞同时影响了放大镜的观察结果(如3号试件)。
(2) 对于同一表面开口缺陷,中等灵敏度、高灵敏度、超高灵敏度渗透液在缺陷中的截留能力依次升高,裂纹缺陷显示长度依次增大(如2,6,8号试件)。
3、结论
1、小螺距螺栓修理时,螺纹根部的表面裂纹开口被污物堵塞,可能造成荧光渗透检测时无裂纹显示。将螺栓彻底清洗能够提高荧光渗透检测的有效性,同时提高裂纹缺陷的检出率。
2、对于细微的表面开口缺陷,使用超高灵敏度渗透液更易检出,但超高灵敏度渗透液的检测背景稍差。为提高裂纹的有效检出率、减少显示的误判及降低检测成本,综合考虑,宜采用水洗型高灵敏度的荧光渗透液进行检测。
作者:孙晓雪,高晓,刘先亮,孙浩,张湘君,曹阳
工作单位:中国航发沈阳黎明航空发动机有限责任公司
第一作者简介:孙晓雪,工程师,主要从事渗透检测、涡流检测的研究工作。
来源:《无损检测》2023年2期