为了有效提高连铸坯的质量,减少裂纹的产生,需要对45钢连铸坯的高温力学性能进行模拟研究,对连铸工艺的控制有着重要的指导意义。
某钢厂45钢连铸坯常出现表面裂纹和内部裂纹,用热模拟试验机对45钢进行了高温拉伸试验,分析了45钢连铸坯的高温脆性温度区,结果可为45钢连铸坯拉坯及矫直工艺的制订和优化提供基础数据,以防止连铸坯裂纹的产生。
1、试验方法
在45钢连铸坯的纵向取样,试验时将铸坯加工成规格为10mm×120mm(直径×高度)的圆棒试样,试样加工尺寸如图1所示,圆棒长度方向为拉坯方向。
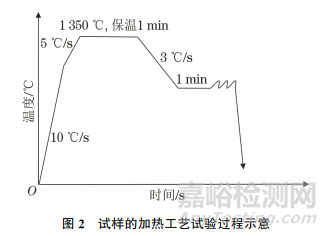
高温拉伸试验温度为600~1350℃,每次试验的温度间隔为50℃,试验过程中采用氩气保护,可以防止氧化。在拉伸过程中,试样的应变速率参照实际45钢连铸坯的应变速率进行设定,选用的应变速率1×10-3s-1。为了保证试样温度的均匀性,先以10℃/s的升温速率将温度升高到1200℃,再以5℃/s的升温速率将温度升高到1350℃,保温1min,然后以3℃/s的降温速率将温度降到预定的测试温度,保温1min,以1×10-3s-1的应变速率拉伸试样,直至试样断裂。试样的加热工艺试验过程如图2所示,试验后计算其高温抗拉强度和断面收缩率,并借助光学显微镜、扫描电镜及能谱仪对断后试样的微观形貌进行分析。
2、试验结果
2.1 45钢连铸坯的高温抗拉强度极限及断面收缩率
根据不同试验温度下获得的应力-应变曲线的高温抗拉强度数据,整理得到45钢的高温抗拉强度、断面收缩率与温度的关系(见图3)。从图3可以看出:高温抗拉强度随温度的升高而逐渐降低,这是因为随着温度的升高,晶体结构发生变化,位错减少,原子移动较为容易,从而抗拉强度降低。从变化趋势上看,温度小于900℃时,随着温度的升高,其抗拉强度下降得相对较快,而在温度大于900℃时,抗拉强度下降得相对缓慢一些。
一般认为,断面收缩率小于60%时为脆性区。从图3可以看出:45钢有两类脆性温度区,1200~1350℃为第一类脆性区,600~900℃为第二类脆性区。在温度为950~1200℃时,45钢有良好的塑性,断面收缩率均大于60%。
2.2 拉伸试验后试样的微观形貌
用光学显微镜对拉断的7根45钢连铸坯试样进行观察,发现试样中均明显分布着 MnS夹杂。将试样用体积分数为4%的硝酸乙醇溶液腐蚀后,发现铁素体沿原奥氏体晶界析出,形成铁素体网,MnS夹杂集中分布在铁素体相中,同时伴随出现了橙色的多边形碳氮化物,沿夹杂相可见明显拉伸开裂。650℃和850℃时拉伸试样的显微组织形貌如图4所示。由图4可知:45钢连铸坯的原始晶界上明显有MnS夹杂偏聚和碳氮化物析出,降低了钢的塑性。在拉伸过程中,试样在较低的变形程度下发生了断裂,因此在温度为600~900℃下试验所得试样的整体断面收缩率较小。
用扫描电镜及能谱仪对不同脆性温度区的拉伸试样断口进行分析。第一类脆性温度区为高温区,也称为熔点脆化区。在温度大于1200℃时,45钢连铸坯的塑性急剧下降。在高温区,断口较平滑,呈液相凝固自由收缩特征,晶粒细小,沿晶界液膜处断裂。温度为1300℃时的试样断口SEM 形貌及能谱分析结果如图5所示,高温下断口局部熔化,能谱分析可见断口处分布着细小的MnS夹杂,高温下微小的硫化物质点在奥氏体晶界析出,在高温拉伸过程中,这些质点成为了拉伸开裂的起裂源。
在中温区(900~1200℃),断口为韧性断口,呈明显的韧窝形貌。温度为1050℃时试样断口的SEM形貌如图6所示,由图6可知:断口由大量的等轴韧窝组成,呈塑性断裂特征,等轴韧窝小而密,宏观表现为塑性较好。
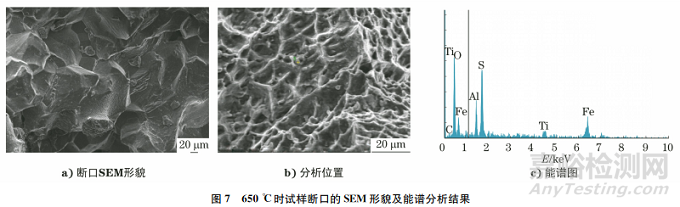
第二类为脆性温度区,即低温区 (600~900℃),通过观察,低温断口呈“冰糖”状,呈沿晶脆性断裂特征,晶粒间有开裂和微小的孔洞。造成这种断口的主要原因是低温奥氏体发生相变析出薄膜网状铁素体,铁素体强度小于奥氏体,在变形过程中出现不均匀变形,易在铁素体上形成裂纹;在奥氏体晶界上析出的铁素体中分布着长条状MnS夹杂,拉伸过程中试样易沿着夹杂物发生开裂;在低温区,晶界上有钒、钛、铌的碳氮化物析出,低温析出物尺寸较小,弥散分布在晶界上,在变形过程中,钉扎晶界发生滑移,当外力增加时,位错会绕过析出物,在周围形成位错环,在析出物分布处形成应力集中并产生微小孔洞,最终导致试样拉伸开裂。因此,为了避免铸坯在矫直过程中产生裂纹,45钢的矫直温度应避开第二类脆性温度区,并保证在温度大于900℃时对其进行矫直。650℃时试样断口的SEM形貌及能谱分析结果如图7所示。
3、结论
(1)在温度为600~1350℃时,45钢连铸坯的高温抗拉强度随温度的升高而逐渐降低。
(2)45钢连铸坯有两个脆性温度区,1200~1350℃为第一类脆性温度区,600~900℃为第二类脆性温度区。
(3)在应变速率为1.0×10-3s-1的变形条件下,温度小于900℃时,45钢连铸坯的断面收缩率低于60%,塑性较差,在实际生产过程中,45钢连铸坯的矫直区温度应大于900℃,以防止出现矫直裂纹。







