近年来,随着能源短缺、大气污染和全球气候变暖等问题的日益显著,世界范围内面临着提高能源利用效率、降低碳排放的迫切需求,尤其对汽车行业的节能减排提出了新的要求和挑战。目前,汽车“绿色制造”的设计理念被提出,尽可能实现汽车轻量化,以有效降低其对环境的危害性。汽车轻量化是指在确保汽车使用过程中安全可靠性的前提下,尽可能对汽车车身进行减重以达到节能减排的目的。轻量化材料的研究与开发是汽车产业能够可持续发展的关键,不仅能够满足车辆在节约能源、减少排放、安全使用、成本控制等环节的需求,而且对全球能源、自然资源以及环境保护等方面也极为重要,已主导汽车材料的研发方向。欧美和日本各大汽车厂商一直致力于车身骨架结构高强度、轻量化的改进,以先进高强钢(AdvancedHighStrengthSteel,AHSS)为代表的高强度材料已经充分体现出以降低汽车质量而实现节能目的的巨大潜力。
一般而言,随着强度的提高,钢的塑性会不可避免地下降。由于高强钢的强度较高,普通的冷冲压工艺无法保证其形状稳定性,而热成形技术可以使高强钢在高温状态下具备良好的塑性变形能力。但高强钢板在热成形过程由于高温氧化极易在表面形成大量疏松、易脱落的氧化皮,严重损害钢板后续的涂镀以及焊接性能。为了适应高强钢的使用环境,一般需要对钢板进行镀锌保护,以防止钢板热加工过程中的表面氧化及脱碳,并提高钢件的抗腐蚀能力。然而,镀锌高强钢在热成形和点焊过程中会发生液态金属脆化(LiquidMetalEmbrit-tlement,LME)现象,可降低钢的强度和伸长率,甚至使高强钢发生脆断,从而严重影响其使用性能。
本文从先进高强度钢中液态金属脆化产生的现象、过程、特点和影响因素等方面简述了国内外先进高强度钢中液态金属脆化的研究进展以及面临的挑战,重点介绍了影响液态金属脆化的因素,并对其机制研究的未来方向提出了一定的思考。
1、 高强度钢的发展历程与镀锌高强钢
1.1高强度钢的发展历程
汽车用高强钢根据不同的强化机制分为普通高强钢(HighStrengthSteel,HSS)和先进高强钢(AHSS)。20世纪80和90年代,汽车厂商主要考虑汽车用钢的成本、耐腐蚀性以及碰撞安全性,使用的钢材以抗拉强度在340~600MPa的高强钢为主,包括高强无间隙原子(InterstitialFree,IF)钢,烘烤硬化(BakeHardening,BH)钢和高强度低合金(HighStrengthLowAlloy,HSLA)钢等,这些钢材属于普通高强钢。进入21世纪后,车厂在考虑成本及安全性的同时,又增加节能的设计目标,普通高强钢的性能已不能满足要求,先进高强钢应运而生。截至目前,汽车用先进高强钢已发展至第3代。相变诱发塑性(Transfor-mationInducedPlasticity,TRIP)钢、双相钢(DualPhase,DP)是典型的第1代汽车用先进高强钢,其强塑积一般都介于10~20GPa·%,难以完全满足汽车行业日益增加的碰撞吸能要求。
第2代汽车用先进高强钢则具有良好的碰撞吸能能力,主要以孪晶诱发塑性(TwiningInducedPlasticity,TWIP)钢和奥氏体钢为主,其强度一般为800~1200MPa,强塑积达50GPa·%以上。第2代高强钢中的合金元素总质量分数可达到25%左右,约为第1代汽车用钢的5倍,其中Mn质量分数一般为15%~30%,Al和Si质量分数一般为0~3%,C质量分数为0~1%,除Fe、Mn、Si、Al和C这几种主要组元之外,还添加了一些Cr、V、Nb和Ti等元素。大量添加的合金元素导致原料成本增加以及冶炼等生产环节困难,从而增加了总的生产成本,在一定程度上限制了其广泛应用。在世界各国纷纷出台节能减排的政策背景下,各大汽车厂商对于低成本且可达到轻量化要求的汽车钢板的需求日益增加,由此第3代汽车用先进高强钢应运而生,且逐步成为汽车用钢研发领域的焦点。
第3代汽车用先进高强钢的强塑积为20~50GPa·%,兼顾了成本与性能,可满足当前汽车工业中的节能、碰撞吸能及成本等多方面的要求。淬火配分(QuenchingandPartitioning,Q&P)钢和中锰钢是常见的第3代汽车用先进高强钢,在相比第2代汽车用先进高强钢含有更少合金元素的条件下,第3代汽车用先进高强钢的性能可达到现有汽车行业所需的使用要求。
1.2镀锌高强度钢
高强钢在汽车轻量化进程中起着主导作用,为满足汽车工业的使用需求,针对高强钢开发出了不同系列的镀层技术,如Al-Si镀层和Zn镀层等。Al-Si镀层因其良好的耐蚀性和抗高温氧化性被用作钢板镀层,但由于不具备阴极保护能力,容易在裂纹萌生处发生腐蚀加速开裂,导致工件的失效。由于Al-Si镀层有着明显的缺陷,包括热浸镀锌(Galvanizing,GI)、合金化锌铁镀层(Gal-vannealing,GA)和电镀锌(Electrogalvanizing,EG)等形式的锌基镀层被广泛采用。锌基镀层同样能够很好地避免钢在热加工过程中表面的氧化及脱碳,并且能够提供较佳的阴极保护能力。若采用激光焊接技术,Zn由于低的熔点及沸点会在焊接时产生的高温作用下挥发,对钢件焊接后的性能不会造成影响。
2、 先进镀锌高强度钢中液态金属脆化现象
2.1液态金属脆化
液态金属脆化是指在液态金属及应力的共同作用下,材料的塑性反常降低而导致脆断的现象。材料中的液态金属脆化早在第一次世界大战时期研究人员在汞与黄铜接触时发现,直到100多年后的今天,液态金属脆化现象在各种固/液金属体系中均有报道,包括Al-Ga、Ni-Bi、Cu-Bi、Cu-Hg、Fe-Pb、Fe-Zn等。在这些固/液金属体系中,Al-Ga、Ni-Bi、Cu-Bi体系研究得较早,故对这些体系的液态金属脆化研究更加深入,认为液态金属脆化发生的3个先决条件是LME敏感的固体金属或合金、液态金属浸润及拉应力。此外,研究者还提出了一些液态金属脆化机制的模型,主要分为基于脆性断裂理论的裂纹扩展模型、基于塑性断裂理论的裂纹扩展模型及晶界扩散模型。脆性断裂裂纹扩展模型主要有Stoloff-Westwood-Johnson-Kamdar(SWJK)模型和Robertson-Glickman模型,塑性断裂裂纹扩展模型主要有Lynch模型和Popovich模型,晶界扩散模型主要有Krishtal-Gordon-An模型和Klinger-Rabkin模型。这些液态金属脆化机制模型都在某种金属体系中提出了一些模型,但这些模型都未彻底揭示液态金属脆化的本质。
进入21世纪后,由于先进高强度钢的应用,发现在某些体系、某些加工应用场合下镀锌先进高强钢中也会产生严重的液态金属脆化现象,且镀锌高强度钢比低强度钢更容易受到液态金属脆化的影响,严重影响其使用性能,阻碍其推广和应用。这种Fe-Zn体系中由液态金属锌浸润钢基体在应力的作用下导致的液态金属脆化,引发了研究者对Fe-Zn体系中液态金属脆化的广泛研究。尽管液态金属脆化在材料中被广泛研究报道,但目前为止对于液态金属脆化机制还没有明确统一的解释,研究者提出的多种多样且相互矛盾的液态金属脆化机制,难以圆满解释镀锌高强钢中的LME产生过程。
2.2镀锌热成形高强钢的液态金属脆化
在汽车工业用钢中,普通的冷轧钢板已经逐步被镀锌热成型钢板所取代,镀锌热成形钢以其优良的热加工性能以及阴极腐蚀防护性能,在汽车车身中的应用比例越来越大。但为了保证钢板完全奥氏体化,热成形过程中的钢板一般需要加热高于Ac3的温度(通常900~950℃)保温一段时间。然而,热成形过程中镀锌高强钢板会发生液态金属脆化使其抗拉强度和伸长率显著下降,使其性能无法满足车辆的使用要求。Frappier等人通过高温拉伸实验发现镀锌多相高强钢的最大伸长率在大约700~950℃之间显著降低,如图1所示。结合裂纹沿晶界扩展且Zn在裂纹尖端存在的实验结果,认为在该温度范围内液态锌对晶界的浸润导致了钢的脆化。Nakata等人研究发现加热工艺、变形的速率和弯曲半径对镀锌热冲压钢裂纹的形成均有重要的影响,长时间的加热并保温以及降低热冲压时的变形速率可减小裂纹的长度,而增大弯曲半径会导致裂纹长度的增加。
由于锌基镀层热冲压钢在热冲压时液态金属可能引起基板脆断,目前锌基镀层热冲压零件的制造一般采用预冷成形90%~95%后再进行热冲压的间接热冲压工艺。这是由于零件几乎全部的变形在冷冲压工序完成,因此第2步热冲压时不会产生LME。此外,Lee等人研究了热成形过程中液态锌导致钢板发生液态金属脆化的机制,认为液态锌对钢基体晶界的浸润导致了钢板的脆化,并提出增加热成形过程中钢板的奥氏体化时间,能够在钢材表面充分形成一层Fe-Zn固溶体,可以一定程度上隔绝液态锌与钢基体的接触,减少LME裂纹的产生。
2.3镀锌高强钢电阻点焊过程中的液态金属脆化
电阻点焊(ResistanceSpotWelding,RSW)通过上下铜电极施加压力固定待焊钢板并短时间内通入大电流,依靠待焊钢板间的接触电阻产生大量焦耳热熔化金属并形成熔核使工件连接。电阻点焊凭借其能够实现高度自动化、机械化作业,具备快速、高效、可靠的特点,广泛应用于汽车生产组装线中。
随着镀锌高强度钢板在焊接领域大规模的应用,电阻点焊过程中镀锌高强度钢板也出现了LME现象。Kim等人对镀锌钢板在电阻点焊接头中的表面裂纹进行了评估,发现电阻点焊过程中的LME主要集中在焊点表面的中心和边缘位置(图2),这与焊点表面中心和边缘区域承受一定的热作用和应力作用有关。Ashiri等人认为焊点边缘区域的散热差、变形程度大且经历的温度处于LME的温度敏感区间等因素使其易产生LME。Milititsky等人研究了电阻点焊过程中影响镀锌高强钢板LME裂纹产生的因素,发现焊接热输入过大、电极水冷效果差、电极位置异常、电极表面磨损及合金化等因素均会导致点焊LME裂纹的产生。Yan等人认为电阻点焊表面存在的裂纹并不属于LME,因该区域不满足产生LME的应力值。而Murugan等人对电阻点焊过程中产生的裂纹进行了分类,却认为焊点表面中心区域的裂纹同样达到了产生LME的应力和温度条件,因此应属于LME。
目前,DP、TRIP、TWIP等典型的镀锌高强钢电阻点焊过程中均出现了LME现象,这无疑会对汽车板在应用过程中的安全性造成非常大的负面影响。图3对各种高强钢的LME敏感性进行了分类,其中TWIP、TRIP和高强高延伸钢(Dual-phaseHigh-ductilitySteel,DH)均具有较高的LME敏感性。此外,图3中部分高强钢的LME现象尚未研究,而最新研究表明在镀锌QP钢和复相钢(ComplexPhaseSteel,CP)中也会产生LME现象。
3、 镀锌高强钢中产生液态金属脆化的影响因素
影响LME产生的因素可以分为内部因素和外部因素,内部因素主要有高强钢的成分及晶界等;外部因素主要为高强钢加工过程中的应力、应变及温度等因素。根据目前的研究报道,各种因素对LME都有着一定的影响,但显然存在一个或几个主导的因素对LME的产生有着显著的作用,通过分析镀锌高强钢中LME产生的各种影响因素,提出最具可能的影响因素,能够对LME产生的机制提供切实可行的研究方向。
3.1温度
考虑到实际的点焊过程及热成形过程中应力、应变及温度场等相关因素的复杂性,目前对于镀锌高强钢中产生LME的研究大多使用Gleeble热模拟试验机进行。Gleeble热模拟试验机可以有效地将应变、温度、升温速率等影响LME的因素进行单独研究,更有利于分析产生LME的内在机制。Beal等人利用Gleeble热模拟试验机研究了温度与镀锌TWIP钢LME敏感性的关联性,发现LME产生的温度范围大致为700~900℃之间,并认为该范围为LME“韧性低谷”,如图4所示。
此外,LME的条件是产生液态Zn,那只要高于Zn的熔点就会存在液态Zn,理论上只要有液态Zn的存在就会有出现LME的可能。实验与预期结果的差别说明尚存在其他的因素影响LME的产生。但Zn的熔点为419.5℃,沸点为907℃,高温过程中镀锌层不可避免地会存在氧化和挥发的情况,研究者发现高温条件下的镀锌层表面存在的ZnO会对镀锌层起到一定的保护作用,可一定程度上阻止Zn的大量挥发,但由于ZnO本身的致密性不如Al2O3,对镀锌层的保护作用有限。Kondratiuk等人研究发现Zn-Ni镀层在高温过程中会形成比无Ni镀层更连续的ZnO,但是氧化层的致密度仍旧不如Al2O3。因此,在高温氧化过程中如果时间足够长,镀锌层中的Zn会以全部转化成氧化物或金属间化合物的形式存在。值得一提的是,本课题组对无气氛保护下的镀锌钢板进行高温拉伸实验(电阻加热方式)(图5),发现在加热过程中Zn会产生明显的挥发和氧化,甚至出现镀层的整体剥离现象。
3.2应变速率
应变速率对镀锌高强钢中液态金属脆化有着较大的影响。通常应变速率的提高会降低材料的韧-脆转变温度并导致其液态金属脆化敏感性不断上升。Beal等[72]通过热拉伸实验研究了应变速率对电镀锌TWIP钢液态金属脆化的影响,从低到高设置了1.3×10-3、1.3×10-2、1.3×10-1和1.3s-1四组应变速率,分别测定了材料的韧-脆转变温度范围,结果如图6所示。结果显示,材料产生韧性下降的温度区间随应变速率的提高而变宽,即高应变速率下材料产生液态金属脆化的温度范围更宽。由于Gleeble实验一般都在非真空条件下进行,或者仅进行简单的气氛保护。相对于试样表面的薄薄一层镀锌层而言,仍旧是可以产生氧化。而目前对不同应变速率的研究中,均未考虑到镀层氧化可能带来的影响。即在较低的应变速率之下,不存在LME现象的结果是来自于应变速率降低因素本身还是由于镀层彻底氧化造成带来的影响,尚且存疑。结合图5的结果,较慢应变速率造成锌层在仍旧存有氧化性气氛的情况下发生氧化,从而镀层失效造成无LME结果的可能性不能排除。
3.3电阻点焊参数
研究表明单纯通过点焊工艺参数可一定程度上缓解LME现象。Kim等人在改进电阻点焊工艺后,使用短时低电流的脉冲+长时单个焊接脉冲的方式获得了无LME的点焊接头。DiGiovanni等人研究了电极帽尺寸对点焊接头LME的影响,发现使用柱状电极帽后,电极帽在焊点表面的边缘区域具有较低的温度梯度分布和应力集中现象,有助于消除LME。Ashiri等人在对TWIP钢的LME研究中提出了双脉冲法(长时脉冲后配合短时脉冲)抑制LME,开发出在明显提高焊接电流区间的同时避免LME产生的焊接工艺。虽然调整电阻点焊工艺会在一定程度上抑制或消除LME现象,但抑制或消除电阻点焊接头中的LME需要以不影响接头的力学性能为前提,而电阻点焊工艺的调整必定会在一定程度上影响其力学性能。因此现有的可明显改善LME的电阻点焊工艺并不能同时保证焊点的各项力学性能要求。
3.4Fe-Zn合金化
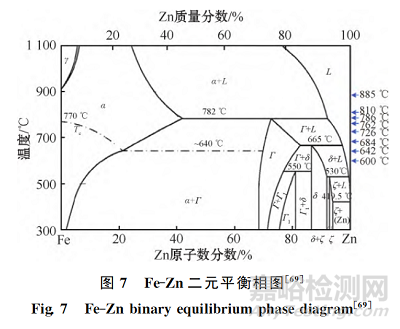
图7为Fe-Zn合金的二元平衡相图,Zn与Fe合金化反应会生成多种物相,按照形成温度由低到高的顺序依次为Zn固溶体相(w(Fe)<0.03%,对应温度420℃左右)、ξ相(FeZn13,Fe质量分数为5%~6%,对应温度530℃)、δ相(FeZn10或FeZn7,Fe质量分数为7%~12%,对应温度672℃)、Γ1相(Fe5Zn21或FeZn4,Fe质量分数为17%~19.5%,对应温度550℃)、Γ相(Fe3Zn10或FeZn3,Fe质量分数为23.5%~28.0%,对应温度782℃)和α-Fe(Zn)相。Fe、Zn之间可形成的各种金属间化合物中与文献中报道的LME敏感温度区间相近的为具有最高熔点的Γ相。镀锌层中的Γ相会在达到其转化温度时发生相分离,产生液态Zn(化学反应(1))。由于上述温度区间中Fe和Zn主要发生包晶反应,即液相+固相→固相。因此在受热过程中,会发生固相→固相+液相的反应,有液态Zn的析出。这意味着即便Zn镀层发生全部、彻底的合金化,在重新受热过程中仍旧会有液态Zn的存在。
为了研究非纯Zn组元镀层是否会产生LME现象,Feng等人研究了镀锌层中的Zn完全转换成金属间化合物后与LME的关系,结果显示在非纯Zn组元镀层的情况下,高强钢中仍旧会在一定条件下产生LME现象。Razmpoosh等人的研究发现非纯Zn组元镀层在热过程中产生了液态Zn,最终导致了LME的产生。这些结果充分说明镀锌高强钢在热变形过程中产生的液态Zn来自于金属间化合物的分解,反映出LME现象与金属间化合物之间有着密切的关联性。此外,Janik等人研究发现镀锌层中存在的α-Fe(Zn)由于较脆,易在应力条件下产生裂纹。若α-Fe(Zn)固溶体层中的裂纹正好与钢基体中的晶界对应,则裂纹易沿钢基体的晶界继续扩展。若裂纹尖端对应钢基体的晶粒主体部分,裂纹扩展则会受到阻碍,并不会继续往钢基体中进行扩展,而是形成U型裂纹。这一结果说明了LME与钢基体的晶界也存在一定的关联性。Razmpoosh等人研究了钢基体的晶界特性对LME的影响,发现晶界面取向对液态金属的渗透路径有显著的影响。尽管在钢基体的接触界面处的微观结构中存在低指数和高指数的晶界面,但液态金属仍主要沿某些高指数晶界面渗透。因此,液态Zn的渗透路径与晶面属性之间的关联性也是需要研究的内容。
3.5钢的基体组织
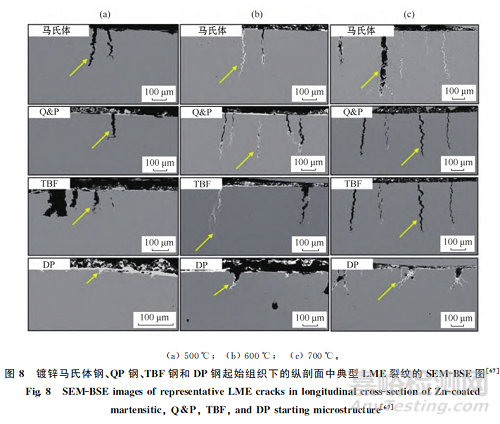
在影响高强钢的各种因素中,外界因素如温度、应力、应变等均与热成形或点焊过程相关,是从后处理环节来解决。但是要想根本上解决LME,钢的组织和成分至关重要。就组织而言,利于产生应力集中的晶体结构一般对LME更敏感。一般而言体心立方(bcc)结构比面心立方(fcc)结构更敏感,可通过错位堆积产生的应力与滑移行为的相关性来解释。Geunsu等人对冲压级(DrawingQuality,DQ)冷轧低碳钢、DP和TWIP三种具有不同组织的高强度钢的高温拉伸实验结果进行分析,发现基体组织对LME的产生影响较小。此外,Bhattacharya等人研究了同一化学成分钢的基体组织与LME的关系,发现镀锌马氏体钢、QP钢及TBF(Transformation-induced-plasticityassistedBainiticFerrite)钢的LME敏感性相当,而DP钢的LME敏感性虽然较低,但仍旧无法完全避免,如图8所示。这也说明组织并不是导致LME的主导因素。
3.6钢的成分
钢基体中元素对LME的形成起到关键性的作用,C、Si、Mn、P和S作为钢中的五大主要元素,直接影响着钢的性能。P和S通常情况下为钢中的有害元素,分别会导致钢产生冷脆和热脆现象,当然在一些特殊用钢如易切削钢中需要较多的S以保证其具有较好的易切削性能。C元素的调整直接影响钢材的焊接性能。Mn元素存在偏聚现象,研究表明高锰含量的TWIP钢产生了严重的LME现象,说明Mn对LME有着严重的影响。Miyata等人研究镀锌高强钢镀锌前退火过程发现增加Mn含量会加重钢表层的内氧化层的形成,而Kalashami等人研究认为厚的内氧化层会提高LME的敏感性,故Mn元素可能通过影响镀锌高强钢表层的内氧化而影响LME的敏感性。
此外,一些学者从镀锌层中Al元素的调整角度进行LME的分析。Peng等人认为镀锌层在加入一定含量的Al后,可以在钢基体和锌镀层之间预先生成一层连续的Fe2Al5型金属间化合物层,隔离液态Zn和钢基体。但是,Peng等人和Lee等人均通过实验发现Fe2Al5型金属间化合物会在应力条件下产生破裂,未能实现有效阻碍液态Zn往钢中晶界的渗透,即镀锌层中的Al元素添加并不能实现有效缓解LME的目的。此外,众多研究表明Si对LME有着重要的影响,高的Si含量会增加高强钢的敏感性。Si作为钢中的合金元素其质量分数一般不低于0.4%,较高含量的Si会降低钢的韧性,此外,钢中的Si含量过高会使得钢的电阻率增大、电阻温度系数以及热导率下降,降低钢的焊接性能。合理地调整Si元素在钢中的含量可以在有效抑制渗碳体的同时提高钢的强度。Kobayashi等人研究了Si元素对镀锌层中金属间化合物的影响,发现Si元素可以减缓δ1-FeZn7-10和Γ-Fe3Zn10的形成。Hong等人研究了Si元素对镀锌TWIP钢中LME的影响,发现过多的Si会抑制α-Fe(Zn)相的产生,从而加剧LME现象。此外,Si元素对基体晶界的影响也是导致LME产生的重要因素。Tumuluru研究表明降低Si元素使高强钢基体中存在更多低能量的小角度晶界与重位点阵晶界,有利于缓解LME现象。上述研究均表明Si元素提高了LME的敏感性,但Scheiber等人使用理论计算研究了合金元素对LME的影响,发现Si有利于增加晶界结合力,降低LME敏感性。这表明对于Si元素对LME的影响,研究者们存在2种截然相反的观点,但不可否认的是Si确实对LME有着重要的影响,值得进行深入研究。
4、 镀锌高强钢中液态金属脆化机制研究
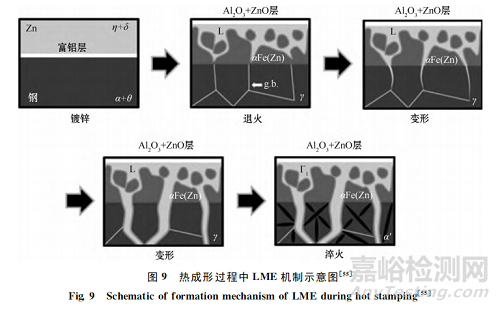
众多学者对镀锌钢在热成形或点焊过程中LME现象的产生原因及机制进行了研究,大多数研究表明镀锌高强钢中的液态金属脆化现象是温度、应力和液态锌三者共同作用导致的,但这只是镀锌高强钢LME产生的必要外部条件,其具体的产生机制目前尚未得到明确的解释。Lee等人对LME裂纹的产生及扩展研究时指出,在热成形温度高于782℃时,液态Zn浸润钢基体并沿奥氏体晶界渗入,使得晶界结合力降低、晶界脆化,在外力的作用下导致钢板基体脆断。同时基于实验结果,将镀锌钢板(镀锌层中含有质量分数为0.2%的Al)在热成形过程中LME的形成机制大致分为4步(图9所示):(1)镀锌层熔化,钢基体奥氏体化,锌镀层与基体之间的富铝层破碎;(2)液态锌浸润钢基体反应生成α-Fe(Zn)固溶体,同时液态锌沿基体奥氏体晶界渗入并脆化晶界;(3)脆化的晶界在拉应力的作用下张开,裂纹萌生;(4)液态锌渗入开裂的晶界并持续作用于开裂尖端使得裂纹沿晶界进行扩展,最终导致材料提前失效,表现为材料伸长率的异常降低。
Kang等人研究镀锌的TWIP钢(镀锌层中不含Al)中LME的产生机制,认为Zn在晶界扩散和液态Zn沿晶界渗透2种模型均可对LME现象进行合理解释。同时认为吸附致结合力降低模型和晶界扩散模型均符合实验现象。吸附致结合力降低模型认为脆性原子持续作用于裂纹尖端并降低其结合力使得裂纹得以扩展。晶界扩散模型认为在裂纹形成之前脆性原子就通过应力辅助扩散至晶界并阻碍位错滑移使得晶界发生脆化,最终在外部应力作用下开裂。
综上所述,研究者对LME现象提出的众多观点也反映出目前尚未对LME现象给出可以广泛接受的理论或者产生机制。然而,揭示LME的形成规律及其对钢基体产生的破坏机制对于抑制和消除LME现象极为迫切,也是第3代可产生LME问题的镀锌高强汽车用钢得以广泛推广与应用的关键所在。
5、 总结与展望
(1)先进高强钢在汽车轻量化方面有着巨大的应用前景,但镀锌高强钢中的LME现象降低了其使用性能。在保证高强钢性能的条件下,减轻甚至消除LME是目前面临的一个巨大的挑战。
(2)先进高强钢中的LME产生具体机制尚不明晰,很多研究都是基于实验现象和经验假设进行的。对于热成形和电阻点焊等过程中的LME产生机制,大部分研究只讨论了应变速率和点焊参数(外部因素)对LME的影响,这些工艺参数的调整都无法显著减轻LME。为解决实际工业生产中的LME问题,在保证高强钢力学性能的前提下对高强钢的成分、组织(内部因素)进行调控逐渐成为研究的重点。
(3)先进高强钢中的一些主要成分如C、Si、Mn及Al等元素对LME有着显著的影响,尤其是Si和Mn会极大地增加高强钢的LME敏感性。通过综合考虑调配钢中这些元素的含量和匹配,使高强钢的组织和性能符合使用要求,且能够明显减轻甚至消除LME是未来需要重点关注的研究方向。
来源:《钢铁研究学报》
作者:丁凯,董武峰,王利,潘华,雷鸣,高玉来