口溶膜为近年来国内研究比较热的剂型。在CDE平台中登记的数量增长较快,可见前景良好。2022年口溶膜品种登记受理号22个,而2023年截至目前就有25个口溶膜品种的受理号。口溶膜具有以下优势:1)无需饮水,服用方便;2)快速崩解,迅速起效;3)相对于片剂等,不存在吞咽障碍,特别适合儿童与老年人等吞咽困难的患者。此外,在不改变给药途径下可以按照改良新药2.2类申报拥有4年监测期,同时又可按仿制药的思路仅做BE代替临床实验。因此,近年来口溶膜受到各企业的追捧。口溶膜的制备工艺包括溶剂浇铸法和热熔挤出法,但国内外上市的口溶膜产品制备工艺大都为溶剂浇铸(涂布)工艺,热熔挤出工艺尚在研究阶段,本文仅对对溶剂浇铸工艺放大阶段的关键点进行讨论。
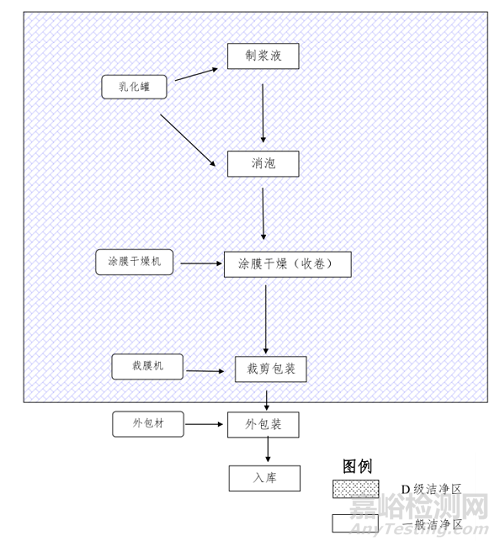
溶剂浇铸法制备口溶膜的主要工艺步骤有配浆、消泡、涂膜干燥(收卷)、裁剪包装。针对于膜剂而言,从小试到中试虽然工艺的本质变化不大,但是由于设备原理以及参数控制的差异,导致中试过程中部分参数存在不确定性,所以需要在中试过程中摸索,进一步确定各工艺步骤的最佳参数。
一,口溶膜制剂产品质量属性
口溶膜制剂产品质量属性主要包括外观、气味、尺寸、机械强度、崩解时限、鉴别、含量、含量均匀度、溶出、有关物质、溶剂残留、水分、微生物限度等。详情如下表:
二,工艺过程
1、 配浆
配浆是制备胶液的过程,下游工艺为涂抹干燥。配浆是指将成膜材料、API、增塑剂、着色剂、矫味剂等制备成具有一定黏度的胶液,API在胶液中的形式包括混旋分散及溶解两种形式,若API以混悬的形式存在涂布工艺中需确保胶液不分层。需要摸索的条件为乳化/均质速度、搅拌速度、温度以及时间等。配浆过程比较重要的质量指标包括外观、黏度、和混合均匀度,最重要为混合均匀度,混合不均匀会直接导致含量均匀度不合格,进而影响产品质量。
1)乳化/均质速度 目的为使物料分散更均匀。如果速度过大,可能过混导致浆液分层。若速度高,乳滴破乳,分层,如某些品种由于原料太苦或者其他原因引起口感不适,进行乳化包合工艺时速度过高易破乳;若速度小,不溶性的物质粒径团聚,含量均匀度差,存在分层风险,如二氧化钛粒径很小(默克数据,D90小于2.7μm),本身静电原因团聚,速度低易团聚。
2)搅拌速度 当API在胶液中完全溶解时,直接进行搅拌溶解即可,参数换算可参考固体制剂放大工艺的经验(推荐《制剂工艺放大》原著第二版,唐星等译),不再赘述。需要提醒的是当小试和中试设备差异较大,无法换算时,需要通过中试设备摸索参数。
3)温度及时间 常规成膜材料有羟丙甲纤维素、聚乙烯醇和聚氧乙烯,聚乙烯醇需要加热才能充分溶解,其余两个可以在冷水中溶解,但是时间较长,故温度控制需要酌情考量。当温度升高时,虽然溶解时间缩短,但是可能会导致水分的挥发或者胶液表面“结皮”现象出现,当水分挥发的量存在批间差异时,会导致黏度批间差异,进而导致下游涂膜时涂膜间隙宽度批间之间差异,从而使预涂膜过程时间拉长,生产周期变长;反之,当温度降低时,成膜溶材料解时间延长,甚至可能会有少量的不溶性颗粒出现,必须进行过滤处理。
2、 消泡
负压消泡,不赘述。注意消泡结束的判断指标。
3、 涂膜干燥(收卷)
涂膜干燥,即将胶液涂布于背衬上并在温度和风量的影响下干燥成膜并收卷的过程。涂膜干燥过程是整个膜剂制备中最关键的工序,涂膜过程常分为预涂膜和正式涂膜。
1)预涂膜
预涂膜过程主要工艺的参数为涂膜间隙宽度、涂膜速度和温度和风量,主要的质量指标为水分、片重以及片重差异。
(1)涂膜间隙宽度 涂膜间隙的控制一般有两种:狭缝式和涂布式,涂布式的要求浆液粘度不宜太低。间隙宽度控制一般由计算机控制后,需要人工用厚度塞尺进行校准,当然,人与人之间会有微小的差异,需要定岗培训所谓的“手感”。否则,间隙宽度控制不稳定,湿膜厚度差异大,进而引起干膜厚度差异大。
一般固定膜剂尺寸,通过调节涂膜的间隙宽度(厚度)进行控制片重。
(2)涂膜速度 涂膜速度快,干燥时间短,水分高,有可能高于控制标准;涂膜速度慢,干燥时间长,产能降低。故需要综合考虑。
(3)温度和风量 干燥过程中温度需要严格控制。干燥前期风量与温度均需要偏低,该过程为膜剂成型的过程,假如条件剧烈,会使膜表面气泡或者出现波纹,外观不好。干燥后期主要目的为除去水分的阶段,故在温度允许的情况下,尽可能调高温度,风量也变大。在小试阶段,有部分研究者可能仅以温度进行干燥涂膜,无风量控制,或者说风量控制无参数,所以应在中试阶段尽可能摸索温度和风量的参数,保证产品工艺连续性和稳定性。
2)正式涂膜
正式涂膜与预涂膜的过程相似,只是涂膜过程连续涂膜,过程中增加膜剂厚度等控制指标。
主要工艺参数为涂膜间隙宽度、涂膜速度和温度和风量等。
主要的质量指标为水分、片重、片重差异和膜厚度等。
4、 裁剪包装
裁剪包装即将膜剂开卷并裁剪为尺寸合适的膜剂并进行包装。裁剪过程主要的工艺参数为裁剪速度、封合温度。主要的质量指标为装量差异、密封性。
根据涂膜过程送检的含量结果,折算片重(尺寸)进行裁剪。
1)剪裁速度。如果剪裁速度快,密封性可能变差;如果剪裁速度慢,产能受限。
2)温度。封合/封口的温度直接影响密封性,如果温度低,封合/封口不牢固,如果温度高,可能有卷边等问题出现。
包材的选择也可能影响包装的效果,口溶膜包装一般选用双层聚乙烯复合膜进行包装,根据工艺不同又分为流延聚乙烯、单向拉伸聚乙烯和双向拉伸聚乙烯复合膜,需要多次包装测试,使设备和包材配合更好。
总结
小试到中试放大生产过程中会遇到很多问题,有本身工艺方面的差异,也有设备的差异,可能无法通过模拟进行计算,所以需要在中试中不断的发现问题和解决问题,直至工艺达到可以控制接近完美的参数。也可以通过DOE实验设计,寻找接近完美的参数。以此文抛砖引玉,希望与同行共同学习和进步。
参考文献
Eva Maria Hoffmann, Armin Breitenbach & J€ org Breitkreutz ,Advances in orodispersible films for drug delivery,Expert Opin. Drug Deliv. (2011) 8(3)。