粉末高温合金材料具有成分均匀、无宏观偏析、热加工性能好、力学性能好等优点,被广泛用于制造先进航空发动机关键转动零件,但由于粉末冶金的工艺特点,粉末高温合金材料中可能会存在微小夹杂物,而粉末冶金制成的关键转动件主要应用于高温、高应力环境,即使存在微小的缺陷(0.1 mm)也会严重影响零件的安全性能。
目前主要采用超声水浸多区聚焦检测技术对有高灵敏度检测需求的大厚度粉末高温合金零件进行检测,即采用多个不同焦距的水浸聚焦探头分别覆盖一个深度区域,使零件整个深度范围均在探头聚焦区内,保证全深度范围内微缺陷的检测灵敏度和信噪比,可检出ф0.4 mm-18 dB平底孔当量的缺陷。
随着工业生产和科学技术的发展,相控阵超声成为近年来无损检测技术的研究热点之一,包括基于实时成像的常规相控阵超声检测技术和相控阵超声后处理成像技术。采用的阵列探头由一组相互独立的压电晶片组成,改变不同阵元晶片的形状和排列方式,可设计出一维线阵、二维面阵、环形阵列等多种类型的探头,其中,环形阵列探头的声场呈完全轴对称分布,具有优越的轴向聚焦能力,能由较少数量的阵元在中心轴线上形成高分辨率的聚焦声场,较符合粉末高温合金材料的高灵敏度检测要求。
基于超声环形阵列的常规相控阵超声检测技术通过控制发射的延迟时间将声束聚焦于某一深度位置,会使得不同深度声场的分布不均匀,存在检测灵敏度和信噪比波动大等问题。相控阵超声后处理成像技术采用离线计算的方式对采集的全矩阵超声数据进行后处理成像,一次数据采集即可同时实现对声束可达区域内各个位置的聚焦检测,其中全聚焦成像方法就是一种最常用的相控阵超声后处理方法。
根据超声环形阵列在三维空间内可沿轴向聚焦的特点,采用全聚焦成像的数据后处理方法,一次数据采集即可在探头中心轴线上实现足够多的虚拟聚焦,最大化地提高聚焦点数量。因此,中国航发北京航空材料研究院的科研人员提出采用全聚焦成像方法来对粉末高温合金中微小缺陷进行检测。
1、环形阵列的声场分布
超声阵列探头的声束合成性能直接影响超声回波信号的幅值和信噪比。笔者采用CIVA软件分析研究了超声线阵、环形阵列探头的三维声场能量分布特点。
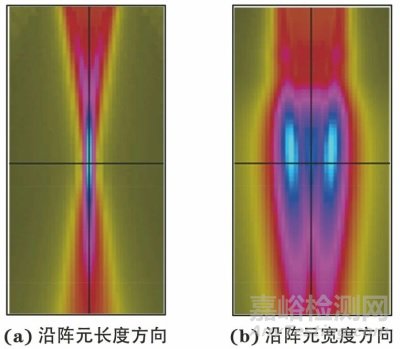
频率为10 MHz、阵元晶片个数为32、阵元间距为0.6 mm的线形阵列探头聚焦于40 mm深度位置时的声场分布如图1所示,可见超声线阵探头在沿阵元排列方向上声束聚焦能力很强,但在沿阵元宽度方向上声束没有形成聚焦。
图1 线阵探头的声场分布
频率为10 MHz、阵元晶片个数为14的环形阵列探头聚焦于40 mm深度位置时的声场分布如图2所示,由于环形阵列探头的阵元晶片是轴对称的,沿中心轴线上的主瓣能量分布非常集中,采用较少的阵元晶片便可表现出极为优越的声场聚焦特性,因此很适合粉末高温合金材料的高灵敏度检测。
图2 环形阵列探头的声场分布
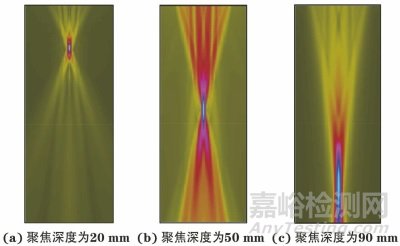
通常使用超声环形阵列探头,基于相控阵多深度聚焦检测技术,设置聚焦延迟法则使同一环形阵列发射的声束分别聚焦于不同深度的位置,以代替多个不同焦距的常规水浸聚焦探头,从而实现粉末高温合金材料的C扫描检测。通过CIVA仿真软件模拟环形阵列探头不同聚焦深度时的声场分布。当聚焦深度较浅时,声场能量高度集中在较小的焦区内,而在该聚焦深度范围外声束会明显发散,但随着聚焦深度的增加,声场聚焦效果逐渐下降,焦柱的轴向长度会逐渐增加。
图3为环形阵列探头聚焦于20,50,90 mm深度时的声场分布。采用多深度聚焦检测方法时,对于深度较浅的缺陷,当其深度接近于聚焦深度时,会表现出极好的检测灵敏度和信噪比,而远离聚焦深度位置的缺陷,其检测灵敏度和信噪比会显著下降。这说明该技术存在检测灵敏度和信噪比波动大的问题,还可能会导致缺陷漏检。
图3 不同聚焦深度下环形阵列探头的声场分布
为了解决上述问题,在实际检测时只能设置较多的聚焦深度,而过多的聚焦深度会降低采集的重复频率,进而影响检测效率,因此提出采用全矩阵捕捉法采集数据,并基于全聚焦成像的数据后处理方法,以最大化提高在探头轴线方向上的聚焦点数量。
2、环形阵列的全聚焦成像算法
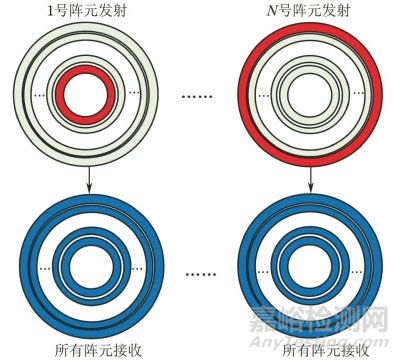
采用一个包含N个阵元晶片的环形阵列探头采集一组全矩阵数据(图4),首先激励环形阵列探头中第1号阵元晶片,并让探头中所有阵元晶片并行接收,将采集的回波数据定义为S1,r,其中r=1,2,…,N,共采集到N组数据;然后按照上述采集步骤,依次激励环形阵列探头中各个阵元晶片,共可获得N×N组回波数据,定义为St,r,其中t=1,2,…,N。由于环形阵列探头的阵元晶片数量较少,全矩阵数据采集所消耗的时间和采集的数据量都远小于其他类型阵列探头。
图4 超声环形阵列的全矩阵数据采集示意
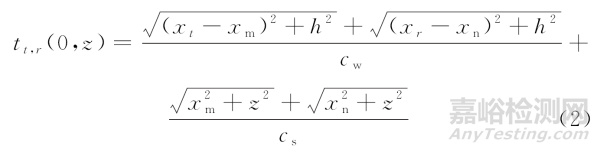
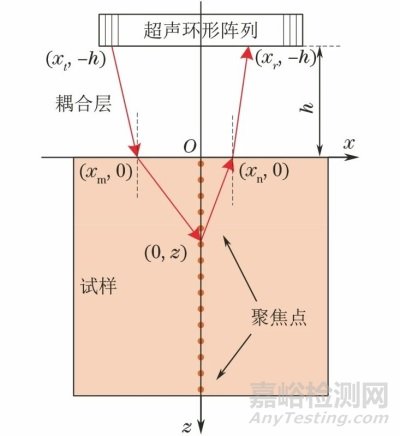
依次根据探头中心轴线上每个离散聚焦点的传播时间,从全矩阵数据中提取对应时刻的幅值并进行叠加,即可获得沿探头轴线方向上不同深度聚焦点的成像信息。超声环形阵列的全聚焦成像算法示意如图5所示,在成像过程中,对于被测区域中某一聚焦点(0,z)的幅值可表示为:
式中:tt,r(0,z)为声波从第t号阵元传播到(0,z),再被r号阵元接收所用的传播时间。
该传播时间可表示为:
式中:cw为耦合层(水或楔块)中的声速;cs为试样中的声速;xt为第t号激励阵元的位置;xr为第r号接收阵元的位置;xm为发射声波在耦合层-试样界面的折射点位置;xn为接收声波在耦合层-试样界面的折射点位置;h为耦合层的高度。
图5 超声环形阵列的全聚焦成像算法示意
3、试验结果及分析
1、试验条件
采用M2M公司的PANTHER型相控阵超声检测设备,并配合自主研制的超声水浸检测系统,对一组不同埋深的ф0.4 mm平底孔粉末高温合金对比试块进行检测,试块埋深分别为1.52,3.20,6.35,12.70,19.05,31.75,44.45,57.15,63.50,76.20,88.90,101.60 mm。试验验证了全聚焦成像方法的检测能力,并与常规相控阵超声多深度聚焦检测方法的试验结果进行了对比。试验采用IMASONIC公司生产的超声环形阵列探头,中心频率为10 MHz,阵元晶片为14个,有效晶片直径为32 mm。
2、检测灵敏度
在上述粉末高温合金平底孔对比试块上,分别采用全聚焦成像方法和多深度聚焦检测方法开展检测灵敏度试验。全聚焦成像方法的聚焦点间隔为0.1 mm,多深度聚焦检测方法采用了两种聚焦法则,其中法则1的聚焦起点为10 mm、聚焦终点为100 mm,聚焦点间隔为15 mm,共计7个聚焦深度;法则2的聚焦起点为10 mm、聚焦终点为100 mm,聚焦点间隔为10 mm,共计10个聚焦深度。
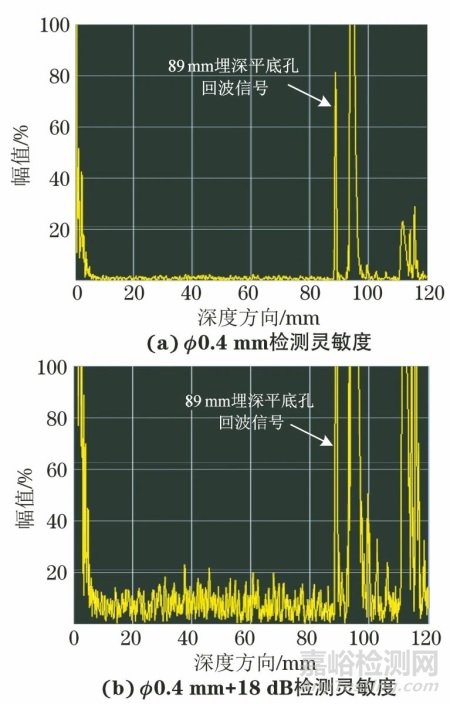
不同检测灵敏度埋深为89 mm的ф0.4 mm平底孔的全聚焦成像结果如图6所示。通过试验可知,采用全聚焦成像方法对埋深为6.35,12.70,19.05,31.75,44.45,57.15,63.50,76.20,88.90,101.60 mm的平底孔进行检测,均能达到ф0.4 mm+18 dB的检测灵敏度。
图6 不同检测灵敏度埋深为89 mm的ф0.4 mm平底孔的全聚焦成像结果
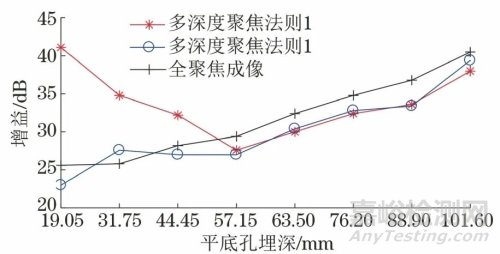
将全聚焦成像方法和多深度聚焦检测方法进行对比,分别记录下不同埋深平底孔缺陷在反射信号幅值达到80%波高时所需要的增益,绘制成检测灵敏度曲线,如图7所示。可见采用多深度聚焦检测方法,当聚焦深度为7个时,检测灵敏度一致性波动较大,但当聚焦深度增加到10个时,检测灵敏度的一致性得到有效改善;采用全聚焦成像方法得到的增益变化曲线十分平稳,检测结果表现出很高的灵敏度一致性。
图7 3种检测方法的检测灵敏度曲线
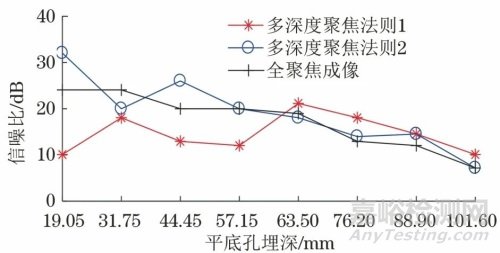
3、信噪比
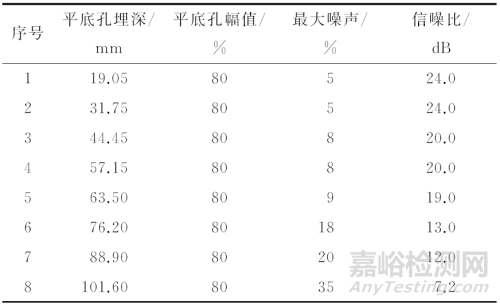
对于高灵敏度检测,噪声信号会较为明显,因此,在ф0.4 mm平底孔当量灵敏度下增加18 dB,记录噪声水平,进一步评价检测信噪比。采用全聚焦成像方法在ф0.4 mm+18 dB的检测灵敏度下,除埋深为101.60 mm平底孔缺陷的噪声为35%外,其余均为5%~20%,各平底孔的信噪比如表1所示。3种检测方法的信噪比变化曲线如图8所示,可见多深度聚焦检测方法的信噪比波动也较大,当聚焦深度为7个时,信噪比为10.0~21.2 dB;当聚焦深度为10个时,信噪比为7.2~32.0 dB。在信噪比方面,全聚焦成像方法与多深度聚焦检测方法基本相当,在ф0.4 mm+18 dB的检测灵敏度下,二者均满足信噪比不小于6 dB的要求。
表1 ф0.4 mm+18 dB灵敏度下各平底孔全聚焦成像的信噪比
图8 3种检测方法的信噪比变化曲线
4、近表面分辨力
相控阵超声检测的近表面分辨力普遍较差,这是因为阵列探头多个阵元晶片发射和接收时不同步,进而界面反射回波信号到达探头的时间不一致,在时基线上占宽较大,从而造成近表面缺陷回波与界面回波发生混叠,出现较大的近表面盲区。
分别对埋深为1.52,3.20,6.35 mm的ф0.4 mm平底孔进行全聚焦成像检测,在ф0.4 mm检测灵敏度下,使埋深为6.35 mm平底孔的回波信号达到满量程为80%时,与其相邻界面回波的相交处信号不大于满量程的20%,可以与界面回波明显区分,而埋深1.52和3.20 mm的平底孔则无法分辨。采用上述多深度聚焦检测方法,聚焦于第一分区(即10 mm深度位置)时,结果显示3个不同埋深的平底孔均难以分辨。
为了改善相控阵超声检测的近表面分辨力,有文献提出一种变孔径的聚焦法则,即在检测近表面区域时采用较少的阵元晶片。因此,文中提出变孔径的超声环形阵列全聚焦成像方法,即选择环形阵列探头中部分阵元的全矩阵数据进行后处理成像计算。
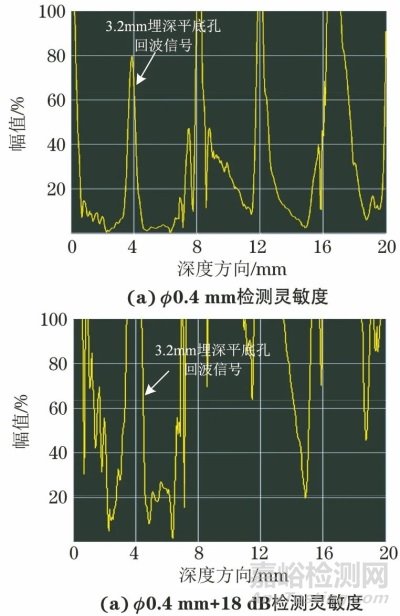
采用超声环形阵列探头中第1~6号阵元对上述3个不同埋深的平底孔进行全聚焦成像和多深度聚焦检测。埋深为3.2 mm平底孔的变孔径全聚焦成像结果如图9所示,可见全聚焦成像方法可以发现3.2 mm埋深的平底孔缺陷,且检测灵敏度可提高到ф0.4 mm+18 dB,近表面分辨力有所改善,但1.52 mm埋深的平底孔仍不能分辨。多深度聚焦检测方法的近表面分辨力也有所提高,可发现埋深为3.2 mm的平底孔缺陷,但当检测灵敏度增加到ф0.4 mm+12 dB时,该平底孔信号已不能与界面回波区分。由试验结果可见,全聚焦成像方法的近表面分辨力明显优于多深度聚焦检测方法。
图9 埋深为3.2 mm平底孔的变孔径全聚焦成像结果
结语
超声环形阵列全聚焦成像技术可以满足粉末高温合金材料ф0.4 mm+18 dB的高灵敏度检测要求,与常规相控阵多深度聚焦检测方法相比,在灵敏度一致性、近表面分辨力等方面具有显著优势,可为粉末高温合金零件检测提供一种可行的技术方案。