背景
某实验室在使用塑料弯曲性能质量控制样品,对弯曲性能测试项目进行实验室质量管理时发现,自测出的弯曲强度结果为29MPa、弯曲模量结果为1400MPa,而采购的塑料弯曲性能质量控制样品的定值为:弯曲强度33MPa、弯曲模量结果为1900MPa,自测结果的弯曲强度差异3MPa、弯曲模量差异500 MPa。
此弯曲质控样的均匀性和稳定性符合GB/T9341-2008及CNAS-GL003:2018《能力验证样品均匀性和稳定性评价指南》要求,定值试验采用GB/T9341-2008及CNAS-GL29:2010《标准物质/标准样品定值的一般原则和统计方法》,因此,可将弯曲质控样的定值视为准确值,排除样品质量原因,主要考虑为测试设备或测试方法的差异。
异常排查
通过与该实验室的测试人员现场交流,工程师发现该实验室的测试设备与方法存在一些异常,现场修改软件参数与校正传感器后,该实验室测得的弯曲强度为31MPa左右,模量为1700MPa左右。现场修正部分数据差异,剩余偏差主要考虑弯曲工装夹具差异导致,还需进一步排查异常原因。
通过现场交流及观察,排查该实验室测试人员操作手法、设备工装是否正常、测试方法是否符合要求、测试样品及环境等各方面因素,初步锁定测试异常主要是在人员、设备和样品上,具体反馈结果如下表1所示:
表1 异常因素排查反馈表
通过现场排查,异常主要表现在:
1、测试人员放样不统一,由于弯曲设备缺少放样定位块,每次放样位置不统一,与水平线发生偏移导致放样歪斜,测试出现偏差;
2、力值传感器有偏差,测试的样品力值与我中心差异3%-5%左右;
3、仪器夹具异常,主要为上压头和下支座接触面为滚轮式设计,受力会滚动导致卸力,且下支座是扣在仪器底座的制作孔洞里,为镶嵌式结构,无其他固定件进行加固,导致下支座可以左右摆动,出现偏移;
4、实验室现场环境管控范围较宽,当天温度26℃,历史温度记录达28℃-30℃。
异常处理
1、测试人员放样不统一
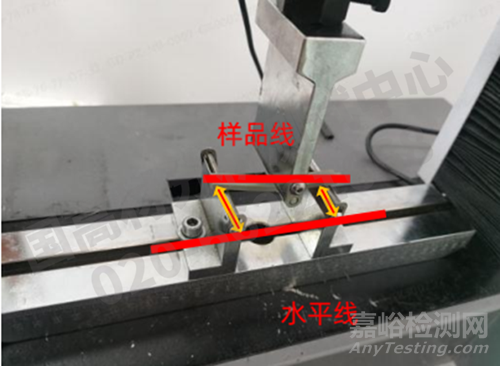
弯曲放样无定位块,且弯曲下夹具无固定装置,左右摇摆松动,放样位置需要反复确认,且容易出现放样位置不统一的情况(前后位置偏移、水平偏移),造成数据的重复性差,如下图1、图2所示,不同人员放样位置存在差异。
图1:放样位置偏离水平线
图2:放样位置平行水平线
由于设备设计无法加装放样定位块,只能选择在居中位置标记记号线,固定放样位置,使样品能与水平线平行,不出现明显偏移的情况。
2、传感器力值偏差
传感器力值的准确性直接影响弯曲强度与模量的计算,在日常测试过程中由于环境振动、电压波动、传感器波动及老化等因素影响,传感器力值会出现一定区间波动情况,正常传感器波动不大于1N,超过一定程度会极大影响测试结果的准确性。受场地、工具因素限制,现场仅使用1 kg和5kg砝码对设备进行验证和校准,校准前后力值差异如下表2所示:
表2:砝码校准前后力值差异
由表可知,力值校准前仪器的力值示值偏小在3%-5%,同一批样品校准前后测试差异,使用1kg和5kg砝码初步进行校正后且修改软件参数后测试数据有明显提升,但是测试数据仍存在不稳定的情况。
3、工装夹具偏差
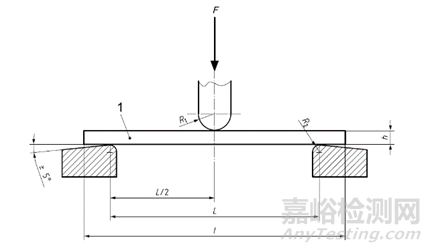
GB/T 9341标准中对于弯曲工装夹具有明确要求,如下图6所示,弯曲上压头和下支座为固定块,且上压头半径R1为( 5.0±0.1)mm,下支座半径R2根据测试样品的厚度不同有不同要求:样品厚度≤3mm时,底部支座半径R2要求为(2.0±0.2)mm、样品厚度>3mm时,底部支座半径R2要求为(5.0±0.2)mm。
图3:工装夹具(GB/T 9341)示意图
该实验室设备工装夹具为滚轮式设计,如下图4、图5所示,测试过程下压受力会出现滚动泄力的情况,且设备下支座半径为2.0mm左右,不适用于测试厚度>3mm的样品(该实验室自测样品厚度为4.0mm),与测试标准GB/T 9341要求不符合。
图4:该实验室工装夹具示意图
图5:下支座尺寸示意图
测试过程中,由于滚轮式夹具的泄力作用,测试曲线会出现明显的下降阶梯,如下图6所示,测试曲线出现明显异常,力值出现阶梯式下降,导致测试结果偏低。
图6:测试过程滚轮泄力产生的阶梯图例
由于夹具工装现场无法进行改善,建议实验室购买一套新的夹具进行替换。此外,设备的下底座为镶嵌式结构,没有固定栓,导致设备下底座可以一定幅度的转动,测试过程中的仪器振动容易导致下底座出现水平偏移,从而造成测试偏差,建议实验室后期进行加固处理。