极片上的颗粒或微量金属残渣、隔膜上的微小缺陷、电芯在组装过程中引入的粉尘等,都会造成电芯内部微短路。
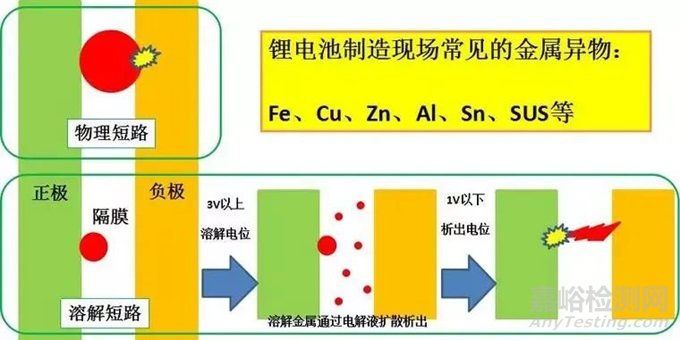
图1 金属异物导致电池内部短路的原理
金属异物的危害
金属异物在电池化成阶段会先在正极氧化再到负极还原,当 负极处的金属单质累积到一定程度会形成枝晶,导致隔膜穿孔,造成电池内部短路,提高电池的自放电率,严重时甚至会电池起火、爆炸,影响电池的安全性能。
正极材料是锂离子电池的关键材料之一,也是锂离子电池中金属异物的重要的引入源之一,正极材料的金属异物含量直接影响下游锂电池产品的安 全性,故而如何控制正极材料中的金属异物含量是各大锂离子电池正极材料厂商的重大难题,对金属异物的管控水平已经成为衡量锂离子电池正极材料生产线的最核心指标之一。
生产线中金属异物主要的来源
生产线中金属异物的来源主要有以下两个方面:一是设备和物料直接接触引入(直接引入);二是空气中的金属飞散物进入材料中引入(间接引入)。下面详细分析一下两种引入方式的区别:正极材料生产线最主要的工序有:混合,焙烧以及粉碎,涉及到的设备主要有混合机,辊道窑以及粉碎机。一般而言,设备上有金属部件直接与物料接触的都有可能造成直接引入风险,其中,和物料有连续 的相对运动的部件产生磨损的可能性更大,为红线区域,需要重点防护,和物料无连续的相对运动的部件也需要采取必要的防护措施。间接引入的来源更加复杂,空气中的飞散物有可能来自设备零部件磨损产生的碎屑,也有可能由外界环境引入,甚至有可能由人员引入,因此管控起 来就更加困难。
正极材料产线设计中对金属异物的控制方法
直接接触部分控制方法正极材料生产线设计中对金属异物的防护有几项通用的规则:生产线所有设备与物料直接接触的部分必须要求为非金属材质或者在金属基材表面进行喷涂涂层进行防护。
金属基材一般要求为304不锈钢,常用的喷涂材料有 PTFE,ECTFE,WC 等,也有直接贴陶瓷片或者做整体陶瓷防护的。
PTFE(聚四氟乙烯)涂层具有极低的摩擦系数、良好的耐磨性以及 极好的化学稳定性,几乎任何强酸、强碱、强氧化剂 和溶剂在高温下对它都不起作用,缺点是其机械强度不高。PTFE 的喷涂厚度 50 um 左右 (液体)。
ECTFE(乙烯三氟氯乙烯共聚物),ECTFE 涂层同样具有优异的表面光滑度和耐化学腐蚀性能,强度要优于PTFE。其喷涂厚度可以从 0.2 mm ~ 1.5 mm 范 围。
WC(碳化钨)涂层是所有涂层中硬度最大,最耐磨的,WC 涂层厚度一般在 0.2 mm ~ 0.5 mm 之间, 缺点是摩擦系数高,成本较高。陶瓷防护现在也比较普遍,陶瓷同样硬度高,耐磨性较好。缺点是加工难度大,成本高,陶瓷片厚度从 5 mm ~ 10 mm 不等。
一般而言,和物料有连续的相对运动的部件采用 304 不锈钢喷涂 WC 涂层或采用贴陶瓷片防护,和物料无连续的相对运动的部件采用 304 不锈钢喷涂PTFE或ECTFE材质的比较常见。
非直接接触部分控制方法
关于生产线设备不直接与物料接触的部件,同样分为两类,一类为有相对运动会摩擦产生金属细 屑的部件,一类为无相对运动的部件。对于前者,一般采取物理隔离来避免摩擦产生的金属细屑随空气飞散进入物料里,比如辊道窑的传动机构;对于后者,进行一般性涂覆或刷漆就可以,如设备架台或外壳体等。
产线除磁设计
此外,在产线工艺设计的时候各道工序中都需要添加除磁操作,到最终成品前还需要将物料进行合批过筛和除磁。过程除磁一般采用管道除铁器,管道除铁器分为抽屉式和旋转式两大类,根据不同工 要求的除磁速度和除磁效果具体进行选择。成品除磁一般采用大型的电磁除铁器,多层栅栏式磁芯来保证除磁效果。
正极材料生产线的环境管控方法
环境异物对于正极材料金属异物的影响具有随机性,一条设计好的正极材料产线其产品金属异物含量应该维持在一个相对稳定的水平,如果产品金属异物含量有大的波动,那么大多数情况都是由于环境的变化造成的。可见环境管控异常重要,不容忽视。
为了防止外界环境中的异物进入正极材料车间中,一般从以下几个方面来进行管控:(1)车间门窗密闭,安装新风系统,新风经过高效过滤器过滤后再进入车间内,新风量略大于排风量,车间保持+3Pa~+5Pa 的微正压;(2)车间大门采用双层连锁结构,内置风淋室;(3)车间内采用专用的转运工具或 车辆,外部转运工具或车辆禁止进入车间内;(4)外来人员进出车间需更换服装和鞋子,禁止携带手表、 钥匙、硬币等金属物品进入车间内;(5)车间内地面 采用永磁磁棒定期进行除磁;(6)制定相应的规章制 度和点检表,定期检查新风滤网更换情况;(7)在车间放置专用的器皿,定期监测环境中的飞散物水平, 如有异常及时进行调查整改。
总而言之,管控金属异物主要是从产线设计,设备选型以及环境管控和生产管理等几个方面入手, 方法很多但最重要的一是在设计之初就要通盘考虑好每一道工序每一个环节可能的金属异物引入源并加以规避,二是需要树立起全体员工的质量意识,让员工意识到磁性异物的危害,这样管理起来才能事半功倍。