您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-05-05 20:55
泳透率是衡量电泳涂料在复杂内腔的上漆能力的参数。电泳涂料涂装过程中,在电场的作用下,电泳涂料对被涂覆物背离对应电极的部位(内面、凹面、缝隙等处)可以涂上涂料的能力称为泳透力,也可表示对被涂物各个部位均匀覆盖的能力。
目前泳透率的执行标准为HG/T3334-2012《电泳涂料通用试验方法》。
一、福特盒法
1. 实验准备
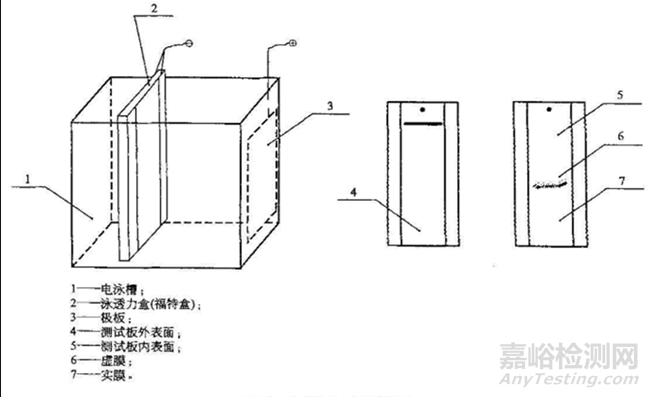
电泳槽 (内壁尺寸200mm × 120mm × 350mm)
试板 (105mm × 300mm)
极板 (宽50mm不锈钢板,浸入工作液深度与福特盒浸入工作液深度相同)
隔条 (300~350mm × 4mm × 10mm的PVC塑料条)
实际使用磁条 (8mm × 4mm)
2. 实验过程
取2块试板,制成福特盒。将每块试板两侧用绝缘热敏胶带封住10mm,试板之间用磁条隔开,用胶带将测试板两长边及其隔条分别固定,形成上下空、两边用胶带封闭的泳透力盒。两个试板之间用导线连接。向电泳槽内加入槽液,调整槽液温度,福特盒浸入槽液240mm。挂好极板,距离极板155mm,电泳3min(或商定时间)后将试板取出,用去离子水冲洗干净晾干后,按产品规定的固化条件干燥。
3. 结果计算
从上向下测量每一块试板内表面涂膜厚度,找出5μm涂膜厚度(不包括磷化膜的厚度)位置,测量其至底边的高度(mm),其数值即是电泳涂料的直观泳透力值。测试结果取两块板的平均值,同时注明相应的电压、电泳时间、工作液温度、正面涂膜厚度和内表面上膜高度。

某高泳透力电泳涂料。配槽比例1:7,磷化前处理泳透率,槽液熟化40h,pH=5.63,电导率2020μs/cm,固体分20.52%。
4. 注意事项
进行泳透力对比试验时,应按照产品特点及推荐的涂装条件进行。
表述产品泳透力时,应注明产品的槽液参数及电泳参数。
二、四枚盒法
1. 实验准备
电泳槽 (内壁尺寸230mm × 100mm × 180mm)
试板 (70mm × 150mm)
试板 (70mm × 150mm,距底端50mm中心处钻Φ8mm的孔)
极板 (宽50mm不锈钢板,浸入工作液深度与四枚盒浸入工作液深度相同)
2. 实验过程
取4块试板,制成四枚盒。将四枚盒的每块试板两侧及底面用绝缘热敏胶带封住10mm,试板之间的距离为20mm,各试板之间用导线连接,电泳时不要让工作液从涂装孔以外浸入。试板的面按顺序标记为A~H,向电泳槽内加入槽液,调整槽液温度,液面高度为130mm,四枚盒浸入高度为90mm。挂好极板,试板A面正对极板,极板与A面距离不小于150mm,电泳3min(或商定时间)后将试板取出,用去离子水冲洗干净晾干后,按产品规定的固化条件干燥。

3. 结果计算
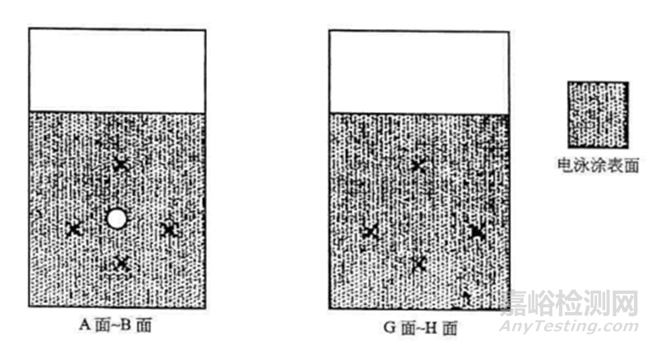
四枚盒法测电泳涂料泳透力,是测定各试板A面到H面的涂装膜厚作为评价对象。如下图所示,A面~B面:“×”印部4点是试板边缘到电泳涂装面中心距离的中点。G面~H面:“×”印部4点是试板边缘到电泳涂装面中心距离的中点,测出4点的涂膜厚度取平均值。当A面膜厚达到20μm时,G面膜厚越高,也就是内外表面膜厚差越小,表明该涂料的泳透力越好,泳透率以G/A膜厚比值表示。

某高泳透力电泳涂料。配槽比例1:6,磷化泳透率,槽液熟化40h,pH=5.59,电导率1702μs/cm,固体分18.15%。
四枚盒法能够很好地模拟车体外部及内腔成膜情况,其中A面膜厚相当于车体外板膜厚,即四门部位;B面和C面相当于车体内部,即驾驶室内部膜厚;E面和D面相当于空腔内部结构,即下边梁等空腔部位;而G面和面则相当于车体内部最狭窄部位,类似于A、B、C柱等部位多层结构部位。该方法比钢管法和福特盒法更接近于模拟生产实际对车身内部的泳透性。
比如,当该涂料的泳透力极差时,被涂工件内表面根本泳不上漆。另外,根据四枚盒法测泳透力结果,当G面膜厚为10μm时,通过A面膜厚可判断出该涂料的消耗量,还可以很直观的看出每个表面的膜厚。
4. 注意事项
泳透力测试时电流电压可为产品技术要求的电压,控制A面膜厚20μm。
进行泳透力对比试验时,应按照产品特点及推荐的涂装条件进行。
表述产品泳透力时,应注明产品的槽液参数及电泳参数。
三、一汽钢管法
1. 实验准备
试板(230mm × 17mm的钢板,在离上端20mm处居中钻一个Φ2~3mm的孔)
不锈钢管(高220mm,外径25mm,内径20mm,在钢管上端10mm处钻一个直径为2~3mm的对称孔)
极板(185mm × 100 mm的薄紫铜片,围成一个圆筒,上端距电泳槽口20mm,并引出导线)
2. 实验过程
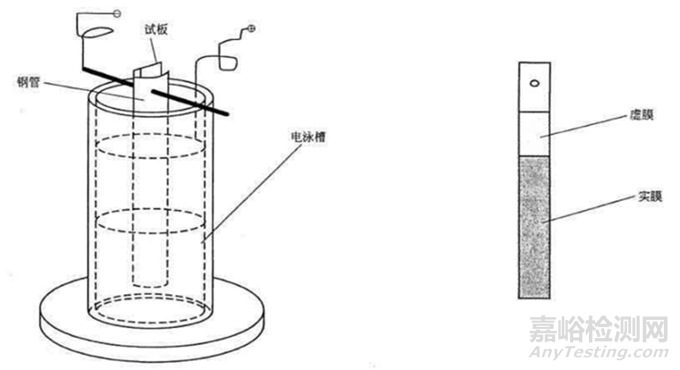
将钢管和试板擦拭干净,晾干后把试板插入钢管内,将Φ2mm左右的钢丝穿过试板及钢管上端的小孔,将试板固定在钢管中,一并置于电泳槽中心处。此时钢管下端距电泳槽底部30mm。
将熟化好的电泳槽液倒入电泳槽中,液面不要超过钢管的小孔,钢管浸入工作液的深度为200mm,电泳3min。从钢管中取出试板,去离子水冲洗试板晾干。测量试板上虚膜长度和实膜长度,并测量钢管外壁的电泳涂膜长度。
3. 结果计算
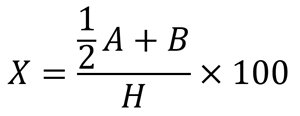
式中,X为泳透力(%),A为试板上虚膜的长度(cm),B为试板上实膜的长度(cm),H为钢管外壁电泳涂膜长度(cm)。
取3次测定的算数平均值为结果的数据。目前一汽钢管法已基本被四枚盒法取代。
4. 注意事项
试验完后重新测定时,钢管内、外表面的湿涂膜应彻底擦净。
实膜、虚膜的判定方法:能够完全遮盖底材的涂膜即判定为实膜;不能够完全遮盖底材的涂膜即为虚膜。
此方法一般是由试验室做定性比对用,不做定量考虑。
文章来源:HG/T3334-2012《电泳涂料通用试验方法》、“浩力森涂料”微信公众号

来源:Internet


