您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-05-08 12:26
1.GB50205-2020标准
GB50205-2020钢结构工程施工质量验收标准中:
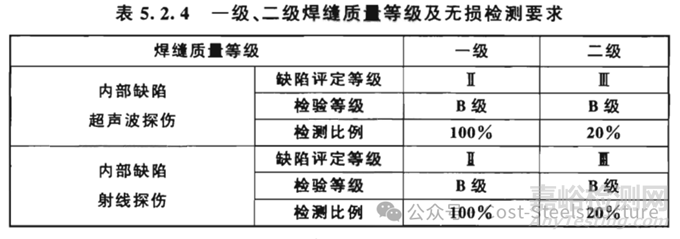
5.2.4 条文:设计要求的一、二级焊缝应进行内部缺陷的无损检测,一、二级焊缝的质量等级和检测要求应符合 表 5.2.4 的规定。
检查数量:全数检查。
检验方法:检查超声波或射线探伤记录。
引用规范:JGT203-2007钢结构超声波探伤及质量分级法
超声波探伤结果的缺陷按I~Ⅳ四个级别评定,除设计另有规定外,一般来说,一级焊缝,Ⅱ级为合格级;二级焊缝,III级为合格级。
在高温和腐蚀性气体作业环境及动力疲劳荷载工况下,Ⅱ级合格。
而对于管节点一般分为焊缝中上部体积性缺陷和焊缝根部缺陷两大类,每类也有四个质量等级,设计应按CB50205规定,注明合格级别。
注:(焊接规范为抽样法)
二级焊缝检测比例的计数方法应按以下原则确定:
工厂制作焊缝按照焊缝长度计算百分比,且探伤长度不小于200mm;
当焊缝长度小于200mm时,应对整条焊缝探伤;
现场安装焊缝应按照同一类型、同一施焊条件的焊缝条数计算百分比,且不应少于3条焊缝。
5.2.5 条文:焊缝内部缺陷的无损检测应符合下列规定:
1)采用超声波检测时,超声波检测设备、工艺要求及缺陷评定等级应符合现行国家标准《钢结构焊接规范》GB50661的规定;
2)当不能采用超声波探伤或对超声波检测结果有疑义时,可采用射线检测验证,射线检测技术应符合现行国家标准《焊缝无损检测 射线检测 第1部分:X和伽玛射线的胶片技术》GB/T3323.1或《焊缝无损检测 射线检测 第2部分:使用数字化探测器的X和伽玛射线技术》GB/T3323.2的规定,缺陷评定等级应符合现行国家标准《钢结构焊接规范》GB50661的规定;
3)焊接球节点网架、螺栓球节点网架及圆管T、K、Y节点焊缝的超声波探伤方法及缺陷分级应符合国家和行业现行标准的有关规定。
检查数量:全数检查。
检验方法:检查超声波或射线探伤记录。
5.2.4、5.2.5 条文说明:第 5.2.4 条为强制性条文,必须严格执行。
根据结构的承载情况不同,现行国家标准《钢结构焊接规范》GB50661中将焊缝的质量分为三个质量等级。
内部缺陷的检测一般可用超声波探伤和射线探伤。
射线探伤具有直观性、一致性好的优点,但是射线探伤成本高、操作程序复杂、检测周期长,尤其是钢结构中大多为T形接头和角接头,射线检测的效果差,且射线探伤对裂纹未熔合等危害性缺陷的检出率低。
超声波探伤则正好相反,操作程序简单、快速,对各种接头形式的适应性好,对裂纹、未熔合的检测灵敏度高,因此,对钢结构内部质量的控制采用超声波探伤,一般已不采用射线探伤。除非不能采用超声波探伤或对超声波检测结果有疑义时,可采用射线检测进行补充或验证。
2.GB50661-2011钢结构焊接规范
8.2 承受静荷载结构焊接质量的检验
8.2.1 抽样方法应符合以下规定:
1)焊缝处数的计数方法:
工厂制作焊缝长度小于等于1000mm时,每条焊缝为1处;
长度大于1000mm时,将其划分为每300mm为1处;
现场安装焊缝每条焊缝为1处;
2)可按下列方法确定检查批:
(1)制作焊缝可以同一工区(车间)按一定的焊缝数量组成批;多层框架结构可以每节柱的所有构件组成批;
(2)安装焊缝可以区段组成批;多层框架结构可以每层(节)的焊缝组成批。
3)批的大小宜为 300~600 处:
4)抽样检查除设计指定焊缝外应采用随机取样方式取样。
【说明】
在《钢结构工程施工及验收规范》GB 50205 中部分探伤的要求是对每条焊缝按规定的百分比进行探伤,且每处不小于200mm。
这样规定虽然对保证每条焊缝质量是有利的,但检查工作量大,检查成本高,特别是结构安装焊缝都不长,大部分焊缝为梁-柱连接焊缝,每条焊缝的长度大多在250mm~300mm之间。
以概率论为基础的抽样理论表明,制定合理的抽样方案(包括批的构成、采样规定、统计方法),抽样检查的结果完全可以代表该批的质量,这也是与钢结构设计以概率论为基础相一致的。
为了组成抽样检查中的检查批,首先必须知道焊缝个体的数量。
一般情况下,作为检查对象的钢结构安装焊缝长度大多较短,通常将一条焊缝作为一个焊缝个体。
在工厂制作构件时,箱形钢柱(梁)的纵焊缝、H 形钢柱(梁)的腹板-翼板组合焊缝较长,此时可将一条焊缝划分为每300mm为一个检查个体。
检查批的构成原则上以同一条件的焊缝个体为对象,检查批的构成方面要使检查结果具有代表性,另一方面有利于统计分析缺陷产生的原因,便于质量管理。
取样原则上按随机取样方式,随机取样方法有多种,例如将焊缝个体编号,使用随机数表来规定取样部位等。
但要强调的是对同一批次抽查焊缝的取样,自检、监检及见证检验所抽查的对象应尽可能避免重复,只有这样才能达到更有效的控制焊缝质量的目的。
8.2.2 条文:抽样检査的焊缝数如不合格率小于2%时,该批验收应定为合格;
不合格率大于5%时,该批验收应定为不合格;
不合格率为2%~5%时,应加倍抽检,且必须在原不合格部位两侧的焊延长线各增加一处,如在所有抽检焊缝中不合格率不大于3%时,该批验收应定为合格,大于3%时,该批验收应定为不合格。
当批量验收不合格时,应对该批余下焊缝的全数进行检查。
当检查出一处裂纹缺陷时,应加倍抽查,如在加倍抽检焊缝中未检查出其它裂纹缺陷时,该批验收应定为合格,当检查出多处裂纹缺陷或加倍抽查又发现裂纹缺陷时,应对该批余下焊缝的全数进行检查。
【说明】
本条实际上是引入允许不合格率的概念,事实上,在一批检查个数中要达到100%合格往往是不切实际的,规定小于抽样数的2%为允许不合格率是根据近几年来检验钢结构焊缝的经验适当提高要求确定的,反映了目前我国钢结构焊接施工水平。
8.2.5 无损检测的基本要求应符合以下规定:
3)设计要求全焊透的焊缝,其内部缺欠的检测应符合下列要求。
(1)一级焊缝应进行100%的检测,其合格等级应符合本规范8.2.6条中B级检验的Ⅱ级或Ⅱ级以上要求;
(2)二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应符合本规范 8.2.6条中B级检测的III级或III级以上要求。
(3)三级焊缝应根据设计要求进行相关的无损检测。
8.2.6 超声波检测应符合以下规定:
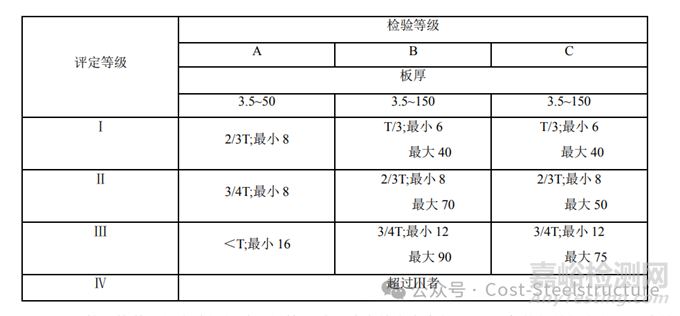
1)对接及角接焊透或局部焊透焊缝检测的检验等级应根据质量要求分为A、B、C 三级,检验的完善程度A级最低,B级一般,C级最高,应根据结构的材质、焊接方法、使用条件及承受载荷的不同,合理的选用检验级别。
2)对接及角接焊透或局部焊透焊缝检测的检验范围的确定应符合以下规定:
(1)A级检验采用一种角度的探头在焊缝的单面单侧进行检验,只对能扫査到的焊缝截面进行探测,一般不要求作横向缺欠的检验。母材厚度大于50mm 时,不得采用A级检验。
(2)B级检验原则上采用一种角度探头在焊缝的单面双侧进行检验,受几何条件限制时,可在焊缝单面、单侧采用两种角度探头(两角度之差大于15 度)进行检验。母材厚度大于 100mm 时,采用一种角度探头进行双面双侧检验,受几何条件限制时,可在焊缝单面双侧,采用两种角度探头(两角度之差大于15 度)进行检验,检验应覆盖整个焊缝截面。条件允许时应作横向缺欠检验。
(3)C级检验至少应采用两种角度探头在焊缝的单面双侧进行检验。同时应作两个扫查方向和两种探头角度的横向缺欠检验。母材厚度大于100m时,采用双面双侧检验。其他附加要求是:
a)对接焊缝余高应磨平,以便探头在焊缝上作平行扫查;
b)焊缝两侧斜探头扫查经过母材部分应用直探头作检查;
c)焊缝母材厚度大于等于100mm,窄间隙焊缝母材厚度大于等于40mm时,一般增加串列式扫查,扫查方法见附录C。

表 8.2.6-2 超声波探伤缺欠等级评定
8.2.7 射线探伤应符合以下规定:
射线探伤应符合现行国家标准《钢熔化焊对接接头射线照相和质量分级》GB/T3323 的规定,射线照相的质量等级应符合B级的要求。
一级焊缝评定合格等级应为《钢熔化焊对接接头射线照相和质量分级》GB/T 3323 的Ⅱ级及Ⅱ级以上,二级焊缝评定合格等级应为《钢熔化焊对接接头射线照相和质量分级》GB/T3323的III级及III级以上。
【说明】
射线探伤作为钢结构内部缺陷检验的一种补充手段,在特殊情况采用,主要用于对接焊缝的检测,按 GB/T 3323 标准的有关规定执行。
8.3 需疲劳验算结构的焊缝质量检验
8.3.2 无损检测的基本规定应符合以下规定:
3)对接焊缝除应用超声波探伤外,尚须用射线抽探其数量的10%(并不得少于一个接头)。
探伤范围为焊缝两端各 250~300m,焊缝长度大于 1200mm,中部加探 250~300mm。
当发现裂纹或较多其他缺欠时,应扩大该条焊缝探伤范围,必要时可延长至全长。进行射线探伤的焊缝,当发现超标缺欠时应加倍检验。
4)用射线和超声波两种方法检验的焊缝,必须达到各自的质量要求,该焊缝方可认为合格。
8.3.3 超声波检测应符合以下规定:
1、无损检测技术要求可按现行《钢焊缝手工超声波探伤方法和探伤结果分级》GB/T11345执行。
2、检测范围和检验等级应符合表 8.3.3-1的规定。
距离一波幅曲线及缺欠等级评定应符合表8.3.3-2及8.3.3-3的规定。

8.3.4 射线检测应符合以下规定:
焊缝的射线检测应符合现行国家标准《钢熔化焊对接接头照相和质量分级》GB/T 3323 的规定;
射线照相质量等级为B级,焊缝内部质量为Ⅱ级。
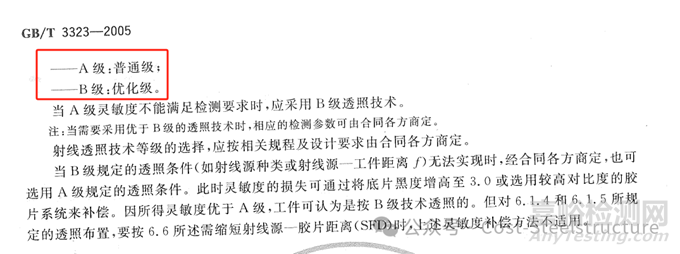
3.GBT3323金属熔化焊焊接接头射线照相
射线透照技术分级,射线透照技术分为两个等级:

4、JGT 203-2007 钢结构超声波探伤及质量分级法
5、GBT 29712-2013 焊缝无损检测 超声检测 验收等级
6、GBT 3323.1-2019 焊缝无损检测 射线检测 第1部分:X和伽玛射线的胶片技术
7、GBT 3323.2-2019 焊缝无损检测 射线检测 第2部分:使用数字化探测器的X和伽玛射线技术

来源:钢结构Cost-steelstructure


