您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-06-12 12:47
针对长期服役在高温高压高转速下的航空发动机空心涡轮叶片,常使用扰流柱结构来改善发动机叶片气冷结构,提高涡轮叶片的承温能力。某型心涡轮叶片采用等轴晶K465合金铸造。K465合金是一种等轴晶镍基铸造高温合金,W、Mo、Nb等难溶元素含量高,具有较高的承温能力、高强度和耐腐蚀性能,广泛应用于航空发动机涡轮叶片的制造。K465合金涡轮叶片、导向叶片等航空发动机关键件,受制备与铸造工艺,以及热处理工艺等因素影响,会存在残余应力甚至出现裂纹等缺陷。
对于航空发动机零部件, 常采用射线检测和渗透检测对涡轮叶片内部和外表面进行质量控制。扰流柱结构存在于叶片内腔中,其结构复杂,受空心结构、渗透液施加方法等因素的影响,扰流柱周围会截留渗透液,造成荧光背景干扰。对此,中国航发北京航空材料研究院的研究人员对某型K465高温合金涡轮叶片进行了渗透检测,并利用体视显微镜和扫描电镜等方法对扰流柱荧光显示进行了分析,探讨了渗透检测对扰流柱缺陷检测的可行性,为该型涡轮叶片生产研制和使用过程中的缺陷检测及其检测工艺的制定奠定了基础。
试验材料与方法
选用带有荧光显示的扰流柱报废叶片进行试验,使用后乳化三级灵敏度渗透液对零件进行检测,使用丙酮擦拭后确定显示位置;后对有显示部位进行两次机加工切割,再次检测确定其是否为非相关显示;使用体视显微镜对扰流柱缺陷位置和特征进行宏观形貌分析;在扫描电子显微镜下分别对扰流柱缺陷特征进行微观分析。扰流柱结构如图1所示。
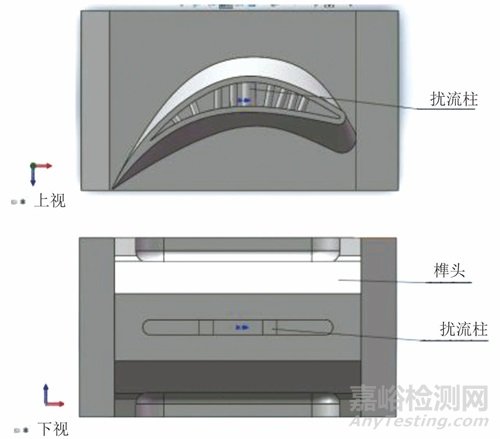
图1 扰流柱结构示意
渗透检测试验
选用的叶片为K465等轴高温合金毛坯铸件,表面平整且有空心内腔,渗透检测工艺应选用静电喷涂方法施加高灵敏度型后乳化荧光渗透液,选择I类D法。预清洗采用水基清洗剂,超声波震荡清洗10分钟;采用静电喷涂法施加ZL-27A型渗透液,渗透时间为20分钟;之后采用去离子水去除渗透液,水压为0.25 MPa;乳化采用ZR-10B型乳化剂,乳化时间为1分钟;在55 ℃烘箱烘干20分钟;采用ZP-4B干粉显像30分钟;在黑光灯下检验,38 cm处黑光强度>1500 μW·cm-2。
干粉显像结束后,在黑光灯下观察发现扰流柱上有大量荧光显示,由于叶尖至显示位置距离约为3 cm,无法使用毛刷等常用工具对其进行有效擦拭,为对显示进行进一步判断,故对叶尖进行线切割,使扰流柱位于叶尖下方1 cm处。使用酒精-丙酮混合液对零件进行超声波清洗,确保将内腔的残留油污去除,再次使用上述工艺对零件进行渗透检测,线切割后的渗透检测结果如图2所示。
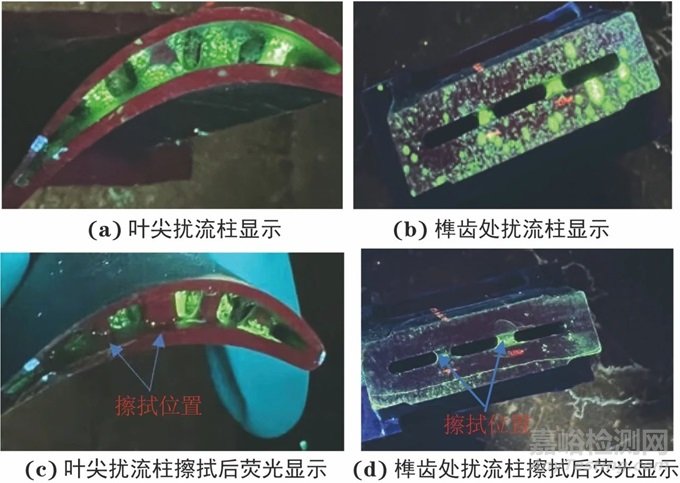
图2 叶片零件线切割后的渗透检测结果
去除叶尖和榫头多余部分后再次进行渗透检测发现扰流柱显示位置和大小和原始状态保持一致,即线切割并没有干扰扰流柱表面状态,扰流柱上的缺陷没有发生变化。
分析图2(a)和(c)发现,对叶尖荧光显示擦拭后,在扰流柱和叶片连接处仍然有点状显示,可以确定为缺陷;但是靠近进气边的扰流柱仍然有显示,无法判断是否为相关显示,下层扰流柱的荧光显示仍会影响判断。
分析图2(b)和(d)发现,对榫头荧光显示擦拭后,扰流柱有线性显示,可以确定为缺陷,但是无法对该线性显示进行定性判断,需要借助体视显微镜和电子显微镜进行进一步的观察分析。
为了进行体式观察,将扰流柱进行二次切割,对切割后的零件进行渗透检测,擦拭掉扰流柱上的多余渗透液后可以清晰看见点状显示和线性显示,切割后的渗透检测结果如图3所示。
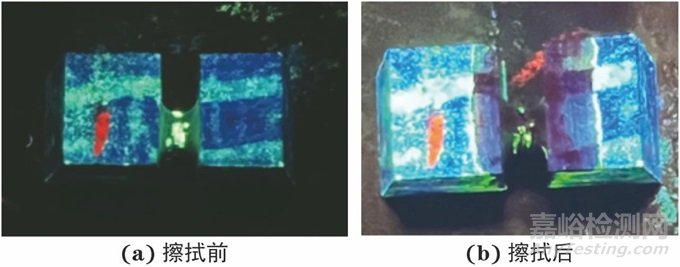
图3 扰流柱二次切割后的渗透检测结果
针对不确定的荧光显示,常采用酒精或丙酮擦拭的方法,若擦拭后仍然有反渗现象,则判断该显示为缺陷。常用的擦拭工具有棉球、毛刷等。
棉球常用于擦拭表面渗透剂,由于棉花的松散特性,其附着的丙酮少,可以获得良好的背景,缺点是只能对平整表面进行擦拭,无法对复杂结构进行擦拭。
毛刷蘸取丙酮可以对复杂结构进行擦拭,其缺点是难以控制丙酮的蘸取量,且丙酮被污染后会出现荧光背景干扰。
由于扰流柱位于叶片内部,研究人员采用的是描金笔中灌入丙酮的擦拭工具。描金笔笔头长度为3 cm,可以深入复杂结构中进行擦拭,笔头的书写方式控制了每次擦拭时丙酮的溢出量,可以做到擦拭后具有良好的荧光背景。
缺陷形貌观察分析
根据渗透检测结果对含有缺陷的扰流柱进行分析,在体视显微镜下观察扰流柱转角处有荧光显示的区域,其检测结果如图4所示,可以观察到扰流柱上布满不规则凸起和凹坑, 同时可以观察到裂纹和孔洞的形貌,裂纹长度约为0.5 mm。
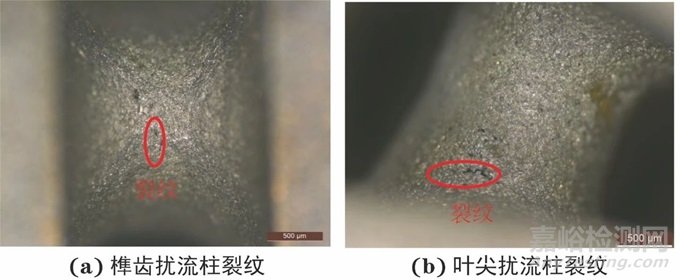
图4 扰流柱荧光显示区域体视显微镜检测结果
开口显示区电子显微镜扫描结果如图5所示,打开具有缺陷的扰流柱断口,将开口放大可见缺陷显示开口,可见靠近柱体表面荧光显示部分为不规则的孔洞,孔洞表面为熔融特征,未见断裂痕迹,判断荧光显示原因为孔洞出现在零件表面。
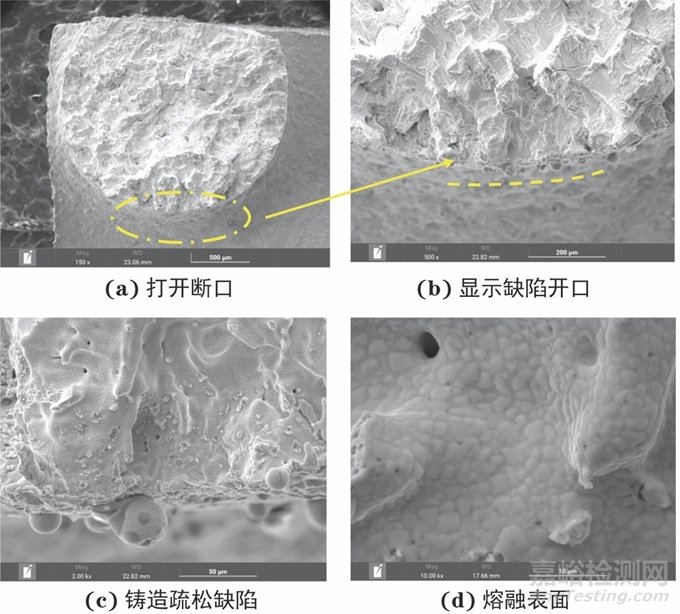
图5 扰流柱开口显示区电子显微镜扫描结果
内部断口电子显微镜扫描结果如图6所示,可见扰流柱内部断口大部分区域为沿枝晶断裂及部分不规则孔洞,孔洞表面形貌与表面荧光显示处孔洞的一致,认为该不规则孔洞为铸造缺陷。而K465高温合金铸件采用的是铝基型芯浇筑的方法,会使得扰流柱产生较大的铸造应力,分析开口显示区和断口特性,可知铸造缺陷为疏松和裂纹。

图6 扰流柱内部断口电子显微镜扫描结果
结束语
针对某型号空心涡轮叶片叶尖和榫齿外侧扰流柱表面有荧光显示的问题,首先对其渗透检测结果进行分析,然后采用扫描电镜观察其微观形貌进行验证,发现K465等轴高温合金涡轮叶片扰流柱上的荧光显示,部分为扰流柱结构造成的非相关显示,也有缺陷带来的真实显示,需要使用合适的擦拭手段对显示进行判断。对比几种擦拭方法得出结论,使用丙酮擦拭笔对扰流柱显示进行擦拭可以获得良好的背景,同时能明显观察到缺陷处的反渗现象。
试验结果表明,此型号高温合金叶片扰流柱表面大面积荧光显示主要是铸造工艺造成的表面不连续,圆形显示为疏松,线性显示为裂纹。对于空心涡轮叶片扰流柱等内腔结构的荧光渗透检测,若发现内腔结构有荧光显示,应进行擦拭后再判断,避免缺陷的漏检。

来源:无损检测NDT


