您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-06-27 17:51
热冲压模具通常在高温高载荷下服役,其表面在工件高温冲压成型过程中会承受较大的摩擦力,易发生磨损而失效。因此,提高模具材料的耐磨性能是延长热冲压模具寿命的关键因素之一。喷丸作为一种常见的表面处理工艺,具有操作简单、成本低廉等优点,在工业生产中得到了广泛应用。传统的气动喷丸通过高压空气带动丸粒持续冲击工件表面,实现加工硬化和细晶强化,并引入残余压应力层,从而显著提高工件的耐磨性能、耐腐蚀性能和抗疲劳性能等。研究表明,喷丸能够改善热作模具钢的室温耐磨性能。CHANG等研究发现,与未喷丸相比,经过喷丸处理的H13钢在磨损前期具有更优异的耐磨性能,但随着磨损过程的进行,表面强化层被磨穿,喷丸带来的强化效果迅速消失。ZHI等研究发现,喷丸处理引起的表面硬度提高是改善5CrNiMo热作模具钢摩擦磨损性能的关键因素,此外丸粒冲击形成的凹坑能储存润滑液,对提高摩擦磨损性能有利。
热冲压模具通常在高温环境下服役,在高温磨损过程中伴随着材料的氧化和软化,磨损机制相比室温更复杂。刘莉莉等研究发现,在磨损试验温度低于200℃时,喷丸45钢试样的耐磨性能优于未喷丸试样,但当温度升高至 400~500 ℃时,喷丸强化层发生回复与再结晶,导致喷丸强化效果急剧减弱,喷丸试样的耐磨性能与未喷丸试样接近。MEDVEDEVA等研究发现:在高温下喷丸形成的塑性变形层回复以及残余应力释放与材料的热稳定性密切相关;相较于低合金钢,H13钢具有更强的抑制喷丸引起的位错重排和湮灭的能力,其喷丸试样在500℃保温50h后仍能保持较高的残余压应力和微应变。目前,关于喷丸对热作模具钢摩擦磨损性能影响的研究大多局限于室温条件,在高温条件下的研究尚不充分。为此,作者对4Cr5Mo2V热作模具钢进行喷丸处理,分析了喷丸对该钢力学性能及高温摩擦磨损行为的影响,以期为喷丸工艺在热冲压模具领域的应用提供试验参考。
1、 试样制备与试验方法
1. 1 试样制备
试验材料为退火态4Cr5Mo2V热作模具钢,由江苏某特钢厂提供,化学成分见表1。对试验钢进行热处理,热处理工艺为1030℃保温30min,油冷至室温,590 ℃回火2h,回火处理2次。回火后试验钢硬度在 50~52HRC。将热处理后的试验钢加工成如图1所示的摩擦磨损试样。采用BX-MT800型气动喷丸机对摩擦磨损试样进行喷丸处理,采用粒径为0.3mm的钢丝切丸,硬度为 55~ 62 HRC。喷丸工艺为3道次复合喷丸,每道次的喷丸强度分别为 0.4,0.2,0.1mm(A型试片的弧高值),每道次喷丸的覆盖率为100%。
表 1 4Cr5Mo2V钢的化学成分

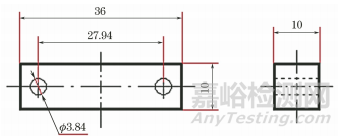
图1 摩擦磨损试样的形状与尺寸
1.2 试验方法
采用 Bruker光学轮廓仪观察喷丸前后试样的表面三维形貌 ,并测试表面粗糙度Ra。采用 MH- 500型显微硬度计测试喷丸前后试样表面及截面的显微硬度,载荷为1N,保载时间为10s。采用 X-350AX型应力测试仪测试喷丸前后试样截面的残余应力,利用电解抛光法对试样进行剥层后测试,腐蚀液为体积分数7%的盐酸乙醇溶液,电流为0.3A。利用 Zesis Supre40型场发显微镜(SEM)观察喷丸前后的试样截面形貌。在UMT-3型线性往复式高温摩擦磨损试验机上进行摩擦磨损试验,对磨材料为直径9.5mm的SiC陶瓷球,硬度为2800HV,试验温度分别为100,300,500℃,载荷为20N,滑移频率为5Hz,摩擦时间为1h,总滑移距离为360m,每组试验进行3次。采用 BrukerContourGT-K型光学轮廓仪测定试样的磨损体积,参考文献计算磨损率Ws,计算公式为

式中:V 为磨损体积;p为摩擦载荷;l为总滑移距离。
采用SEM观察磨损表面和截面的微观形貌,并用附带的OXFORD能谱仪(EDS)进行微区成分分析。采用D/max2500型X射线衍射仪(XRD)对磨损表面进行物相分析,采用铜靶,Kα 辐射,工作电压为40kV,工作电流为 250mA,扫描范围为 20°~ 80°,扫描速率为 2 (°) ·min-1。
2、 试验结果与讨论
2. 1 表面形貌和显微组织
由图2可知:未喷丸试样表面分布着磨床加工痕迹,磨痕呈平行排列,表面粗糙度Ra为0.364μm;喷丸试样表面受丸粒冲击,形成尺寸不一的弹坑,Ra提高到0.766μm。喷丸前后试样的表面粗糙度均符合热冲压模具的使用要求(Ra小于0.8μm)。由图3可以看出:未喷丸试样的组织为回火马氏体;喷丸试样的表层组织细化,形成厚度为15~20μm的塑性变形层,组织为沿表面方向的流线形组织,亚表层晶粒呈现扁平状。
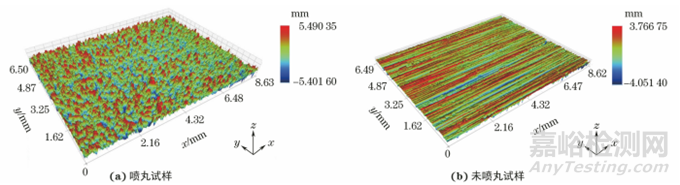
图2 喷丸试样和未喷丸试样表面的三维形貌
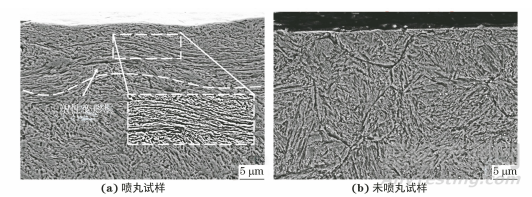
图3 喷丸试样和未喷丸试样截面SEM 形貌
2.2 显微硬度和残余应力
由图4可知:随着距表面距离的增加,未喷丸试样的显微硬度保持稳定,约为520 HV,而喷丸试样的显微硬度呈降低趋势,表面显微硬度约为 600HV,硬化层厚度达到了约145μm;2种试样表层均存在残余压应力。由于磨床加工的作用,未喷丸试样表层产生残余压应力,且压应力随着距表面 距离的增加而减小,表面的残余压应力最大,约为 200MPa,残余压应力层厚度约为 80μm。喷丸后试样的表面残余压应力增大至 857MPa,且残余压应力随着距表面距离的增加先增大后减小,在距表面35μm处达到最大,为 1140MPa,残余压应力层厚度约为140μm。
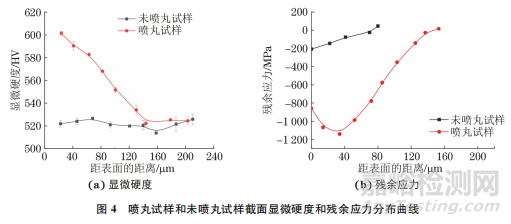
图4 喷丸试样和未喷丸试样截面显微硬度和残余应力分布曲线
2.3 高温摩擦磨损性能
当试验温度为100,300,500 ℃时,喷丸试样的磨损率分别为0.25×10-5,1.06×10-5,0.29×10-5mm3·N-1·m-1,未喷丸试样的磨损率分别为0.43×10-5,1.28× 10-5,0.79× 10-5 mm3·N-1· m-1。可见:随着试验温度的升高,喷丸试样和未喷丸试样的磨损率均呈先增后减的趋势,且均在300℃下较高;喷丸试样的磨损率均低于未喷丸试样。与未喷丸试样相比,在 100,300,500℃下喷丸试样的磨损率分别降低了41.8%,17.1%,63.3%。可见,在300℃下喷丸处理的减磨作用不显著,500℃下减磨效果最显著。
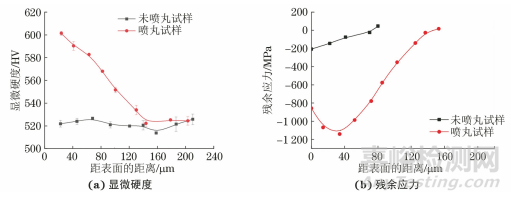
图 4 喷丸试样和未喷丸试样截面显微硬度和残余应力分布曲线

图5 未喷丸试样和喷丸试样在不同温度下磨损后的表面形貌
由图5可见:在100℃下磨损后,未喷丸试样和喷丸试样表面均呈撕裂状,并存在沿摩擦方向分布的沟槽状磨痕,同时还存在少量细小磨屑;未喷丸试样表面形成深犁沟,导致基体发生分层;二者的磨痕表面均出现深色块状区域,EDS(点1)分析显示其成分(质量分数/%)为56. 8Fe,29.2O,6. 8C,2.9Si,2.2Cr,1. 8Mo,0. 1Mn,0.1V,可知该区域主要为铁元素和氧元素,推测是铁的氧化物。虽然此时的试验温度较低,但摩擦过程产生的摩擦热使磨损表面一些接触凸起处达到了闪点温度,同时摩擦过程中氧化反应的激活能低于静态氧化的热激活能,因此形成了摩擦氧化物;随后,在摩擦力的持续作用下,局部氧化物脱落,产生了一些细小的颗粒状磨屑。当试验温度升至300℃时,2种试样的磨损表面均出现大量氧化物磨屑,片状氧化物减少且边界碎裂,表明此时摩擦氧化物剥落严重;由于此时温度仍较低,新鲜基体未能被快速氧化,而被磨屑反复犁削,因此形成了大量犁沟状痕迹。当试验温度达到500℃时,试样表面均被连续的氧化物覆盖。根据氧化磨损理论,表面氧化层通过阻碍摩擦副间的直接接触起到减摩作用,因此2种试样在 500 ℃下的磨损率均低于300℃下的磨损率。500℃下未喷丸试样的表面氧化层破碎和剥落现象明显,并在剥落处留 下了许多大尺寸的氧化物磨屑。在高温下当氧化层剥落后,基体迅速氧化,形成氧化-剥落交替的动态过程,从而造成未喷丸试样表面氧化物分层现象,氧化磨损较严重。喷丸试样磨损表面形成了较为光滑、致密的氧化层,氧化层表面仅出现少量犁沟状磨痕,处于轻微氧化磨损阶段。由图6可知,500℃下喷丸试样和未喷丸试样磨损表面的氧化物种类相似,主要是 Fe2O3、Fe3O4 和少量 FeO,但喷丸试样表面的氧化物含量明显较高,这可能是喷丸强化在试样表面引入大量缺陷,促进了氧化反应的进行。
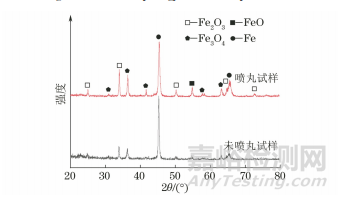
图 6 未喷丸试样和喷丸试样在 500℃下磨损后表面的 XRD谱
由图 7可见:在 100℃下,种试样的磨损表层均存在不连续的氧化物,氧化物层厚度为 2~3μm,并且表面均出现磨粒犁削的坑状痕迹,但喷丸试样磨损表面更平整。随着试验温度升高至 300℃,未喷丸试样塑性变形区域出现水滴状氧化物,而内部裂纹在后续摩擦中扩展,促使氧化物破碎与剥落,同时表面出现下陷的现象;而喷丸试样表面较平整。当试验温度达到 500 ℃时,2种试样表面均形成一定厚度的连续氧化层。未喷丸试样的氧化层及其与基体连接处存在较多裂纹,同时氧化层下方基体组 织出现严重的回复现象,板条状马氏体消失,大量碳化物析出。在磨球的挤压下,未喷丸试样基体塑性变形严重,在碳化物界面处形成应力集中,当应力达到临界值后,裂纹萌生并扩展至表面,氧元素通过裂纹进入基体,形成多层氧化物。喷丸试样磨损表面覆盖着连续、致密的单层氧化物,其厚度为3~ 5μm,氧化层表面较平整;氧化层下方基体仍保留板条马氏体特征,性变形层较薄,说明此时基体仍保持较高的硬度。

图 7 未喷丸试样和喷丸试样在不同温度下磨损后的截面形貌
2.4 高温摩擦磨损机制
高温摩擦磨损涉及多种磨损机制,其主要磨损机制随试验温度改变而改变。喷丸处理对不同温度下磨损机制的影响也具有显著差异。在100℃时,磨损机制主要包括磨粒磨损、黏着磨损和轻微氧化磨损。
材料的黏着磨损量与表面硬度呈反比;同时高硬度表面还能有效抑制磨粒的犁削。喷丸处理大幅提高了材料表面硬度,改善了材料表面抵抗黏着磨损和磨粒磨损的能力,有效降低了试样的磨损率。此外,喷丸引入的残余压应力能够抵消摩擦拉应力,阻碍疲劳裂纹产生,减少摩擦表面疲劳剥落。当试验温度升至300℃时,由于磨损表面的片状氧化物大量剥落 ,磨球与基体直接接触,使材料的磨损率大幅上升 ,磨痕深度随之增加。此时材料的磨损机制依然以磨粒磨损和黏着磨损为主。
当试验温度升到 500 ℃时 ,磨损表面被连续的氧化层覆盖,主要磨损机制为氧化磨损。耐磨性能与磨损表面氧化层的特征与基体组织的力学性能密切相关。当磨损表面形成致密、完整的氧化层,且基体保持较高的强度和硬度时,氧化层才能有效保护基体。在高温环境下,未喷丸试样磨痕下方基体组织出现了严重的回复现象,导致基体强度和硬 度大幅降低,而喷丸试样基体组织具有良好的热稳定性,仍保持板条马氏体的特征 。由图 8 可见,在 500℃磨损条件下,2种试样均发生软化。未喷丸试样表面硬度下降至约 380 HV,软化层厚度约为200μm;喷丸试样表面硬度约为480HV,且软化层较薄,厚度约为 80μm。未喷丸试样的软化基体无法支撑表面氧化层,导致氧化层在磨球的挤压下产生严重破碎和剥落,氧元素更易接触基体,使基体内部氧化,引起应力集中,加剧裂纹扩展,使得氧化层进一步剥落,导致高磨损率。根据魏敏先的磨损机制转变理论,在500 ℃下未喷丸试样正处于由轻微氧化磨损向严重氧化磨损过渡的阶段。喷丸处理后的表面塑性变形层具有更强的热稳定性,因此喷丸试样能够保持较高的硬度,为表面氧化层提供有效支撑,减少氧化层的破碎和剥落,使裂纹不易在基体内部产生;此时喷丸试样发生轻微氧化磨损。通过测定磨痕表面的残余应力可知,喷丸试样磨痕表面存在 631.5MPa的残余压应力。4Cr5Mo2V钢较高的热稳定性使喷丸引入的残余压应力未完全释放 。残余压应力可以抵消部分摩擦产生的剪切拉应力,有效抑制基体中裂纹的萌生和扩展,阻碍多层氧化物的出现,推迟轻微氧化磨损向严重氧化磨损的转变,显著提高材料的耐磨性能。

图 8 未喷丸试样和喷丸试样在 500℃下磨损后的截面硬度分布曲线
3、 结 论
(1) 喷丸处理使4Cr5Mo2V钢表面粗糙度由0.364μm增大到0.766μm,表面形成厚度为15~20μm的塑性变形层和厚度约为145μm的硬化层以及明显的残余压应力层,表面硬度由 520 HV提高到约 600 HV,最大残余压应力由约200MPa增大到1140MPa,残余压应力层厚度由约 80μm增大到约140μm。
(2) 喷丸处理降低了4Cr5Mo2V钢的磨损率,在试验温度分别为100,300,500 ℃时,与喷丸前相比,喷丸后的磨损率分别降低了41.8%,17.1%, 63.3%,喷丸对该钢在500 ℃下耐磨性能的改善效果最显著。
(3) 在100, 300℃下磨损后,喷丸前后4Cr5Mo2V钢的磨损机制均主要为黏着磨损和磨粒磨损,在500 ℃下磨损后,磨损机制主要为氧化磨损,与喷丸前相比,喷丸后该钢仍能保持较高的硬度和残余压应力,同时表面氧化层更致密稳定,耐磨性能更好。
作者:牛 童1,2,王昕宇1,2,彭睿智1,2,吴晓春1,2,3
工作单位:
1. 上海大学 ,材料科学与工程学院
2. 省部共建高品质特殊钢冶金与制备国家重点实验室
3. 上大鑫仑材料科技(广东) 有限公司
来源:《机械工程材料》2024年3期

来源:机械工程材料


