您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-07-03 08:40
导语
提高发动机效率是航空领域研究的重点,气流泄漏会降低发动机的效率,因此减少泄漏对于航空发动机的发展具有重要意义。通常在旋转部件和静止部件之间设计密封系统以避免气流发生泄漏。其中一种密封系统称为篦齿密封,由旋转部件上的篦齿和静止部件上的衬套组成。在不对称旋转部件发生重大损伤或磨损时,带有可磨耗材料的衬套可以使篦齿鳍片发生摩擦,同时保持有效的密封界面。采用控制密封结构间隙来降低气体泄漏的方法经济、有效。为了防止转子与静子金属对磨产生过高的温度,一般将篦齿顶端加工成薄带结构。在篦齿顶端等关键部位制备防护涂层,以避免最开始转动时的切入以及瞬态极端操作时产生的对磨对发动机造成损坏,并减小零件的磨损程度。制备防护涂层可以延长篦齿的使用寿命、降低其维护成本。
通常采用表面处理法制备金属表面耐磨防护涂层,表面处理法包括物理气相沉积(PVD)、化学气相沉积(CVD)、化学镀和复合电沉积等,其中复合电沉积是生产金属基复合涂层最重要的技术之一,其具有工艺简单、沉积速率较快等优点。含有固体颗粒的涂层,如SiC、Al2O3、WC、碳纳米管(CNT)和金刚石等具有较好的耐磨性和分散硬化性能。立方氮化硼(cBN)具有类似于金刚石的优异物理和化学特性,如高硬度、高热导率、大带隙和高击穿场强等,因此cBN颗粒常被选为增强涂层耐磨性能的第二相。在篦齿型面等部位制备主动切削涂层的技术国外已发展较为成熟,相关产品已成熟应用于新一代航空发动机中,cBN因具有良好的切削性、耐高温性及电沉积适应性,成为国外航空发动机组件主动切削涂层中最常使用的切削相。但在篦齿表面制备复合电沉积Ni-cBN 主动切削涂层的公开报道较少。研究人员制备了Ni-cBN复合电沉积涂层,研究了涂层的组织、结合强度、抗热震性能及涂层对基体力学性能的影响,并验证了复合电沉积工艺的效果。
1、 试验材料及方法
1.1 试验材料
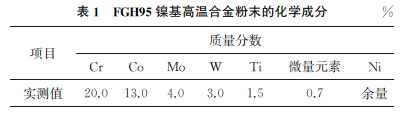
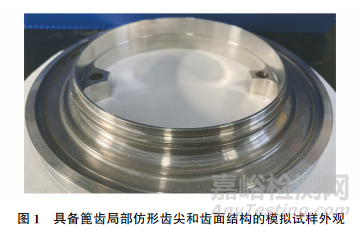
试样基体材料选用FGH95镍基高温合金,将雾化高温合金粉末进行热等静压成型后,再锻造成型。制造出的高温合金粉末的化学成分如表1所示。在600℃工作条件下,FGH95镍基高温合金具有优异的综合力学性能。对尺寸(直径×厚度,下同)为25mm×4mm的试样进行显微组织分析和结合强度测试。对具备篦齿局部仿形齿尖和齿面结构的模拟试样进行涂层抗热震性能测试(见图1)。
1.2 涂层制备
在对试样进行复合电沉积前,先用丙酮超声清洗试样表面,以除去表面油污。使用氯化镍冲击镀液体系作为涂层冲击预镀液,制备预镀层,以提高基体与Ni-cBN涂层的结合力。采用瓦特镀液体系将磨料颗粒均匀、完整地镀覆在试样表面。使用的磨料颗粒为单晶立方氮化硼,名义粒度为140目(1目=25.4mm)。复合电沉积完成后采用真空热处理炉对复合电沉积涂层进行热处理,以消除涂层内部应力,热处理工艺为:真空度不低于5×10-3Pa,以10℃/min升温速率升至400℃后保温2h,随炉冷却。
1.3 试验方法
1.3.1 显微组织观察
使用扫描电子显微镜(SEM)对涂层厚度、Ni层厚度、涂层中cBN粒度、cBN埋深进行观察,并观察篦齿模拟试样截面的Ni-cBN涂层组织。
1.3.2 结合强度测试
首先在尺寸为25mm×4mm的FGH95试样一面制备Ni-cBN涂层,利用钎焊的方法将圆片有、无涂层的两个圆分别焊接在两根尺寸为25mm×50mm的316不锈钢接头上;随后依据GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》将该钎焊试样加工成拉伸试样,并对试样进行抗拉强度测试。由于Ni-cBN涂层的结合强度一般低于涂层与不锈钢钎焊结合强度,也低于FGH95基体与不锈钢钎焊结合强度,施加拉力后,涂层首先会从内部或与FGH95的界面处断开,因此可以通过这种方法来判断Ni-cBN涂层的结合强度。
1.3.3 抗热震性能测试
使用风冷热震的方法对试样进行涂层抗热震性能测试,具体测试方法为:将带有Ni-cBN涂层的试样放入600℃马弗炉中,保温10min后去除,采用常温压缩空气进行风冷降温3min,然后再次将试样放入600℃马弗炉中保温,如此循环1200次或至涂层脱落。
1.3.4 涂层对基体力学性能的影响
依据GB/T228.1—2010将FGH95合金基体加工成拉伸和持久力学性能试样,采用复合电沉积工艺在试样标距区外表面制备Ni-cBN涂层,分别依据GB/T 228.1—2010和GB/T 228.2—2015《金属材料 拉伸试验 第2部分:高温试验方法》对带有涂层的力学试样进行室温和高温(650℃)拉伸试验,以及高温持久力学性能测试。
2、 试验结果
2.1 显微组织形貌
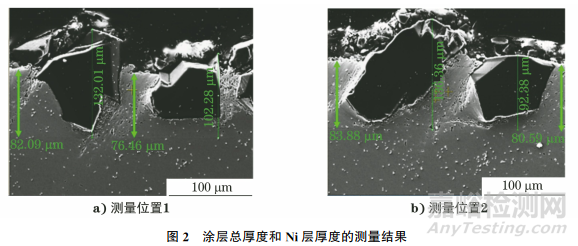
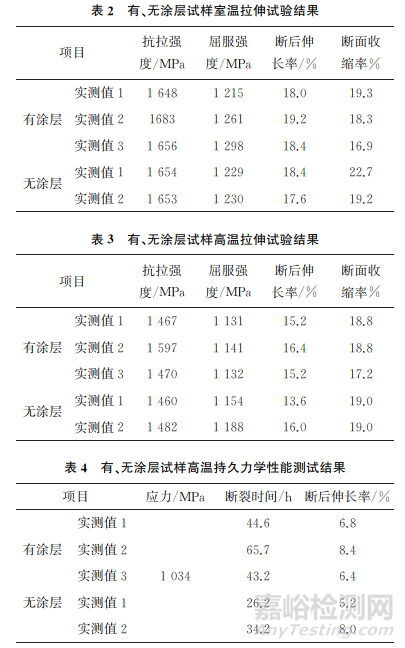
涂层总厚度和Ni层厚度的测量结果如图2所示,涂层总厚度由颗粒最高点到基体的距离决定。由表2可知:试样涂层总厚度分别为132.01,102.28,136.38,92.38μm,平均厚度为115.76μm;试样 Ni层厚度分别为82.09,76.46,83.88,80.59μm,平均厚度为80.76μm。
2.2 结合强度
对Ni-cBN涂层钎焊试样进行抗拉强度测试,试样拉断后,断裂面均位于Ni-cBN涂层部位(见图3)。试样的抗拉强度测试结果为160~181.8MPa。断裂面均位于Ni-cBN涂层部位,因此试样的抗拉强度即为涂层结合强度。

2.3 抗热震性能
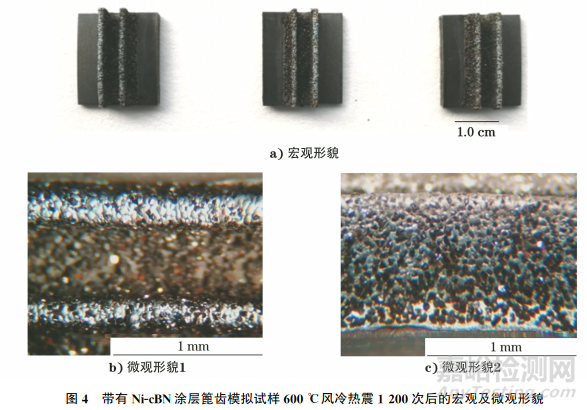
图4为带有Ni-cBN涂层篦齿模拟试样600℃风冷热震1200次后的宏观及微观形貌。由图4可知:在经历了600℃风冷热震1200次后,篦齿模拟试样表面Ni-cBN涂层未发生开裂或涂层剥落现象,涂层整体保持完好,说明篦齿型面 Ni-cBN主动切削涂层具有良好的抗热震性能。
2.4 涂层对基体力学性能的影响
分别对有、无涂层的试样进行室温和高温拉伸试验,以及高温持久力学性能测试,结果如表2~4所示。
由表2~4可知:有涂层试样的室温和高温拉伸性能,以及高温持久力学性能和无涂层试样基本相当,制备Ni-cBN涂层未对FGH95基体的室温和高温力学性能造成不利影响。
3、 复合电沉积工艺验证
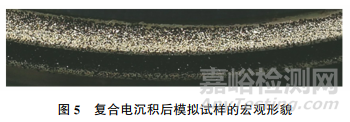
对模拟试样进行复合电沉积处理,复合电沉积后模拟试样的宏观形貌如图5所示。由图5可知:模拟试样表面Ni-cBN主动切削涂层外观良好、致密且均匀分布,涂层无裂纹、金属瘤、漏镀、翘起及剥落等现象,镀覆效果均匀。
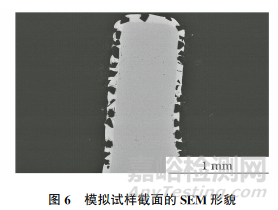
在模拟试样的截面切取试样,试样的SEM形貌如图6所示。由图6可知:Ni层在篦齿型面上的厚度为50~120μm,涂层与基体结合紧密,cBN颗粒在齿状结构上分布均匀,Ni层与cBN颗粒各个接触面均紧密结合。
4、 结论
采用复合电沉积工艺在FGH95镍基高温合金和模拟试样表面制备了平均厚度为115.76μm的Ni-cBN 主动切削涂层。涂层与基体结合紧密,涂层结合强度大于160MPa。涂层抗热震性能优异,600℃热震1200次后Ni-cBN涂层无裂纹及涂层剥落现象,涂层保持完好。涂层对 FGH95基体力学性能无明显影响。
复合电沉积工艺可在复杂型面篦齿表面制备与基体紧密结合、cBN颗粒分布均匀的Ni-cBN涂层,对复杂型面篦齿形成完整保护。
作者:王帅1,2,3,郭睿1,2,3,黄凌峰1,2,3,刘建明1,2,3
单位:1.矿冶科技集团有限公司;
2.北京市工业部件表面强化与修复工程技术研究中心;
3.特种涂层材料与技术北京市重点实验室
来源:《理化检验-物理分册》2024年第5期

来源:理化检验物理分册


