您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-08-19 08:55
1、产品介绍
机械手臂是由履行系统、驱动系统、操控系统等几大部分组成,是靠伺服模块和运算基板来传输数据相位等参数,以控制伺服电机来完成各种复杂动作。
目前,随着自动化机械手臂工艺多样化,功能逐步提升,它的应用也越来越广泛,但是随之而来的 EMI问题也逐步显现出来, 产品中多个功模块都会产生极强的电磁辐射,比如高功率的供电系统,驱动板继电器通断切换产生的脉冲杂讯,还有伺服器本身单体EMI 不合格而产生的耦合效应,等诸多因素,都会造成产品最终EMI 检测不合格。
2、项目背景
最近接到一个机械手臂降低 EMI 成本的典型案例。
该产品为五轴机械手臂(如下图), 目标是要通过CQC自愿性认证,同时要满足欧美标准认证,由于产品在设计初期没有考虑到整机系统的EMI 防护,导致后期为通过法规标准的检测, 增加太多EMI 材料/器件,导致成本高,工艺复杂,无法批量生产。
针对上述问题,确定本次改善的目标是降低物料成本,通过法规测试,提升生产加工效率,保证批量生产作业性。
3、问题分析
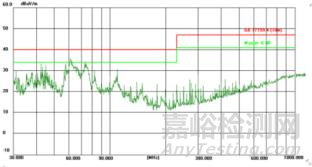
针对之前复杂的EMI 对策工艺,决定取消所有原对策,做一个初始评估,机器初始数据如下:
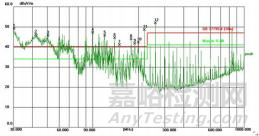
根据数据分析杂讯分布:
数据30MHz~200MHz 频率区间,Broad bandwidth 宽带频段,基本是电源系统的问题;
数据90MHz~700MHz 频率区间,有规律的倍频杂讯,判定是晶振或时钟信号的问题;
数据80MHz~150MHZ 频率区间,Narrow bandwidth 窄带频段,评估为线材耦合,或伺服电机驱动时导致的杂讯。
4、对策改善
根据以上的分析确定以下改善对策:
1, 从板级进行改善, 降低主板上的电磁辐射。
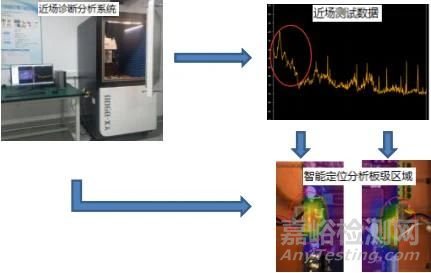
主板分析:使用 ES-67 诊断分析仪进行板级的近场测试分析,
首先,用设备的近场探头定位到主板各个区域,进行主板全方位近场扫描,数据显示 30MHz~60MHz 频率段较高;
然后,通过 ES-67 的智能分析软件,诊断定位这个频率段的主板区域位置,以下智能分析的图形显示,问题的根源在电源与数据信号的输入/输出端口区域(如下图红色区域);
这几个端口诊断出辐射偏高,而端口的连接线材直接延伸到屏蔽箱体之外,完全暴露在空间, 形成天线效应。
由此,我们就诊断出杂讯的源头与传输路径,下一步就是确定改善方案了。
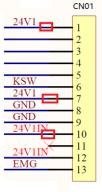
对策 1: 对主板 24V/3.3V,等电源输出端口(如下图端口位置)进行 L/C 滤波处理,对板上数据控制端口增加电容滤波,(根据数据频率点,选择器件规格,L 选择贴片FERRITE BEAD300 欧姆, C 选择贴片300pf/50V 左右。
在增加 FERRITE BEAD 同时增加电容下地滤波。
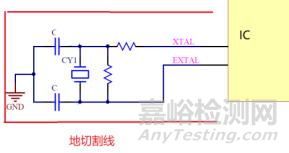
对策 2:对晶振时钟信号地进行切割,让晶振地在最短路径回到,IC 地,尽量保证不串扰到其它区域。
2、优化各类线材。
机器内部和外部的连接线材种类繁多,有些接地不良,有些屏蔽不到位,有些走线,方式错误, 等等问题导致相互干扰。
经分析做以下几方面的改善:
对策1:增加屏蔽线的接地锁付端子,让屏蔽层与数据地就近连接,形成最短回流路径。

对策2 :改善线材端子的接地方式。
线材屏蔽层与端子之间, 由之前的端点连接改为 360º金属环焊连接,可以最大 程度防止 clock 信号或 D+/D-差分共模杂讯发散。

对策3:优化线材长度与走线方式。
所有线材减短到最合理的需求长度,线材越长,增加耦合干扰的机会越大。
合理布局走线方式,所有走线避开干扰源周边,电源走线和信号走线分开固定。
对策4:对部分线材增加滤波器与磁环处理。
有些及时增加了 EMI 对策之后的线材,仍无法完全消除杂讯,需要对伺服器的
连接线和导轨外部线材增加磁环处理,磁环的位置需经过现场测试调试。
对策5:加强机箱屏蔽,增加密封性。
电源屏蔽机箱内的电源部分,虽然增加了滤波器,起到了很大的作用,但由于机箱
屏蔽效能不好,极大地降低了滤波器的功效,于是对机箱的开合缝隙的尺寸重新优化,缝隙
降低到 0.5mm 以内。
经过上述对策改善,重新测试结果 PASS,(下图数据),于是判定对策有效。
5、成本分析
那现在来对比一下改善对策前/后的成本/工艺:
1,材料费用:对策后,节省了 230 元人民币;
2,加工生产:对策后,降低人工成本,可批量生产,提高工作效率;
3,研发周期:对策后,缩短到 2 个月的 EMC 设计,加快研发进度。

6、总结与分享
当我们对一个产品进行 EMI 分析时,首先要从板级入手,评估 PCBA 是否依照 EMC
设计规范进行线路/器件的布局,虽然从板级入手可能会花费更多的时间和精力,但这是成本
最低,也是最适合批量生产的对策方案。
其次产品的结构,线材等周边布局要合理,这些区域是容易导致 EMI 辐射发散的重点
地方,整体走线合理(如高速数位信号线和模拟信号线分开,电源线和数据线分开,带有严
重串扰电磁杂讯的线材和其它线材分开,等等)。
其实 EMI 问题并不难解决,也并不是一定要增加很多成本,只要从板级问题出发,再
注意周边/结构的设计,就可以很顺利的解决 EMI 问题。

来源:华创电磁


