您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-08-25 17:15
什么是杯突试验
杯突试验是一种漆膜性能评价方法,用于评价漆膜在标准条件下变形后,其抗开裂、抗剥离、抗与金属底材分离的性能。
最初,杯突试验主要用来测定金属板材的强度和变形性能,若冲压出现裂纹,其压入深度即为金属板材的强度。测验金属底材上的漆膜,实际上就是在底材伸长的情况下,测定它的强度、弹性及其对金属的附着力。这对工业中需进行后成型的涂料(如汽车漆、卷钢涂料、罐头漆等)而言是必不可少的测试项目。
杯突试验相关标准
漆膜的杯突试验,参照GB/T 9753-2007《色漆和清漆 杯突试验》 (ISO 1520:2006, IDT) 进行,同时需结合金属材料的杯突试验标准GB/T 4156-2020《金属材料 薄板和薄带 埃里克森杯突试验》,来综合判断漆膜杯突试验性能。
检测方法要点介绍
1. 检测原理
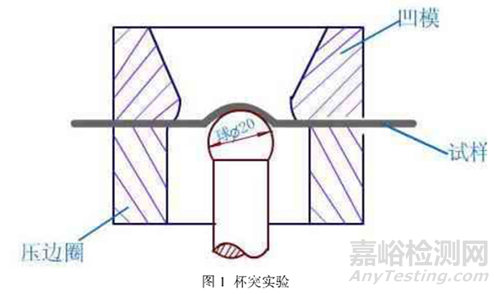
杯突试验是用仪器头部的一球形冲头,恒速地推向涂漆试板背面,以观察正面漆膜是否开裂或从底材上剥离。漆膜破坏时冲头压入的最小深度即为杯突指数(也称为埃里克森 (Erichsen) 数),以mm表示。它与耐冲击性所表现的性能不同。
2. 材料和仪器设备
杯突试验仪(如下图)

钢板:厚度0.30~1.25 mm;宽度与长度不小于70 mm。
3. 试验操作
将试板牢固的固定在仪器上,涂层面向冲膜。当冲头处于零位时,顶端与试板接触。调整试板,使冲头的中心轴线与试板的的交点距板的各边不小于35 mm。开启仪器,使冲头的半球形顶端以0.1~0.3 mm/s的恒速推向试板,直至达到规定深度或涂层出现开裂或从底材上分离时,停止冲头移动。

4. 结果表示
用正常视力检查涂层有无出现开裂及从底材上分离,如有需要可采用显微镜或10倍放大镜观察。
若按规定的冲陷深度进行试验,则当达到规定深度后取出试板,观察涂层有无出现开裂或从底材上分离,以“通过”或“未通过”评定;
若按测定引起破坏的最小深度进行试验时,则以涂层刚开始出现开裂或从底材上分离时的最小深度表示结果,并取两次平行测定一致的结果,精确至0.1 mm。
5. 注意事项
(1) 开始测定前,应确保冲头处于零位。
(2) 底材的材质、厚度、形状等应满足要求(参考GB/T 9721-2008《色漆和清漆 标准试板》),以免试验时底材与涂层一并开裂或先于涂层开裂。
(3) 若在涂层开裂或脱离底材前,底材本身就出现开裂,则本次实验结果可以报为优于引起底材开裂的压陷深度。
(4) 观察结果时,若需要采用显微镜或10倍放大镜观察,则应在试验报告中加以说明,以免与仅采用正常视力观察得到的结果进行错误比较。
杯突试验的影响因素
(1) 压模、垫模的尺寸的影响:模具的磨损对试验结果的影响较大,可能使试验结果提高0.4~0.6 mm,需要及时检查并维护。
(2) 冲头磨损的影响:冲头的磨损可以使杯突值降低,因此需经常检查,发现磨损及时更换。
(3) 夹紧力的影响:随着夹紧力的增加,杯突值逐渐减小,这主要是试验时材料的流动性所致。夹紧力愈大,置于压模和垫模之间的样品所受到的正压力也愈大,试样与模具间的摩擦阻力也愈大。摩擦阻力将阻碍材料的塑性变形,试样的变形仅限于压模和垫模之间未被挤压部分,因此使测出的杯突值偏小。
(4) 冲头上升速度的影响:试验时冲头上升速度必须缓慢,或在快要接近破裂时减慢速度,否则会由于惯性,冲头上升过快而使杯突值升高。因此冲头速度一定要缓慢,一般控制在5~20 mm/min为宜。

来源:涂料工业


