您当前的位置:检测资讯 > 生产品管
嘉峪检测网 2024-08-28 08:32
湿法制粒工艺是片剂、胶囊等剂型研发生产过程中最广泛用到的技术,相比干法制粒而言,湿法制粒对物料的理化性质依赖度较低,其可以在较大程度上改变物料的流动性和压缩性等性质。本文旨在介绍湿法制粒工艺的基础上,抓住关键工艺参数,采用正交试验设计,更加科学的优化湿法制粒工艺,提高自制制剂与参比制剂的体外溶出拟合度。
1、湿法制粒工艺
湿法制粒是用液体(水,有机溶剂,热熔等)作为粘合剂,靠粘合剂的桥架或粘结作用将包含药物的混合粉末制成颗粒,获得均匀度、流动性、压缩性等优异性能,以满足后续工序的要求。
湿法制粒工艺适用于对湿热稳定的药物,对湿热不稳定的药物可以采用有机溶剂作粘合剂来保证药物的稳定性。
2、关键质量属性(CQA)
(1)制剂的关键质量属性(CQA)
以片剂为例,关键质量属性(CQA)包括性状、鉴别、尺寸、片重、有关物质、含量均匀度、溶出度、溶出曲线、残留溶剂、水分、微生物限度、含量。
在片剂研发生产过程中,自制制剂和参比制剂溶出的拟合程度在一定程度上可能反映出BE的通过率,所以溶出往往更受研发工作者的关注。
(2)湿法制粒的关键质量属性(CQA)
湿法制粒的关键质量属性(CQA)包括性状、干燥失重、粒度分布、堆密度、晶型。其中粒度分布和堆密度与制剂溶出关系尤为密切。
3、关键物料属性(CMA)
(1)原料药关键物料属性(CMA)
原料药的关键物料属性(CMA)包括性状、干燥失重、粒径、粒度分布、堆密度、晶型,其中粒径、粒度分布和堆密度与制剂的溶出关系尤为密切。
(2)占比较大辅料关键物料属性(CMA)
占比较大辅料的关键物料属性(CMA)包括性状、干燥失重、粒径、粒度分布、堆密度,其中粒径和堆密度对生产过程中间产品的混合均匀性、流动性、可压性起着至关重要的作用。
4、关键工艺参数(CPP)
高剪切湿法制粒关键工艺参数(CPP)包括搅拌桨速度、切割刀速度、加液方式、加液量、加液速度(加液时间)、制粒时间。
(1)搅拌桨速度
搅拌桨速度通过影响颗粒的紧实程度、粒度分布及堆密度进而影响颗粒的流动性和可压性,最终影响制剂的溶出。
搅拌桨速度较高制得的颗粒:紧实程度高、粒径大、堆密度大、流动性好、可压性低,制剂溶出慢。
搅拌桨速度较低制得的颗粒:紧实程度低、粒径小、堆密度小、流动性差、可压性高,制剂溶出快。
搅拌桨速度适中制得的颗粒:紧实程度适中、粒径适中、堆密度适中、流动性适中、可压性适中,制剂溶出适中。
在放大生产中一般保持搅拌桨尖端角速度不变的前提下调整搅拌桨速度,通过ω2/ω1=(D1/D2)n计算即得,ω1、ω2分别代表放大前后设备的搅拌桨速度,D1、D2分别代表放大前后设备的搅拌桨直径,n是一个常数,取决于使用的放大规则:①对于恒定的弗劳德常数为0.5,②对于恒定的尖端速度为1.0,③对于恒定的经验剪切力为0.8。
(2)切割刀速度
切割刀速度同样也会影响到颗粒的紧实程度、粒度分布及堆密度,但影响程度较小,在实际研发生产过程中通常会使用经验转速。
(3)加液方式
加液方式分为泵入和喷液两种,物料水溶性成分较多时对加液方式相对敏感,若采取泵入加液时,物料局部过湿,水溶性物料会经历溶解-析出反复作用,导致制粒效果较差,喷液方式较为温和,则不会出现此类问题。
不同的加液方式对制得颗粒的粒径及粒径分布有着较大的影响。
一般而言:
泵入加液制得的颗粒:大颗粒较多、粒径分布较广。
喷液加液制得的颗粒:大颗粒较少、粒径分布较窄。
(4)加液量
加液量与物料的溶解性直接相关,物料水溶性成分较多时,润湿性较好,加液量则越少;物料水溶性成分较少时,润湿性较差,加液量则越多。
湿法制粒过程中经常出现的过度制粒问题与搅拌桨速度、加液量和制粒时间直接相关,在加液量较小时,搅拌桨速度和制粒时间影响不太明显,但在加液量较大时,搅拌桨速度和制粒时间影响非常显著,容易出现过度制粒。
(5)加液速度(加液时间)
加液速度受加液量和加液时间的共同作用,加液速度受物料溶解性的直接影响,物料水溶性成分较多时,加液速度需降低,不然容易由于加液速度过快,导致物料局部过湿,物料水溶性成分较少时,加液速度可以适当加快。
在实际研发生产过程中通常保持加液时间不变,通过改变加液量从而调整加液速度。
(6)制粒时间
制粒时间是指粘合剂全部加入至物料后,物料继续进行搅拌的时间,制粒时间没有标准可依,通常依据研发人员在实际操作中的经验而定,小试阶段制粒时间一般为30s~2min,放大生产时则需适当延长,一般不超过5min。
判断标准:
①轻握成团,触之即散,即用手轻轻挤压后形成凝聚的团块,用手轻轻触碰可以很容易的分离成单个颗粒;
②抓一把颗粒,晃掉大的颗粒,微细颗粒不超过1%~2%,再倒掉大部分颗粒,检查剩下细颗粒的数量和形状。
(7)小结
通过对以上6个关键工艺参数的分析,可知切割刀速度可由经验确定,加液方式可由物料水溶性成分多寡确定,加液速度(加液时间)可以固定加液时间通过改变加液量从而调整加液速度。
对湿法制粒工艺影响最大的关键工艺参数最终确定为搅拌桨速度、加液量及制粒时间,可以采用更加科学的正交试验设计,通过考察工艺的顺畅性,溶出曲线的拟合性,从而筛选出合适的搅拌桨速度、加液量及制粒时间。
5、设备
高剪切湿法制粒需要重点关注制粒锅的装载量和几何构型。
(1)制粒锅的装载量
制粒锅装载物料后会经历混合、湿法制粒工序,适当的装载量(按体积计)有利于物料的混合及后续湿法制粒的顺利完成,若制粒锅厂家推荐30%~70%(按体积计),在实际研发生产过程中控制至40%~60%(按体积计)为宜,需考虑加液后对物料体积产生的影响,若使物料体积变化较大,则适当调节装载量。
(2)制粒锅的几何构型
制粒锅的不同几何构型对物料的混合均匀性、湿法制粒的效果影响较大,在实际研发生产过程中优选与生产型设备为同一厂家不同的型号或几何构型一致的设备进行小试研发,以降低后续放大生产的风险。
6、正交试验设计
正交试验设计是研究多因素多水平的一种设计方法,它是根据正交性从全面试验中挑选出部分有代表性的点进行试验,这些有代表性的点具备了“均匀分散,齐整可比”的特点。通过科学的试验设计大大减少了试验次数,节约了成本和工作量。
7、实例解析
(1)项目简介
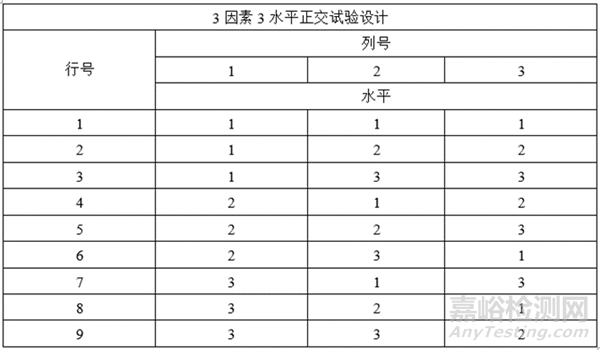
某仿制药片剂,为湿法制粒工艺的薄膜包衣片。小试研发过程中在湿法制粒工艺中筛选出的关键工艺参数有搅拌桨速度、加液量及制粒时间,采用3因素3水平正交试验设计进行小试开发。
将处方量的API与内加辅料混合均匀,湿法制粒,16目湿整粒,50℃沸腾干燥, 24目干整粒, 外加辅料混合均匀,压片,包衣。
(2)正交试验设计

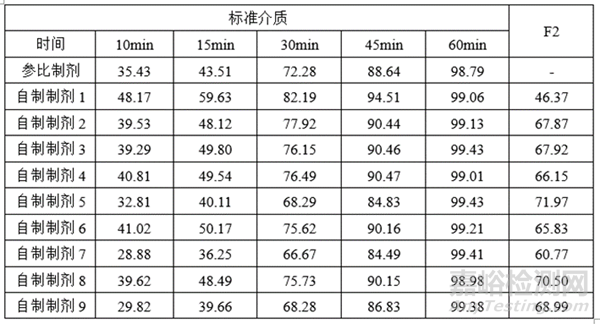
(3)溶出数据
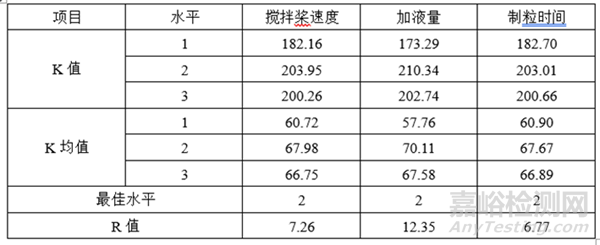
(4)正交试验分析
(5)最佳水平试验
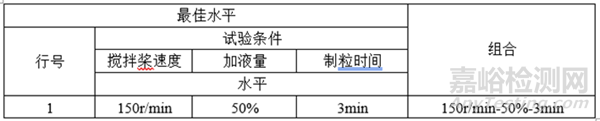
(6)最佳水平数据

8、总结
在对原辅料理化性质深入了解的基础上,通过对湿法制粒工艺分析,筛选出3~5个关键工艺参数,采用科学的正交试验策略,测得最佳水平和R值,进行最佳水平试验,有的放矢的调整最大R值对应的工艺参数,提高自制制剂与参比制剂的体外溶出拟合度。
参考文献
1.国家食品药品监督管理总局《普通口服固体制剂溶出曲线测定与比较指导原则》(2016 年 3 月).
2.国家食品药品监督管理总局《普通口服固体制剂溶出度试验技术指导原则》(2015 年 2 月).
3.国家食品药品监督管理总局《已上市化学药品药学变更研究技术指导原则(试行)》溶出曲线研究的问答(2022 年11 月).
4. 《固体口服制剂的研发-药学理论与实践》邱怡虹、陈义生、张光中等著

来源:药事纵横


