您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-08-28 19:54
在过去的50年里,飞机结构设计缺陷的处理一直是飞机结构设计的一个重要方面。各种不同的灾难事件已经获得了一些关键见解,这些见解如今塑造了飞机主要结构的设计理念。其中之一就是安全寿命结构和故障安全结构之间的区别。
安全寿命部件的设计目的是在整个使用寿命期间不出现裂纹和缺陷,而裂纹和缺陷对部件的应力状态起着主要作用。因此,产生裂纹所需的疲劳寿命将低于预期的使用寿命。这种设计方法主要用于没有备用件且故障会导致飞机损失的部件。安全寿命部件的一个典型例子是起落架,这仍然是起落架采用高强度钢制造的原因之一,工程师们对此拥有悠久的结构数据。
第二种“故障安全”设计理念假设任何实际制造过程都会在零件内部引入缺陷,即使是微观的,也可能因批次不同而有所差异,并可能在使用寿命期间不断增大。因此,故障安全组件的结构设计为可承受所有施加的负载,直至缺陷达到一定程度,即所谓的“临界尺寸”,这通常可以通过肉眼检测并充当应力集中器。通过这种方式,关键组件会在特定的服务间隔内受到持续监控,以确保没有裂纹超过临界缺陷尺寸,如果发生这种情况,则随后进行更换。
此外,还采用裂纹扩展分析来确定裂纹扩展至临界尺寸需要多少次飞行/负载循环。这些见解大多源自工程师在过去50年里在金属飞机领域积累的经验,事实上,从木质飞机到金属飞机的过渡期间,学习曲线相当陡峭。
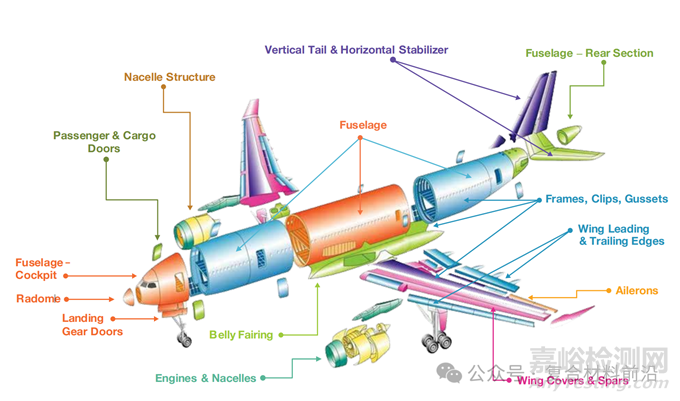
如今,我们正面临着类似的转变,从金属材料向以纤维增强塑料为主的塑料和其他先进材料转变,这些材料的失效机制通常比金属复杂得多。
首先,在金属结构中,裂纹通常始于缺陷或应力集中,然后在疲劳载荷下扩展,直至最终失效。然而,复合材料中的损伤形态完全不同:大量微观缺陷(例如树脂固化后收缩过程中出现的微裂纹)存在于大量材料中,这些缺陷可能会随着时间的推移发展成不同的失效机制。
其次,大多数金属都具有延性失效机制,因此可以通过塑性变形的开始直观地检测到过载。因此,在结构超载和灾难性故障之间通常会有一个警告期。另一方面,纤维增强塑料,特别是碳纤维复合材料,会因更脆、更突然的机制而失效。
第三,虽然裂纹扩展是金属结构部件设计的主要驱动因素,如今可以使用分析方法或有限元代码相当准确地预测裂纹扩展,但纤维增强塑料还有许多其他同样重要的故障机制和制造缺陷。一些例子是纤维断裂、基体裂纹、基体纤维脱粘、分层、空隙、层板错位、浸渍不足和纤维波纹。
分层等层间故障尤其重要,因为当层压板在整个厚度方向上受力时,它们会非常迅速地发生,例如在纵梁跑偏、C型梁的拐角半径或简单的撞击事件(如工厂中的工具掉落)中。由于垂直方向通常没有增强纤维,因此结构完整性仅由弱基质保证。由于这种固有的弱点,不同的层可能在其层压界面处被拉开。诸如全厚度增强之类的技术,例如目前正在研究3D编织、Z-Pinning或纳米纤维增强。在压缩力的作用下,这些脱层可能会形成气泡,即所谓的边界屈曲,这种气泡很容易沿着层压界面扩散,导致部件解体。
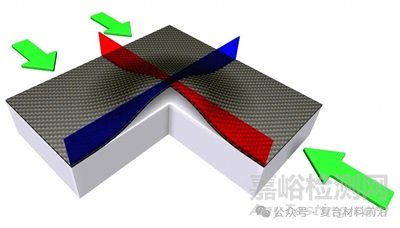
复合材料层合板的脱层屈曲
最后,不同的失效机制实际上会相互作用,因此准确预测包括缺陷在内的失效载荷非常困难。此外,即使是实验室大小的样本的实验数据也不能轻易用于实际大小的部件,因为已经发现结构的放大会极大地改变主要的失效机制。最后,纤维增强塑料中的失效部位通常是内部的,这意味着工程师在维修期间无法通过简单的目视检查发现它们。
因此,近年来和不久的将来纤维增强塑料结构的使用越来越多,这意味着需要更复杂的评估技术来保证飞机的安全设计和运行。另一个关键问题是如何在结构设计中可靠地考虑这些新类型的缺陷?
与金属材料相比,复合材料具有非常独特的特性,即材料和结构/部件是同时制造的。这意味着部件中的缺陷数量在很大程度上取决于制造工艺。在复合材料中,将材料性能降低到包括“临界缺陷尺寸”的水平的故障安全设计理念不仅对于降低金属结构中的故障概率很重要,而且还因为没有缺陷的制造工艺在经济上是无法承受的。因此,工艺和质量控制的程度在很大程度上取决于行业的安全要求。
例如,产量大且竞争激烈的汽车行业需要保证乘客安全,同时将制造成本保持在最低水平。然而,在航空航天工业中,部件的质量绝对至关重要,比制造成本更重要。因此,汽车行业更多地依赖于非高压釜灌注工艺,这种工艺可以实现高产量,例如树脂传递模塑;而航空航天工业目前则依赖于高压釜的高温高压固化环境,这种环境可以制造出缺陷少且可控的高性能部件。
无损检测(NDT)方法通常用于检测材料内部或表面的缺陷,一般将它们分为表面方法、体积方法和整体方法。这些方法通常在制造过程结束时用作质量控制措施,或在零件使用寿命期间用于监控和评估其是否适合继续使用。
表面方法包括目视检查技术,例如扫描表面以查找明显的裂纹、孔隙、富含/缺乏树脂的区域或表面波纹。这通常与内窥镜结合使用,以检查远程或难以接近的位置。此外,一种常见的技术是染料渗透检查,即将染料涂在外表面,然后用紫外线照射,以突出染料渗入的表面裂纹。这种技术在航空发动机部件中非常流行,但本质上非常耗时耗力。
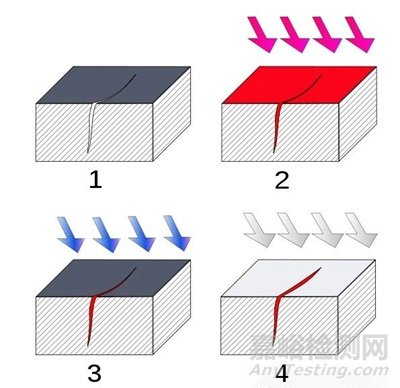
1. 材料表面出现肉眼不可见的裂纹;2. 将渗透剂涂在表面;3. 去除多余的渗透剂;4. 涂上显像剂,使裂纹可见
体积检测方法包括简单的敲击试验、超声波筛选以及最复杂的X射线和计算机断层扫描技术。方法的选择在很大程度上取决于要检测的缺陷类型以及周期时间和生产成本的重要性。
简单的表面缺陷、夹层结构中的芯部挤压可以通过视觉技术轻松检测出来,而敲击试验可以非常有效地用于确定分层或较大的内部空隙。在敲击试验中,用硬物(如硬币或戒指)轻轻敲击部件,如果边界位于测试点下方,则会发出非常沉闷的声音。
另一方面,边界的确切位置和大小、可能的污染物、空隙或微孔隙只能通过超声波或CT技术检测出来。在这方面,超声波扫描由于其检测保真度高、结构紧凑、成本相对较低(与CT技术相比),已成为航空航天工业中最广泛使用的无损检测技术。
超声波扫描是将超声波投射到组件中,通过测量回声的强度和时间延迟,可以检测到与主体复合材料不同的夹杂物(空气、固体物体等)。
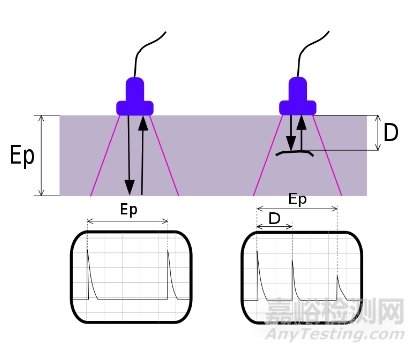
超声波检测原理。左图:探头将声波发射到测试材料中。有两种迹象,一种来自探头的初始脉冲,另一种来自后壁回波;右图:缺陷产生第三个迹象,同时降低了后壁迹象的幅度
超声波扫描的缺点之一是需要在探头和部件表面之间使用某种耦合剂(通常是水或凝胶)才能保证高质量的读数。此外,即使使用可以在表面上滚动或由机械臂控制的多探头超声波阵列,大面积扫描也非常耗时,因此这种技术通常仅限于关键或高应力部件。
最后,CT技术目前仅在学术界得到广泛应用,它们可以非常深入地了解固化部件的精确3D形态,并显示裂纹是如何、在何处产生的以及何时扩展。南安普顿大学的同步辐射计算机断层扫描等一些设备可以生成负载下部件的极其详细的3D图和视频,这对于帮助研究人员了解导致复合材料失效的原因非常有用。
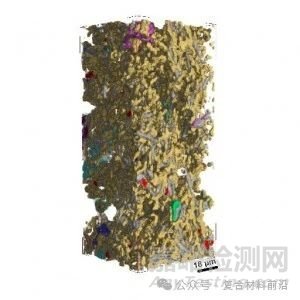
3D同步加速器图像
近年来,结构健康监测等方法已成为全球热门研究课题。在结构健康监测中,应变计或光纤布拉格光栅系统等传感器被嵌入结构中,提供有关应力状态的实时数据。通过这种方式可以实时监测结构的健康状况,并在需要的时间设置维修间隔和更换部件。然而,这些系统可能无法嵌入整个飞机,并且需要大量存储空间来应对持续的数据流。
为了充分利用高性能复合材料的优势,了解缺陷的有害影响和损坏机制至关重要。在这方面,无损检测是一种非常有价值的工具,可用于调查和绘制部件的内部状况。
航空航天和汽车行业未来面临的挑战之一是决定需要哪些无损检测细节来保证产品在整个使用寿命期间的结构完整性,并将其与特定技术产生的成本进行权衡。

来源:复合材料前沿


