您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-09-05 18:04
电镀硬铬是将铬酸溶液中的六价铬(Cr6+) 还原成金属铬并沉积到零件表面上的一种工艺,所制备的铬层具有较高的硬度、良好的耐磨和耐腐蚀性能以及可长期保持表面光亮的特性,广泛应用于阀门、柱塞、瓦楞辊、飞机起落架和多种工具等零部件的表面防护。然而,电镀硬铬工艺在生产过程中会产生含 Cr6+的酸雾,相应的废水和废渣中也含有大量的Cr6+,这些Cr6+对人类和环境会产生持久的危害性,因此世界各国对电镀硬铬生产和使用的限制越来越严格,开发替代电镀硬铬的技术显得尤为迫切。
近年来,超音速火焰喷涂碳化物涂层在替代电镀硬铬方面的研究取得了很大的进展,常用的金属碳化物涂层有WC-12Co、WC-17Co、WC-10Co4Cr等 。相对于前两种WC-Co涂层,WC-10Co4Cr涂层中因添加了铬而具有更加优异的耐腐蚀性能和耐磨性能,特别是在以耐磨为主且伴有腐蚀性的服役环境中,采用该涂层来代替大厚度的电镀硬铬层具有明显的优势。但是,采用超音速火焰喷涂工艺制备的WC-10Co4Cr涂层仍存在2个问题:
一是原材料价格较高且粉末的沉积效率较低(40%左右),造成涂层制备成本较高;
二是涂层的硬度高(1200~1300HV),导致涂层的磨削和抛光困难,增加了后期的加工成本。
Ni60合金粉末是一种广泛应用于喷焊领域且性价比较高的粉末,将其制备成相应的涂层后具有适中的耐磨性和优异的耐腐蚀性能。将该粉末与WC-10Co4Cr粉末混合,并采用超音速火焰喷涂工艺制备成相应的镍基涂层,有望满足替代电镀硬铬涂层对成本和性能的要求。王群等研究发现,采用以氧气为助燃气体的超音速火焰喷涂工艺制备的Ni60/WC-10Co4Cr涂层比电镀硬铬层具有更好的耐滑动磨损性能,但耐磨粒磨损和耐腐蚀性能方面的研究还缺乏报道。基于此,作者采用运行成本更低且可以实现更高送粉率的以空气为助燃气体的超音速火焰喷涂工艺制备Ni60/WC-10Co4Cr复合涂层,研究了不同含量WC-10Co4Cr下涂层的显微组织、耐磨粒磨损性能和耐腐蚀性能等,并与电镀硬铬层进行对比,以探讨其替代电镀硬铬层的可行性,为在机械零件表面制备防腐耐磨涂层提供试验指导。
1、 试样制备与试验方法
试验原料包括:Ni60合金粉末,采用真空雾化方法制备而成,化学成分(质量分数/%) 为15~18Cr,3.0~4.5B,3.5~5.5Si,0.7~1.0C,≤5Fe,余Ni,粒径范围为5~50μm,由成都振兴金属粉末有限公司提供,WC-10Co4Cr粉末,采用喷雾团聚造粒再进行烧结的方法制备而成,粒径在 5~45μm,由崇义章源钨业股份有限公司提供。2种粉末颗粒均呈球形或近球形,但是 Ni60合金粉末颗粒表面光滑,而WC-10Co4Cr粉末颗粒表面粗糙。基体材料为厚度为6mm的低碳钢板,在喷涂前对其表面进行喷砂粗化。按照WC-10Co4Cr粉末的质量分数分别为0,20%,40%,60%称取原料粉末,采用V形混合机将Ni60合金粉末和WC-10Co4Cr粉末充分混合,采用 AK07型超音速火焰喷涂系统在基体上制备涂层,助燃气体为空气,丙烷气体压力为0.51MPa,空气压力为0.60MPa,送粉率为120g·min-1,喷涂距 离为150mm,喷枪移动步距为2.5mm。在喷涂过程中,喷枪按照“Z”字形轨迹沿x方向做左右折返运动,每次折返时喷枪在y方向移动一个步距(2.5 mm),单道次沉积涂层的厚度约为30μm,共喷涂10道,所沉积涂层的总厚度约为300μm。将添加质量分数分别为 0,20%,40%,60%WC-10Co4Cr粉末制备得到的涂层分别表示为Ni60合金涂层、Ni60/20%WC-10Co4Cr复合涂层、Ni60/40%WC-10Co4Cr复合涂层和Ni60/60%WC-10Co4Cr复合涂层。对比涂层为由专业厂家按照常规产品生产工艺制备的电镀硬铬层,其厚度为在磨粒磨损场合下服役的常用厚度(约150μm)。
采用切割机在涂层试样上截取金相试样,用胶木粉在145℃下对金相试样进行热镶嵌,然后进行磨制、抛光,采用GX51型光学显微镜(OM) 和FEI Quanta200型环境扫描电子显微镜(SEM) 观察显微组织,采用SEM附带的能谱仪(EDS)进行微区成分分析。采用 Rigaku D/max-2550型 X射线衍射仪(XRD) 进行物相分析,采用铜靶,管 电压为35kV,管电流为30mA,扫描范围为25°~90°。采用 HXD-1000TM型显微硬度计测试硬度,试验载荷为2.94N,保载时间为15s。在涂层试样上截取尺寸为58mm×26mm×6.3mm的长方体试样,采用MLS-225型三体磨粒磨损试验机对涂层表面进行磨粒磨损试验,其中湿砂砂浆由1.5 kg的砂和1kg的水混合而成,对磨橡胶轮的邵氏硬度为72HC,试验载荷通过杠杆以100N的力压在橡胶轮上,试样基本浸没在砂浆中。在试验过程中,橡胶轮在涂层表面进行逆时针转动,转速为240r·min-1,橡胶轮转动转数为1000r。通过摩擦力将砂子带入到橡胶轮和试样之间,使得砂子在涂层表面发生滚动和滑动作用,从而对表面进行磨粒磨损。试验结束后将试样清洗并吹干,采用精度为 0.1mg的电子天平称取试验前后试样的质量,并计算磨损质量损失。将磨损质量损失除以涂层的理论密度即得到磨损体积损失。采用SEM观察磨损形貌。采用CH604E型电化学工作站对涂层进行电化学性能测试,将涂层试样背面用铜线连接后,利用环氧树脂镶嵌,只露出涂层表面(面积为1cm2) ,将表面磨抛至镜面。电化学腐蚀介质为质量分数3.5%的NaCl溶液,参比电极为饱和甘汞电极(SCE),对电 极为铂电极。先测试开路电位,然后从开路电位向阳极方向进行扫描,扫描速率为1mV·s-1,当阳极电流密度明显增大时停止试验。由得到的极化曲线获得自腐蚀电位和自腐蚀电流密度。
2、 试验结果与讨论
2. 1 物相组成和微观结构
由图1可以看出:Ni60合金涂层主要由镍基固溶体(NiCr) 以及铬的碳化物(Cr23C6和Cr7C3)和硼化物(Cr2B) 组成;而添加质量分数60%WC-10Co4Cr粉末制备的复合涂层中检测到了WC相。
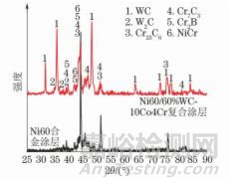
图 1 不同涂层的 XRD谱
由图2可以看出,超音速火焰喷涂工艺制备的所有涂层均与基体结合紧密,为致密层状结构,内部无裂纹。相比于Ni60合金涂层,Ni60/WC-10Co4Cr复合涂层中都出现与涂层/基体界面平行的条带状物质,并且条带状物质随着WC-10Co4Cr含量的增加而增多。在 SEM形貌中这些条带状物质呈现出高亮的白色,结合EDS结果分析可知,这些条带状物是WC-10Co4Cr。在喷涂过程中,Ni60合金 粉末和WC-10Co4Cr粉末在焰流中发生熔化或软化,高速沉积到基体上时发生扁平化,形成层状结构。采用灰度法统计得到,超音速火焰喷涂工艺制备的所有涂层的孔隙率均低于 1%。电镀硬铬层内部残余应力大,其截面上存在垂直于涂层/基体界面的裂纹,同时在其表面也发现了网状裂纹的存在。

图 2 不同涂层的截面 OM和SEM形
2.2 硬度与耐磨粒磨损性能
由图3可以看出,随着WC-10Co4Cr含量的增加,超音速火焰喷涂工艺制备涂层的硬度升高,但均低于电镀硬铬层,而磨粒磨损体积损失明显下降。这说明在一定范围内,可通过增大复合涂层中硬质相的含量来提高涂层抗三体磨粒磨损的性能。当WC-10Co4Cr的质量分数达到60%时,涂层的磨粒磨损体积损失与电镀硬铬层相近,即该涂层的耐磨粒磨损性能与电镀硬铬层相当。
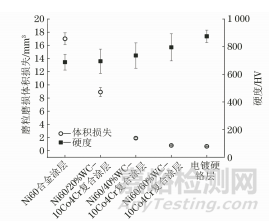
图 3 不同涂层的磨粒磨损体积损失与硬度
由图4可以看出,未添加WC-10Co4Cr的 Ni60合金涂层磨损表面产生的犁沟较深,而添加WC-10Co4Cr的Ni60/60%WC-10Co4Cr复合涂层磨损表面可大致分为两类区域,一类是WC-10Co4Cr稀少区域,该区域内出现了明显的犁沟,一类是富含WC-10Co4Cr的区域,该区域内的犁沟较浅。SiO2砂粒 的硬度(1050HV)显著高于Ni60合金(700HV),低于 WC(2800HV)。在磨粒磨损时,当SiO2砂粒被橡胶轮卷入涂层表面进行滚动和刮擦时,会对硬度较低的Ni60合金产生明显的切削作用 ,从而造成较深的犁沟;而复合涂层中高硬度的WC颗粒能有效阻止SiO2刺入涂层内部,并且能有效阻碍SiO2对硬度较低的Ni60合金相的连续切削,因此犁沟较浅且不连续,磨损量显著降低。在SiO2的连续磨损作用下,Ni60/60%WC-10Co4Cr复合涂层中也有少量 WC颗粒发生疲劳破裂,同时失去了镍基合金黏结相有效固定作用的WC颗粒也会发生脱落而在磨痕表面留下孔洞,但是相应的磨损程度仍比Ni60合金涂层轻得多。电镀硬铬层磨损表面同样存在由于磨粒的刮擦和切削作用而 造成的犁沟,同时还存在一些块状剥落留下的凹坑,这主要是电镀硬铬层表面龟裂造成的, 电镀硬铬层的厚度越大,内部的拉应力也越大;高的残余拉应力会造成其表面呈现网状龟裂 ,在磨粒的连续切削和冲击下,表面会发生局部起皮和剥落。因此,虽然电镀硬铬层的硬度显著高于Ni60/60%WC-10Co4Cr复合涂层,但由于表面网状龟裂裂纹的存在 ,其耐磨 粒磨损性能并未表现出明显的优势。
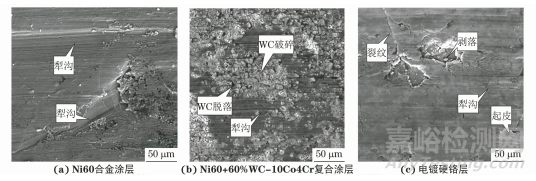
图 4 不同涂层的磨损形貌
2.3 耐腐蚀性能
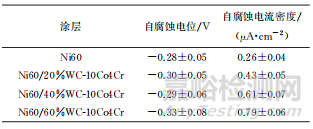
由表1可知 : 随着WC-10Co4Cr含量的增加,超音速火焰喷涂工艺制备涂层在NaCl溶液中的自腐蚀电位降低,自腐蚀电流密度增大,说明涂层的耐腐蚀性能下降。超音速火焰喷涂工艺制备涂层的自腐蚀电位高于电镀硬铬层(-0.52V),而自腐蚀电流密度则低于 电 镀 硬 铬 层 (3.01μA·cm-2),说明复合涂层的耐腐蚀性能优于电镀硬铬层。这主要是由于超音速火焰喷涂制备的涂层结构致密且无裂纹,而电镀硬铬层中则存在贯穿性裂纹。在 NaCl溶液中长时间浸泡后,腐蚀介质会通过裂纹通道渗透到电镀硬铬层与基体的界面,引起基体的腐蚀。
表 1 涂层的电化学腐蚀测试结果
由图5可以看出,Ni60合金涂层在电化学腐蚀后,其表面较平整,这主要是由于Ni60合金粉末采用真空气雾化方式制备而成,在快速凝固过程中金属元素大部分固溶在基体合金中,这种以 NiCr 为主 相 的 固 溶体组织具有很好的耐腐蚀性能。Ni60/WC-10Co4Cr复合涂层中存在明显的2个相区,其中Ni60合金相区的腐蚀表面较平坦,而在富含WC-10Co4Cr的区域,由于WC相的电位高于黏结相,二者会形成微型原电池而发生电偶腐蚀,电位更低的黏结相会优先腐蚀而使WC四周形成环形沟槽。WC-10Co4Cr含量越多,Ni60/WC-10Co4Cr复合涂层的电偶腐蚀就越严重,耐腐蚀性能越差。电镀硬铬层表面局部出现钢铁腐蚀后常见的红色锈迹,这是由于腐蚀介质可以通过表面的龟裂裂纹渗入到涂层与基体的界面,造成基体腐蚀。基体腐蚀形成的腐蚀产物发生膨胀,导致裂纹处的涂层拱起、破碎甚至剥落,这与文献中报道的盐雾试验后电镀硬铬层表面的腐蚀形貌相似。
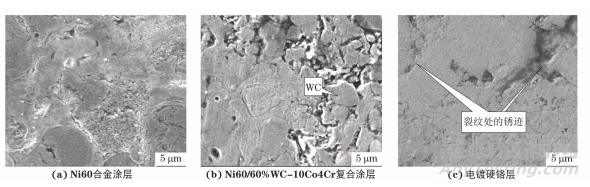
图 5 电化学试验后不同涂层的表面形貌
综上,随着WC-10Co4Cr含量的增加,采用超音速火焰喷涂工艺制备的Ni60/WC-10Co4Cr复合涂层的硬度升高,耐磨性能显著提高,耐腐蚀性能降低。Ni60/60%WC-10Co4Cr复合涂层的综合性能最佳,其耐磨性能与电镀硬铬层相当,耐腐蚀性能优于电镀硬铬层,硬度虽略低于电镀硬铬层,但可以通过少许增加涂层厚度来弥补,同时适中的硬度可显著降低涂层 的机械加工难度和成本。Ni60/WC-10Co4Cr复合涂层的原料成本较传统的WC-10Co4Cr低,因此采用超音速火焰喷涂工艺制备Ni60/60%WC-10Co4Cr涂层来代替电镀硬铬层是可行的。
3、 结 论
(1)超音速火焰喷涂工艺制备的Ni60/WC-10Co4Cr复合涂层由镍基固溶体(NiCr) 、铬的碳化物(Cr23C6和Cr7C3) 和硼化物(Cr2B)以及WC组成,涂层与基体结合紧密,结构致密,孔隙率均低于1%。
(2) 随着WC-10Co4Cr含量的增加,超音速火焰喷涂工艺制备涂层的硬质WC相含量增加,涂层的硬度升高,磨粒磨损体积损失明显下降,耐磨粒磨损性能提升,自腐蚀电位降低,自腐蚀电流密度增大,耐腐蚀性能下降。Ni60/60% WC-10Co4Cr复合涂层的磨粒磨损机理以磨粒对黏结相的切削以及WC相的破碎和脱落为主,在NaCl溶液中的腐蚀机理以WC相与黏结相间的电偶腐蚀为主。
(3) Ni60/60%WC-10Co4Cr复合涂层的综合性能最佳,其耐磨性能与电镀硬铬层相当,耐腐蚀性能优于电镀硬铬层,硬度略低于电镀硬铬层,采用该涂层来代替电镀硬铬层是可行的。
作者:劳新力1 ,张家健1 ,高传连1 ,曹利锋2 ,王 群3
工作单位:
1.中海石油(中国) 有限公司湛江分公司
2. 航发燃机(株洲) 有限公司
3. 湖南大学材料科学与工程学院
来源:《机械工程材料》2024年5期

来源:机械工程材料


