您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-09-25 15:06
钢材在轧制和锻造等热变形加工过程中,很容易产生所谓的“白点”缺陷,严重影响钢材的质量,造成大量的废品。如果将带有此类缺陷的钢材用于制造各种机械部件,则可能会在使用过程中造成早期断裂失效,以致引起严重事故。为此,研究白点产生的机理及预防措施,成为业界的一个热门话题。本文就对白点问题的认识及所做的研究工作进行讨论。
1、白点的定义
白点是钢中的一种内部裂纹,主要出现在大型锻件及截面较大的轧制钢材中。大多数情况下分布在轧材或锻件的近中心或离表面一定深度处。在钢件的纵向断口上呈圆形或椭圆形的银白色斑点,在经过磨光和酸蚀后的横向切片上表现为细长的发裂。这就是白点的定义,实质上白点就是钢中的内部发裂,也可以说钢中的内部发裂就是白点。
2、白点的形态
在断口上,白点的典型形貌为圆形或椭圆形的银白色斑点,分布在纤维状断口的灰色基体中。在空气中暴露一段时间后,银白色斑点被氧化成银灰色,继而失去金属光泽。由于白点的纵向断口特征是呈圆形或椭圆形的银白色斑点,因此取名“白点”,它实际上是存在于钢中的片状裂纹群。
白点的大小由于钢种及形成条件不同而差别很大,可从零点几毫米到几十毫米,白点裂纹的宽度极小。当出现与断裂方向相垂直的白点时,断口上会看到一条裂纹。
在白点附近,除了断口形貌与基体断口没有明显差别外,金属的显微组织与基体金属也没什么两样,在断面上除了可以在形貌上能够看出有原始裂纹存在外,基本找不到别的缺陷。白点一般表现为细小的裂纹,它无方向性,放大观察时裂纹内无夹杂。
钢在常温下断裂的断口在正常情况下为暗灰色,由于断口纤维的高低变化,断口表面的粗糙造成了对光线的漫反射,而使断面呈现暗灰色。裂纹形成后,两个断面会发生挤压和摩擦,这使断口变得很光滑,改变了粗糙断口对光线漫反射的程度,增强了对光线的反射,这时断面就显示出了较亮的颜色。由于白点是在高温塑性变形中形成的裂纹,其裂纹产生时间较早,断面较平滑,所以看起来就比断口的其他部分要亮。
3、白点的危害
白点对钢的力学性能影响很大。其使材料的断面收缩率、伸长率和冲击值降低较多,对强度也有明显的影响。其对强度的影响取决于试验取样的部位和取样的方向,即试样轴线与白点的相对关系,所以不适当的取样、检测方法,不能说明带有白点缺陷的钢的真实性能。由于白点即为钢中的显微裂纹,故可能成为疲劳裂纹源,降低钢的强度及疲劳性能。白点的破坏性极大,在应力作用下(一般使用应力都较小),白点对循环次数的影响更大。白点使钢的伸长率明显下降,尤其是断面收缩率和冲击韧性降低得更多,所以存在白点的钢是不能使用的。白点缺陷在钢中造成应力集中,并使钢性能变脆。白点的存在容易使工件在热处理时开裂并可能造成突然破坏的重大事故。
4、白点的形成
关于白点的形成,有两种不同的看法。一种认为,当钢中的含氢量超过某一限度,在冶炼时随着温度降低,氢在钢中的溶解度减小,如果氢的含量达到过饱和而未能扩散并从钢中逸出,便会在某些缺陷处产生聚集,而形成氢分子。此时氢的体积便会发生急剧膨胀,造成很大的内压而使金属局部撕裂,形成裂纹即白点。白点的产生需要有两个条件,一是钢中的氢含量达到一定数值,二是钢中存在一定的内应力。这是两个必要和充分的条件。钢的温度越低,氢在钢中的溶解度越小,在快速冷却时,钢中柱状晶内的氢不能及时扩散到大气中,于是便聚集在某些显微孔洞中形成氢分子,产生很大的局部压力,以至于超过钢的破断强度,使钢产生内部裂纹,即白点。因此,白点一般都分布在柱状晶及以内区域。根据白点形成的温度区间和氢扩散系数最大温度区间,可知在300℃以下来不及扩散的氢就存在于钢中而引起应力。另外一种说法认为,钢中的白点是钢在高温塑性变形中产生的缺陷,与氢无关。白点是钢在高温塑性变形时产生的微裂纹,或是高温塑性变形中产生的缺陷,其在变形以后的冷却过程中在内部应力的作用下发展成为内部微裂纹。根据这种形成机制理论,防止白点的措施主要在于制定适当的热加工工艺。采用适当的热加工工艺就可以防止白点,而不必长时间除氢。这为研究白点的形成机理和白点的预防措施提供了一个新的途径。
通过对钢的高温塑性变形的研究,认为钢在高温塑性变形中是很容易产生微裂纹的,这样的内部微裂纹就是一般所说的白点。防止产生内部裂纹,防止产生白点,就必须在锻造中减轻轴向拉应力和横向拉应力。
钢在高温塑性变形时,其内部变形和应力分布是不均匀的。在这样的工件体内,在某处的应力达到钢的断裂强度时,就会在此处产生断裂,导致钢的塑性降低。当钢材的塑性较低,而加热质量又不佳时,裂纹更容易产生。随着近代轧钢和锻造设备能力的不断增强,白点的缺陷也有所增加,成为一种较普遍的钢的内部缺陷。轧材和锻件的尺寸越大,高温塑性变形时的应力分布越不均匀,塑性变形也不均匀,而且还增加了冷却中产生的热应力,使产生内部裂纹的几率大大增加,白点的缺陷越来越普遍。
钢在冷却过程中的热应力使钢材内部产生拉应力,在其作用下可能使钢中在高温塑性变形时形成的缺陷裂开,造成白点的产生。
5、白点缺陷的分布
白点缺陷一般都分布在距工件表面一定距离处或靠近工件中部。钢在塑性变形过程中,其应变的分布是在径向和轴向中心处最大,越接近表面,应变越小。在塑性变形的不同位置,并非同时产生塑性变形,并且变形量也是不同的。钢材在热加工时的流动方向决定了白点的分布情况,其方向与金属纤维的走向相平行,热加工时金属中的内部裂纹也是这个方向。所以金属在热加工温度具有良好的塑性,会抑制裂纹的产生和扩展。在锻造或轧制时,金属内部的应力在大小和方向上都在变化,金属也在不断地变化流动方向。此时如果有尺寸不大的裂纹,在应力和金属流动的作用下会停止扩展,但这些小裂纹会独立存在,在钢中分散地分布。裂纹的分布情况与变形时钢中的应力分布以及金属的流动方式有关。例如在轴类件中白点沿着同心圆分布,而在方坯上白点则沿四边形分布。有时通过锻造或轧制等热加工工序,可以使白点缺陷减少。
6、白点的预防
由于对白点的产生原因的认识不同,因此所提出的采取措施也不一样。
氢致裂纹的支持者当然就提出要除氢,在冶炼时控制氢气的含量。而高温塑性变形论者则提出主要应改善热处理工艺,采取及时保温回火、缓冷等措施。在实际实施这些措施的时候,可能都有成功和失败的情况,即每种说法都不能包含所有的案例。在尚未弄清真实的原因之前,应根据具体的情况,采取不同的有效措施,才能对白点进行有效的控制。
7、扫描电镜观察实例
某钢厂轧制的某种型号的钢材,在进行冲击试验时发现试样断口中部存在较多的白亮和黑色的缺陷,怀疑其为白点缺陷。对该断口进行了扫描电镜观察分析,如图1所示。
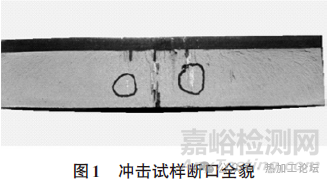
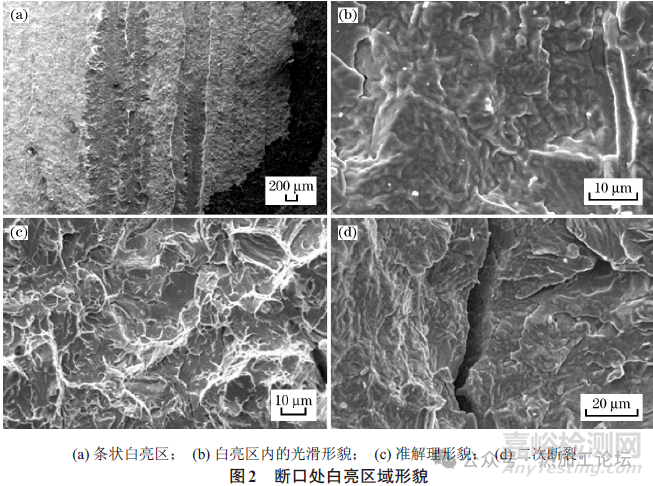
图1断口中部有多处颜色较亮和黑色的长条区域,白色的区域靠近中间,黑色的区域分布在断口边沿。将黑色墨水笔画出的断口处白亮区域放大观察,其形貌如图2所示。目视观察的白亮区,在扫描电镜下为暗灰色区域,断面较为光滑,其中以准解理断裂为主,伴有类似熔化的特征、沿晶断裂、韧窝断裂等形貌特征。在白亮区也发现有二次裂纹,其应为垂直于断面的白点。
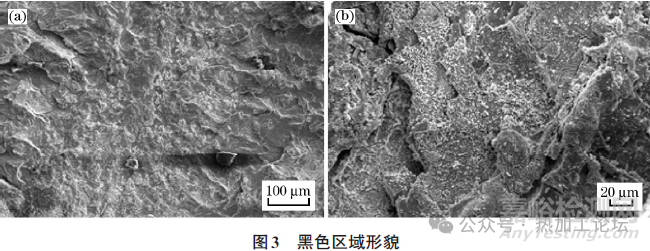
将黑色区域放大观察,除了断面上覆盖着较厚的氧化层外,断裂形貌与白亮区域基本相同,如图3所示。
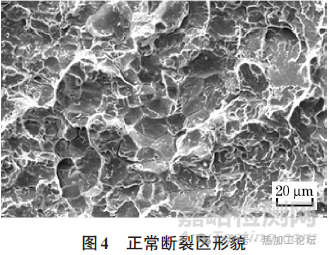
将正常断裂处的断面放大观察,其形貌如图4所示,为准解理、沿晶和韧窝混合断口。
用X射线能谱仪对断口各部分进行成分分析,除了黑色区域断口表面存在大量的氧之外,各区域在成分上没有什么差别,且都在有关标准要求的范围之内。
从上面的观察分析可以得出:
(1)断面上白亮和黑色的区域缺陷的性质是相同的,都是属于钢材在轧制冷却过程中产生的微裂纹,即所谓“白点”缺陷。黑色区域是由于其裂纹暴露在空气中,在进行试样热处理时使其氧化,才使该区域变成了黑色。
(2)白点缺陷集中分布在钢材的心部区域,此处应是在轧制过程中热塑性变形最大的部位。
(3)白点的形状为条状,这是由于热加工使材料在纵向有较大拉伸的缘故。
(4)白点断面的微观形貌主要为沿晶、解理或准解理,与正常断面没有显著差别,只是白点区域断口较细腻、平滑,而正常断口相比之下较为粗糙,因此宏观看来就有白亮和灰色的差别。
(5)在成分上,白点区域与正常断口没有明显差别,没有发现其上有夹杂、成分偏析等现象。
8、结论
钢中的白点缺陷即为钢材在轧制、锻造等热变形加工过程中产生的微裂纹,它的微观形貌主要是沿晶、解理(准解理),与正常断口没有明显差别,只是在细腻、平滑程度上有所不同。在成分上也正常,没有发现夹杂、偏析等缺陷。

来源:北京欧波同光学技术有限


