您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-11-25 08:49
摘要
以国产高强中模CCF800H碳纤维为基础增强材料,以CCM40J及CCM55J高模量碳纤维为混杂增强体、AC631高温双马来酰亚胺树脂为基体,制备不同纤维比例的面内混杂预浸料。结合热压罐成型工艺,制备并表征五组不同碳纤维混杂比例的复合材料的力学性能。根据测试结果,分析了不同混杂复合材料体系的力学性能变化,得到CCF800H/CCM40J(5∶5),CCF800H/CCM40J(4∶6),CCF800H/CCM55J(5∶5)三组典型混杂配比的复合材料体系,均表现出较好的力学性能。这可为飞机复合材料结构件的研制提供参考的基础材料性能数据。
树脂基纤维增强复合材料具有高比强度、高比模量、耐疲劳性能好、可设计性强等特点,在航空航天、舰船、兵器、轨道交通及体育器械等方面得到广泛应用。随着研究者在原材料、复合工艺、界面理论、复合效应等方面实践和理论研究的深入,研究者和工程师有了更大的空间去选择不同的增强材料(颗粒、片状物、纤维及其织物等)与基体进行合理的性能(功能和力学)设计(如宏观的铺层设计、微结构设计等), 采用多种特殊的工艺使其复合或交叉结合,从而制造出高于原先单一材料的性能或开发出单一材料所不具备的性质和使用性能, 如优异的力学性能、具有特殊功能或生物效应的各类高级复合材料。
1972年,日本的Hayashi提出了混杂纤维复合材料的概念[1],观察到混杂复合材料中低伸长率纤维的破坏应变高于单一纤维增强复合材料中的破坏应变。因此,学者开始对混杂纤维复合材料开展了大量的研究[2-13],包括层间混杂复合材料和层内混杂复合材料,其目的是采用混杂纤维制备复合材料,弥补单一纤维增强复合材料的不足,在满足使用要求的前提下降低材料成本。层间混杂复合材料是由两种不同的纤维复合材料单层以不同的比例及方式交替铺设构成,层内混杂复合材料是由两种纤维按比例分散在单层中。复合材料具有可设计性强的特点,不管是层内混杂还是层间混杂,均可通过层内纤维比例设计及层间铺层设计进行混杂纤维复合材料力学性能设计,得到一种兼顾模量、强度及韧性,满足使用要求的复合材料体系。
王小萌等[14]对层内混杂纤维增强复合材料的力学性能进行了理论分析,提出了反映层内混杂纤维增强复合材料混杂效应的力学性能的理论模型和计算方法,并通过实验验证了公式的有效性,研究成果可为纤维混杂复合材料的过程应用提供设计指导。混杂效应的机理主要受热效应、束缚效应和断裂理论三个方面的影响。孙志杰等[15]通过力学和热性能实验分析得出层间和夹芯混杂复合材料的热膨胀量随碳纤维相对含量的增加而减少。单一纤维复合材料在受到载荷作用时,初始破坏发生在材料薄弱部位,并形成应力集中,达到纤维破坏的临界点时,纤维断裂形成裂纹发生扩展,导致材料被破坏。所以,单一纤维增强复合材料的破坏应变和极限破坏应变相差不大。在低伸长率纤维和高伸长率纤维混杂形成的复合材料中,某部位的低伸长率纤维发生断裂时,破坏产生的裂纹收到相邻高伸长率纤维约束而不能扩展,从而降低了应变能释放速率,这种效应成为“束缚效应”[16]。Fariborz等[17]建立了混杂复合材料的破坏应变模型,研究结果表明,高模量纤维的断裂受到低模量纤维的限制,混杂复合材料断裂后释放的应变能高于单一纤维增强复合材料。
本工作采用中等模量CCF800H碳纤维与高等模量CCM40J和CCM55J碳纤维分别进行层内混杂,以高温双马来酰亚胺树脂为基体,制备出不同纤维混杂比例的层内混杂预浸料。分别对不同纤维混杂比例的复合材料进行了力学性能表征。
1、 实验
1.1 原材料
碳纤维:CCF800H(6K),CCM40J(6K),CCM55J(6K),威海拓展纤维有限公司;AC631树脂:中国航空制造技术研究院;表1为纤维的基本性能。
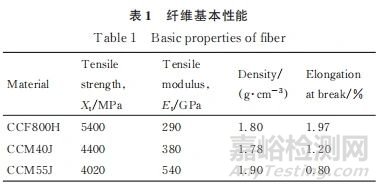
表1
1.2 混杂纤维复合材料层合板制备
将预浸料裁剪下料,按照力学性能测试实验项目的参考标准进行预浸料铺放和实验件加工。复合材料成型采用热压罐成型工艺,其成型工艺过程及工艺参数如下:制备过程中存在两个温度折点(俗称两个台阶)。初始,从室温加热3 h升至(180±5) ℃,到第一个温度折点后保温(2±0.5) h,并在室温至80 ℃期间热压罐开始加压,压力保持在0.4~0.7 MPa,且袋内真空度不低于0.092 MPa。待第一阶段保温结束后,继续升温,并在1 h内加热至最高温度190~210 ℃,到达第二温度折点后需要保温(6±0.5) h,保温结束后自然冷却至室温。
1.3 力学性能测试
采用电子万能试验机进行不同纤维混杂比例的复合材料实验件的力学性能测试,主要是基本力学性能实验测定,包括刚度特性和强度特性。拉伸性能测试(包括0°和90°方向)参考ASTM 3039标准;压缩性能测试(包括0°和90°方向)参考ASTM 6641标准;此外,纵横剪切性能测试参考ASTM 3518标准,层间剪切性能测试则参考ASTM 2344标准。
2、 实验结果与讨论
2.1 混杂纤维预浸料的制备
CCF800H碳纤维属于中等模量碳纤维,其拉伸模量为290 GPa,而CCM40J和CCM55J碳纤维属于高等模量碳纤维,其拉伸模量分别为380 GPa和540 GPa,模量大幅增加。本工作以CCF800H碳纤维为基础纤维,以CCM40J和CCM55J碳纤维为混杂纤维,按照不同混杂比例,作为面内混杂纤维预浸料的增强体。实现两种混杂纤维在预浸料中更加分散且均匀,提高复合材料力学性能的均匀性,采用丝束较小的6K纤维进行预浸料制作。确定制备的碳纤维预浸料详细类型如表2所示。
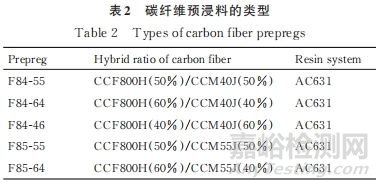
表2
AC631双马来酰亚胺树脂是一类耐高温、高性能树脂体系,已应用到多个飞机复合材料结构中。按照混杂纤维预浸料(35±2)%(质量分数,下同)的树脂含量,计算得出单面AC631双马树脂的胶膜面密度为40 g/m2,在进行预浸料制备时,对纤维增强体进行双面覆膜,实现35%的树脂含量。根据Q/ZHFC 8193—2016 AC631高温固化双马树脂规范,通过调控树脂温度调节树脂黏度以及胶膜机双辊之间的间隙,制备出了符合树脂面密度要求的双马树脂胶膜,在胶膜的制备过程中,采用红外线检测仪在线监测树脂胶膜面密度,树脂质量精度控制在±2 g/m2,作为混杂纤维预浸料的热熔法树脂基体。
将CCF800H碳纤维与CCM40J,CCM55J碳纤维按照表2的混杂比例进行面内混杂,纤维面密度设定为145 g/m2,以AC631环氧树脂为基体,采用热熔法制备碳纤维预浸料。分别按照CCF800H与CCM40J,CCM55J的混杂比例,将一定轴数的碳纤维分别放置于纱架上,通过篦子后,牵引排布到预浸机。在排纱过程中,保证了纤维的均匀展平,未出现叠加互相缠绕。为保证纤维在运行过程中尽量减少纤维损伤,每个篦子孔只穿一根纱,提高不同纤维混杂比例预浸料时纤维的均匀分布性。通过调节AC631树脂与纤维的复合温度、树脂黏度,控制纤维张力和压辊间隙,进行树脂与高模量碳纤维的复合制备工艺研究,确定适合AC631树脂与CCM40J和CCM55J高模量碳纤维预浸料的制备工艺。制备出以AC631高温双马来酰亚胺树脂为基体,以国产CCF800H碳纤维为基本增强材料,以CCM40J及CCM55J高模量碳纤维为混杂增强体,纤维单位面积质量为145 g/m2,树脂含量为(35±2)%的五种纤维混杂比例的预浸料。
2.2 混杂纤维复合材料的力学性能
采用热压罐成型方法,制备出五种混杂纤维增强复合材料层合板,分别测试了力学性能。
五种混杂纤维配比层合板的0°拉伸性能测试对比如图1所示。从图1可以看出,在CCF800H和CCM40J混杂纤维复合材料体系中,随着CCM40J纤维在混杂纤维复合材料层合板中含量从40%增加到50%和60%,复合材料的0°拉伸模量E 1t由179 GPa增加到189 GPa和201 GPa,实现了复合材料刚度提升。同时,0°拉伸强度X 1t也从2178 MPa提高到了2418 MPa和2404 MPa。综合测试数据,CCF800H和CCM40J的混杂比例为4∶6时,复合材料的刚度和强度可实现较高的水平。
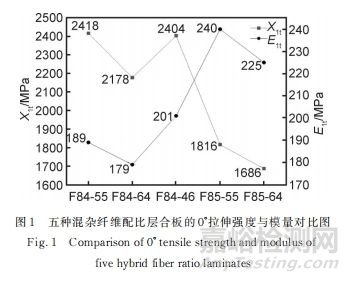
图1
CCF800H和CCM55J混杂纤维复合材料体系中,当CCF800H和CCM55J的混杂比例为4∶6时,0°拉伸强度和模量为1686 MPa和225 GPa,当CCF800H和CCM55J纤维的混杂比例为5∶5时,0°拉伸强度和模量提高到1816 MPa和240 GPa。针对CCF800H和CCM55J混杂纤维复合材料体系,两种纤维的混杂比例为5∶5时,复合材料保持了较高的强度和模量。
0°方向拉伸性能主要取决于纤维种类、纤维体积含量、纤维平直状态及其与树脂的浸润性。单向复合材料层合板拉伸破坏形式主要有三种典型断口:缨帚状散丝断口、不规则断口和平断口。其中,以不规则断口强度最佳,平断口次之,散丝断口强度偏低。界面强度太弱会出现散丝断口,界面强度太高会出现平断口。
CCF800H和CCM40J三种混杂比例(5∶5,6∶4,4∶6)纤维复合材料0°拉伸试样均出现了散丝断口(图2)和未全部断裂两种破坏形式(图3)。

图2

图3
相对于CCF800H碳纤维的模量(290 GPa),CCM40J纤维的模量较高(377 GPa)。混杂纤维复合材料在受拉伸载荷时,由于两者的模量不匹配,载荷会优先由刚度高的CCM40J碳纤维承受,造成承受载荷分布不均。另外,CCF800H碳纤维的断裂伸长率为1.9%,而CCM40J碳纤维的断裂伸长率为1.2%,CCM55J碳纤维的断裂伸长率仅为0.8%,造成的后果就是在混杂纤维复合材料拉伸过程中,CCM40J和CCM55J纤维早于CCF800H发生断裂。这就是在测试过程中,有一部分纤维发生断裂,而另一部分纤维未发生断裂的原因。如果继续施加拉伸载荷,CCF800H发生断裂,就会出现试样破坏的散丝断口。
复合材料的90°拉伸性能主要取决于树脂与纤维的浸润性以及树脂与纤维之间的界面性能。CCF800H与CCM40J三种纤维混杂比例的复合材料层合板的90°拉伸性能差别不大。图4为五种混杂纤维配比层合板的90°拉伸强度与模量对比图,从拉伸强度性能数据来看,6∶4混杂比例的拉伸强度较其他两种比例高,说明AC631树脂与CCF800H纤维的界面性能优于AC631树脂与CCM40J纤维的界面性能。相比较而言,CCF800H与CCM55J混杂纤维复合材料层合板的90°拉伸强度X 2t较CCF800H与CCM40J混杂纤维复合材料层合板低,说明AC631树脂与CCM55J纤维的界面性能更弱。
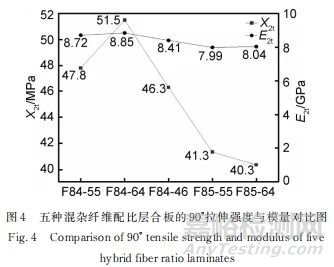
图4
混杂纤维增强复合材料0°压缩性能如图5所示,可以看出,在CCF800H和CCM40J混杂纤维复合材料体系中,随着CCM40J纤维在混杂纤维复合材料层合板中含量从40%增加到50%和60%,复合材料的0°压缩模量E 1c基本保持不变,同时,0°压缩强度从1285 MPa增加到1319 MPa和1401 MPa。综合测试数据,CCF800H和CCM40J的混杂比例为4∶6时,复合材料的强度可实现较高的水平。在CCF800H和CCM55J混杂纤维复合材料体系中,CCF800H和CCM55J的混杂比例为4∶6时,0°压缩强度和模量X 1c为710 MPa和196 GPa,当CCF800H和CCM55J纤维的混杂比例为5∶5时,0°压缩强度和模量提高到718 MPa和191 GPa。两种混杂比例的复合材料层合板性能相差不大。
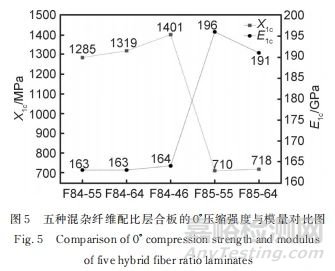
图5
混杂纤维增强复合材料面内剪切性能如图6所示。可以看出,在CCF800H和CCM40J混杂纤维复合材料体系中,随着CCM40J纤维在混杂纤维复合材料层合板中含量从40%增加到50%和60%,复合材料的面内剪切强度S 12从77.5 MPa降至73.6 MPa和70.7 MPa。其主要原因可能是树脂基体与CCM40J碳纤维结合强度较与CCF800H的结合强度低所致。CCM40J纤维在混杂纤维复合材料层合板中含量从40%增加到50%和60%,复合材料的面内剪切模量G 12从5.03 GPa增加到5.28 GPa和5.22 GPa,相差不大。
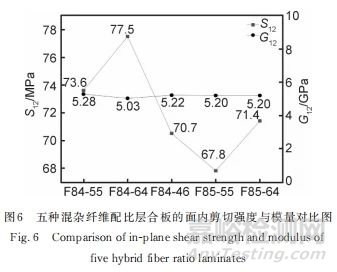
图6
CCF800H和CCM55J混杂纤维复合材料体系中,当CCF800H和CCM55J的混杂比例为5∶5和6∶4时,面内剪切强度分别为67.8 MPa和71.4 MPa,模量均为5.20 GPa。
图7为五种混杂纤维配比层合板的短梁剪切强度与模量对比图,可以看出,在CCF800H和CCM40J混杂纤维复合材料体系中,三种混杂比例复合材料的短梁剪切强度S分别为102,100,100 MPa,相差不大。在CCF800H和CCM55J混杂纤维复合材料体系中,当CCF800H和CCM55J的混杂比例为5∶5和6∶4时,短梁剪切强度分别为66.8 MPa和66.7 MPa,低于CCF800H和CCM40J混杂复合材料。同类型混杂纤维,其混杂比例不同,短梁剪切强度没有明显变化。
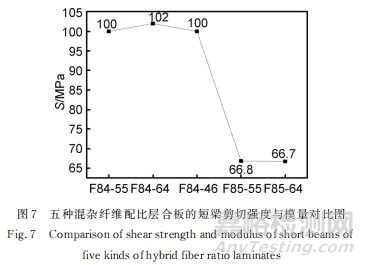
图7
表3列出了以上数据的分析结果。经实验验证CCF800H/CCM40J(5∶5),CCF800H/CCM40J(4∶6),CCF800H/CCM55J(5∶5)三种典型混杂配比均可获得较好的力学性能。
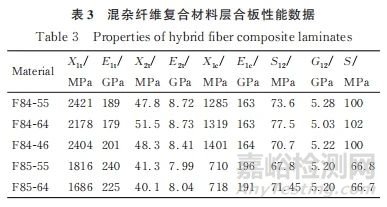
表3
3、 结论
(1)采用热熔法制备出以AC631双马来酰亚胺树脂为基体,以CCF800H碳纤维与CCM40J和CCM55J碳纤维为增强体的五种面内混杂纤维预浸料。
(2)通过对面内混杂复合材料层合板的力学性能测试,对不同混杂复合材料体系的力学性能变化进行了分析,经实验验证所选取CCF800H/CCM40J(5∶5),CCF800H/CCM40J(4∶6),CCF800H/CCM55J(5∶5)三种典型混杂配比均可获得较好的力学性能,并为飞机复合材料结构件的研制提供参考的基础材料性能数据。
论文信息:高军鹏, 王婷婷, 李伟东, 蒋诗才, 许虎, 张宝艳. 高刚度混杂碳纤维复合材料的制备与性能[J]. 材料工程, 2024, 52(11): 35-40 https://doi.org/10.11868/j.issn.1001-4381.2023.000879

来源:材料工程


