您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2024-12-02 09:13
锂离子电池对温度十分敏感,尤其在低温下工作,性能会急剧下降。本文作者以三元动力锂离子电池低温失效单体为研究对象,抓住电池的低温容量异常点,建立合理、有效的分析流程及实验方案,找出电池失效原因,为动力电池设计、制造和使用优化提供理论依据。
1、 实验
实验采用三元动力锂离子电池。将制造工艺相同、生产批次不同,但低温性能存在差异的两组电池分别标记为A组电池和B组电池。建立“电池-材料”联动分析方法,研究A组和B组电池低温性能产生差异的原因。上述两组电池,正极活性材料中镍、钴、锰元素物质的量比为1∶1∶1,负极为石墨,电池标称电压为3.7V、额定容量为5.3Ah,极片采用卷绕结构,铝壳包装。
1.1 “电池-材料”联动分析流程
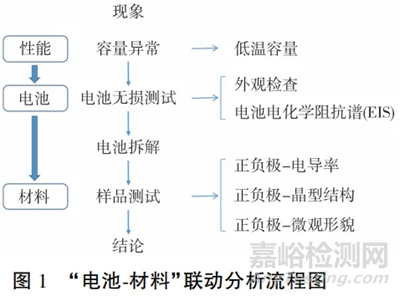
“电池-材料”联动分析流程如图1所示。根据电池低温下的容量异常现象,对电池进行无损测试,包括外观、电化学阻抗谱(EIS),再进行电池拆解,了解电池材料特性,结合无损测试结果及材料分析结果,分析电池低温容量异常的原因。
1.2 实验测试
容量测试:充满电的电池在25℃、-35℃的高低温湿热环境试验箱内静置3h,温度稳定后,用电池测试仪进行放电容量测试。放电电流为5.3A,电压为4.1~2.5V。EIS 测试:电池分别置于25℃、-35℃的环境温度中,采用电化学工作站进行EIS测试。粉末电导率测试:电池拆解后,取出正极片,在110℃下真空干燥24h,将正极片上的固体粉末刮下,研磨均匀后,用电动粉末电阻率测试仪测试电导率。XRD分析:拆解经过25℃、-35℃容量测试的电池,,取正、负极粉末材料,用X射线衍射仪对材料进行物相结构分析。SEM分析:拆解经过25℃ 、-35℃容量测试的电池,取正、负极片,用扫描电子显微镜观察材料表面的微观形貌。
2、 结果与讨论
2.1 电池容量测试
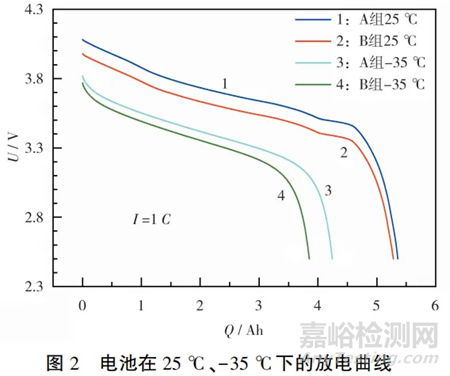
A、B组电池在25℃、-35℃的环境温度下进行1C放电容量测试,放电曲线见图2。从图2可知,与在常温相比,两组电池在低温下的放电容量和放电平台都有所降低。A、B组电池在25℃下的1C容量分别为5.356Ah、5.281Ah,在-35℃下的1C容量分别为4.243Ah、3.853Ah,分别为25℃下容量的79.2%、73.0%。B组电池的低温容量性能不如A组电池。在3.0~ 4.1V充放电,B组电池的放电电压平台低于A组电池,表明B组电池在低温条件下极化程度加剧。
2.2 电池阻抗测试
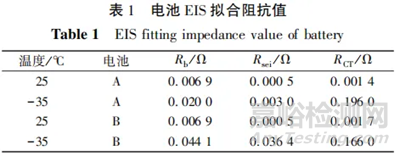
电池在25℃、-35℃的环境温度下进行EIS测试,结果见图3。经等效电路[图3(c)]拟合,将电池的电化学阻抗分为欧姆阻抗(Rb)、电荷转移阻抗(RCT)和固体电解质相界面(SEI)膜阻抗(Rsei),拟合数值列于表1。
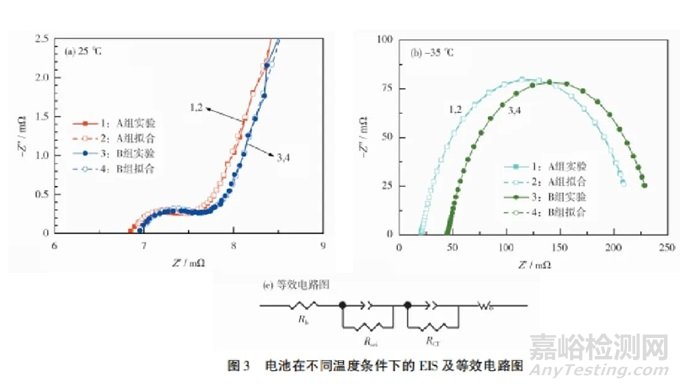
从图3、表1可知,在25℃下,A、B两组电池的3种阻抗相当。在-35 ℃下,两组电池的3种阻抗均有所增加,特别是B组电池,在-35℃下的欧姆阻抗和SEI膜阻抗的增加量分别为0.0372Ω、0.0359Ω,高于A组电池的0.0131Ω、0.0025Ω。低频区对应的Warburg扩散阻抗几乎消失。内阻的增大,尤其是欧姆阻抗和SEI膜阻抗的增加,会显著影响电池的放电性能。内部阻抗带来的压降差会导致电池工作电压加速下降,提前达到放电截止电压,从而影响电池的放电容量。EIS测试结果与低温容量测试结果一致。
2.3 粉末电导率测试
从材料的微观层面来分析低温环境造成电池容量异常的原因,取A、B组经过常温(25℃)、低温(-35℃)循环后的电池,拆解后进行正负极粉末电导率测试,结果见表2。从表2可知,常温测试的A、B组电池中,正极粉末材料的电导率分别为91.6S/cm、78.7S/cm,负极粉末材料的电导率分别为36.4S/cm、36.0S/cm。B组电池正、负极材料粉末的电导率都低A组。
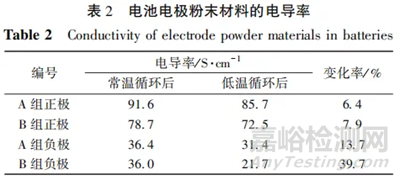
且经历低温过程后,两组电池正、负极粉末材料的电导率都有所下降。对比发现,B组正、负极粉末材料电导率的下降率都高于A组,说明与A组相比,B组正、负极材料的电子电导率受低温环境的影响程度更大。
2.4 XRD测试
A、B组电池经过低温测试后拆解,取正、负极粉末进行XRD分析,结果如图4所示。从图4可知,常温测试的电池中,B组电池的正极在15°~20°的(003)晶面衍射峰峰位有向低角度偏移的现象,且衍射峰强度有所降低,说明材料的结晶程度不如A组电池正极。
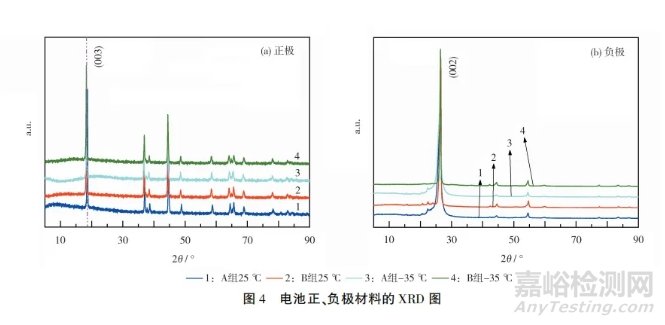
经过低温测试的A、B组电池,正极材料(003)晶面衍射峰峰位都出现向低角度偏移的现象,可能是由于-35℃低温测试对电池三元正极材料的晶体结构造成一定程度破坏,导致结晶度下降。经过低温容量测试后,A、B组电池负极材料的主峰位置没有偏移,(002)晶面衍射峰窄化,材料主体结构没有发生变化。
2.5 SEM测试
A、B组电池拆解后,对极片进行SEM分析,极片的微观形貌结构如图5所示。从图5(a)、(b)可知,电池的正极材料都是由一次颗粒组合而成的二次颗粒,整体为圆球状结构。A组电池正极二次颗粒的结合较紧实,B组电池正极二次颗粒相对疏松且颗粒间缝隙较大。
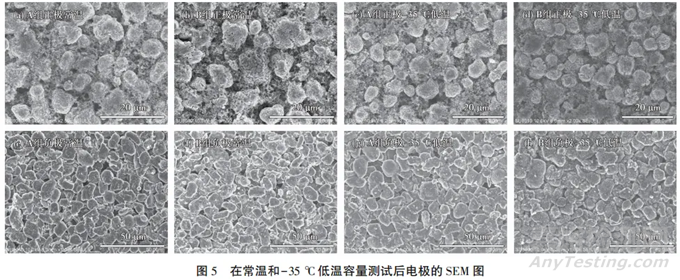
这种较大的缝隙会阻碍电子和Li+在材料之间的传导,从而影响材料的电导率和Li+嵌脱性能,与粉末电导率测试结果一致。从图5(c)、(d)可知,经过-35℃低温容量测试后,A、B组电池正极颗粒表面均出现裂纹,表明低温条件下正极材料嵌脱锂的内部应力较大,裂纹的出现进一步影响了极片嵌脱锂的性能,从而影响电池的电化学性能。对比发现,B组正极颗粒表面裂纹比A组更明显。
从图5(e)-(f)可知,与常温测试相比,经过-35℃低温容量测试后的B组电池,负极表面出现小颗粒碎片的情况明显。A组电池的负极无明显差异。结合表1、表2、图3推断,B组电池三元正极材料的结构与颗粒结晶度不如A组电池。低温环境加剧了B组电池正极材料在嵌锂过程中裂纹的产生,导致电解液渗入断裂处,与界面发生副反应,并持续形成新的钝化膜,造成活性Li+损失、阻抗增加。颗粒裂纹还阻碍了活性材料与导电剂的接触,,进而影响极片的导电连续性,导致低温环境下性能失效,影响电池的容量发挥。
3、 结论
本文作者建立“电池-材料”联动分析方法,对两组三元动力锂离子电池开展低温测试实验,得到以下结论:①低温环境会增大电池内阻,尤其会增大欧姆阻抗和材料与电解液界面膜的阻抗;②低温工况环境会导致三元正极材料晶胞收缩,增加三元正极材料内部嵌脱Li+的应力,引起材料开裂。进一步对制造工艺相同但批次不同、性能有差异的A、B电池进行低温容量、EIS、拆解后正负极材料粉末电导率、XRD、SEM测试等研究,发现:与A组电池的三元正极材料相比。颗粒结构松散的B组电池的正极材料在低温测试更容易出现裂纹,由此,导致材料在放电过程中的活性Li+损失加剧、SEI 膜阻抗增加、材料电导率差,继而产生低温容量失效现象。由此可见,低温过程会进一步激发电池内部材料的缺陷,导致不同批次间电池产品的差异性逐步加剧。
文献参考:梁宏毅,黎华玲,甘友毅,邵丹.三元动力锂离子电池低温容量失效分析[J].电池,2024,54(2):185-188

来源:Internet


