您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-12-11 16:10
以导向器和机匣等为代表的高温合金复杂薄壁铸件是航空发动机的核心部件,目前普遍采用精密铸造技术制备。为满足高性能、高可靠性和结构轻量化的需求,这类铸件正向着结构复杂化、产品轻量化和尺寸精确化方向发展,同时其显微组织也要求细小、均匀、无缺陷。但是,传统精密铸造工艺在良好充型和组织均匀细化方面存在尖锐的矛盾,制备的复杂薄壁铸件容易出现欠铸、疏松、晶粒粗大且不均匀和偏析等冶金缺陷,不能很好地满足使用要求, 从而成为制约高性能航空发动机生产的突出问题。
热控凝固是将模壳温度提高到合金固相线和液相线温度之间以提高合金熔体充型能力的一种铸造工艺。为了实现充型和凝固的协同控制,研究者控制凝固界面前沿温度梯度和晶粒生长速率的比值 以获得等轴晶生长条件,并将铸件从热区向冷区移动以获得顺序充填。热控凝固过程中的凝固界面前沿温度梯度与晶粒生长速率的比值仅限于等轴晶生长的较窄范围内,凝固过程的控制非常复杂。由于之前研究的热熔凝固工艺中模壳上下区保温温度不一致,所得铸件组织严重不均匀,同时热控凝固工艺参数对组织和缺陷的影响规律缺乏进一步研究。为此,作者基于热控凝固工艺的基本原理,借鉴定向凝固方法,提出了“低温浇注、高温充型、顺序凝固”的新型热控凝固工艺,研究了模壳温度、抽拉速度等工艺参数对IN718高温合金凝固组织的影响规律,获得优化的工艺参数,并进行复杂薄壁特征 结构件的成形试验,以期为航空发动机关键构件精密铸造新技术的研发提供理论指导和工艺参考。
1、试样制备与试验方法
试验材料为IN718 高温合金,化学成分如表1所示,固相线和液相线温度分别约为1270,1349 ℃。
表1 IN718高温合金的化学成分
在凝固过程中柱状晶前沿出现等轴晶的条件可表示为

式中:G为柱状晶生长前沿枝晶尖端的温度梯度;η为柱状晶和等轴晶的转化系数;n为单位体积中非均匀形核质点的数量;∆TN为非均匀形核的过冷度;∆TC为柱状晶前沿液相的过冷度;C0为合金的成分; Γ为Gibbs-Thomson系数;m为液相线的斜率;k0为溶质分配系数;D为溶质扩散系数;R为晶粒生长速率。
从式(1)可以看出,增大n,R和−mC0(1−k0)以及降低G均有利于形成等轴晶组织。在定向凝固过程中,抽拉速度和模壳温度的变化会引起G和R的变化。水冷铜盘的激冷作用使得铸件底部产生较高的轴向温度梯度,从而形成沿抽拉方向的定向柱状晶组织;距水冷铜盘越远,其沿着生长方向的温度梯度越小,因此在柱状晶前沿出现等轴晶。可知,在模壳与水冷铜盘之间加入隔热层来减小轴向温度梯度,以获得整体等轴晶组织。
减少疏松缺陷是提高复杂薄壁铸件性能的关键,而疏松缺陷的产生与补缩通道被堵塞和枝晶间区域液体不足导致无法补缩有关。为了获得在高于液相线温度和低于固相温度条件下新型热控凝固工艺制备IN718合金的组织和性能变化规律, 模壳温度选择1260~1350℃,且模壳上下区温度保持一致。
新型热控凝固工艺如图1所示,其设备主要由熔炼系统、模壳保温系统、真空系统及抽拉系统等组成。采用氧化镁坩埚进行熔炼,将合金液在1380℃温度下浇注到分别在1260~1350℃保温1h的模壳中,然后以6~48mm·min-1抽拉速度将模壳整体从加热炉抽拉到冷区,制备得到直径为30mm、高度为130mm的圆柱试样。
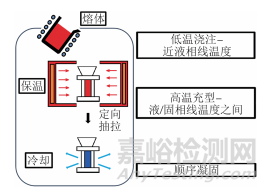
图1 新型热控凝固工艺示意
在圆柱试样底部(距底端15mm)、中部(距底端55mm)和顶部(距底端100mm)处截取金相试样,经研磨、机械抛光后,用由15 g CuSO4 +3.5 mL H2SO4+50 mL HCl组成的溶液腐蚀后,利用Leic Ivesta 3型体视显微镜观察晶粒形貌,用DM-4000M型光学显微镜(OM)观察疏松形貌,按照GB/T 14999.7—2010得到晶粒尺寸、断面等轴晶比例以及疏松含量和尺寸。在优化工艺下采用相同流程进行复杂薄壁特征结构件的成形试验,结构件的最小壁厚为1.8 mm,高度为96mm,薄壁面积约为 6400mm2,具体形状和尺寸如图2所示。在结构件的中心位置处取样,采用相同的方法处理后观察其显微组织、疏松形貌,并计算晶粒尺寸。
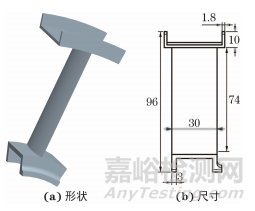
图2 复杂薄壁结构件的形状和尺寸
2、试验结果与讨论
2.1 不同模壳温度下的显微组织
由图3可见,在抽拉速度为24mm·min-1条件 下,随着模壳温度由1260℃升高到1350℃,试样中部晶粒由等轴晶转变为柱状晶。由图4可以看出:不同模壳温度下试样的晶粒尺寸在2.33~7.46mm范围,断面等轴晶比例由93%降低到41%。随着模壳温度的升高,合金液的冷却速率降低,模壳表面的形核能力减弱,导致形核率降低,因此晶粒尺寸增大;高的模壳温度也使得柱状晶生长前沿的温度梯度增加,冷却速率变慢,凝固时间变长,生长速率降低, 即G/R增大,从而抑制柱状晶向等轴晶转变,因此断面等轴晶比例降低。此外,在相同条件下,试样上部处于液/固两相区时间较长,晶粒粗化时间长,其尺寸相比于底部和中部变大。随模壳温度的升高,不同位置处晶粒尺寸的差值变大,组织均匀性变差。当模壳温度不高于1290℃时,晶粒尺寸的整体均匀性较好,且断面等轴晶比例在90%左右。
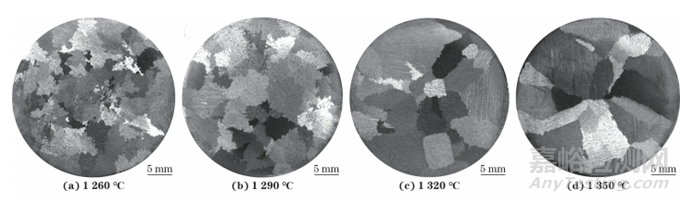
图3 不同模壳温度下IN718高温合金试样中部的晶粒形貌(抽拉速度24mm·min-1)
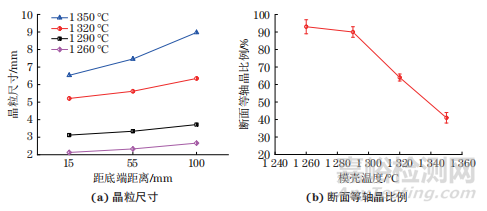
图4 不同模壳温度下IN718高温合金试样的晶粒尺寸随距底端距离的变化曲线以及断面等轴晶比例(抽拉速度24mm·min-1)
由图5可见,当模壳温度为1260℃时,试样中部疏松含量最多,尺寸较大且呈聚集分布。这主要是由于此时剩余液相构成的毛细管通道封闭,且枝晶间的剩余液相较少,没有充足的液体补缩。随着模壳温度的升高,疏松分散分布且面积分数从0.99%减少到0.13%,平均尺寸由21.75μm减小到9.34μm。在热控凝固过程中当模壳温度高于固相线时,枝晶间有足够的剩余液体通过连通的毛细管通道进行补缩;同时模壳温度的升高使得枝晶间剩余液相增多,且枝晶搭接后的毛细管通道保持畅通。这有利于减少疏松含量。
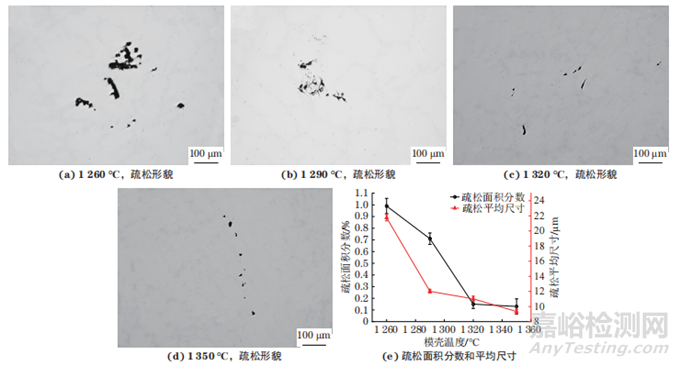
图5 不同模壳温度下IN718高温合金试样中部的疏松形貌以及疏松面积分数和平均尺寸随模壳温度的变化曲线(抽拉速度 24 mm·min-1)
2.2 不同抽拉速度下的显微组织
由图6可见,在不同抽拉速度下制备的合金试样中部均为等轴晶组织。由图7可以看出,当抽拉速度从6mm·min-1增大到48mm·min-1时,试样中部的晶粒尺寸从3.66mm减小到2.69mm。当抽拉速度不小于24mm·min-1时,试样顶部和底部的晶粒尺寸相差较小,组织均匀性较好。随着抽拉速度的增大,合金液的冷却速率增大且形核率增大,导致晶粒细化。当抽拉速度较低时,合金试样处于固相线和液相线温度之间且未完全凝固,晶粒粗化时间较长,致使晶粒尺寸较大且组织不均匀。因此,为了获得均匀的晶粒组织,抽拉速度应控制在24~48mm·min-1。
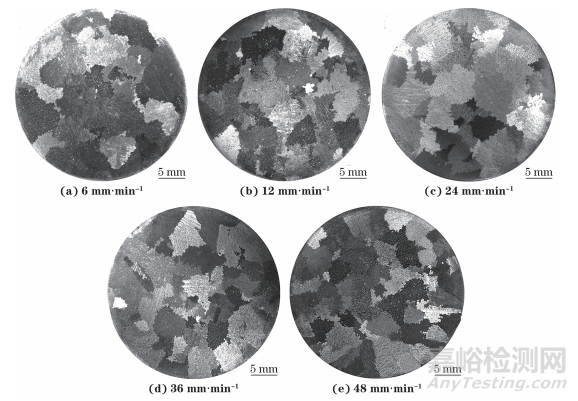
图6 不同抽拉速度下IN718高温合金试样中部的晶粒形貌(模壳温度 1290 ℃)
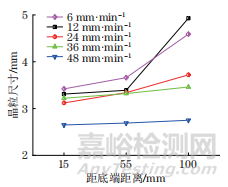
图7 不同抽拉速度下IN718高温合金试样的晶粒尺寸随距底端距离的变化曲线(模壳温度1290 ℃)
由图8可见,随着抽拉速度的增大,试样中部疏松尺寸增大,数量增多。当抽拉速度不大于 24mm·min-1时,疏松尺寸较小且数量较多;当抽拉速度大于24mm·min-1时,疏松明显增多且尺寸变大。随着抽拉速度的增大,疏松面积分数由0.18%增加到6.6%,平均尺寸由9.37μm增加到30.21μm。抽拉速度对疏松的影响主要与冷却速率的变化有关。在低的抽拉速度下,冷却速率较慢,合金液补缩的毛细管通道发生堵塞的概率较小,剩余合金液可以通过未堵塞的毛细管通道进行补缩从而减少疏松。当抽拉速率较大时,冷却速率增大,枝晶间合金液的毛细管通道变长且易凝固堵塞,剩余合金液补缩距离变长且补缩通道减少,无法进行有效补缩,导致疏松数量增加。抽拉速度过大还会使凝固时间变短,合金液有效补缩时间缩短,导致疏松增多。综上可知,IN718合金最优的新型热控凝固工艺参数为模壳温度1290℃、抽拉速度24 mm·min-1。
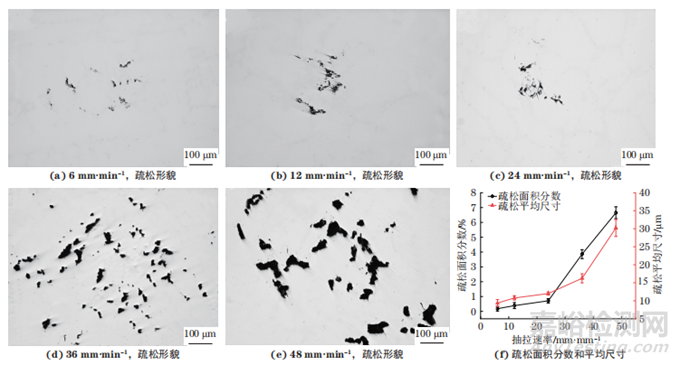
图8 不同抽拉速度下IN718高温合金试样中部的疏松形貌及疏松面积分数和平均尺寸随抽拉速度的变化曲线(模壳温度 1290 ℃)
2.3 最优工艺下结构件的显微组织
在浇注温度1380℃、模壳温度1290℃、抽拉速度24mm·min-1优化工艺下,采用新型热控凝固工艺制备IN718合金结构件。由图9可见,采用优化新型热控凝固工艺可获得充型完整的大面积薄壁特征结构件,最小壁厚为1.8mm,薄壁面积不小于6400mm2,晶粒全部为等轴晶,晶粒尺寸为0.81mm且不同位置处的晶粒尺寸相差较小,疏松分散分布且数量较少,平均尺寸为7.88μm,面积分数为0.2%。
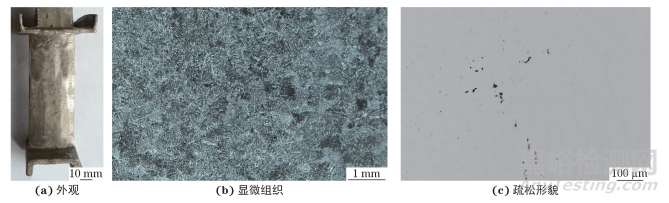
图9 优化新型热控凝固工艺下结构件的外观、中部显微组织和疏松形貌
3、结 论
(1)当浇注温度和抽拉速度一定时,随着模壳温度的升高,IN718合金的组织由等轴晶转变为柱状晶,断面等轴晶比例由98%降低到41%,晶粒尺寸由2.33mm增加到7.46mm且组织均匀性变差,疏松数量减少,尺寸减小。
(2)当浇注温度和模壳温度一定时,随着抽拉速度的增大,IN718合金组织均为等轴晶,晶粒尺寸从3.66mm减小到2.69mm,疏松数量增加,尺寸增大;当抽拉速度不小于24mm·min-1时,不同位置处的晶粒尺寸差较小,组织均匀性较好。
(3)IN718合金最优的新型热控凝固工艺参数为模壳温度1290℃、抽拉速度24mm·min-1,采用最 优新型热控凝固工艺制备出了晶粒尺寸为0.81mm、 疏松面积分数仅为0.2%、最小壁厚为1.8mm的IN718合金大面积薄壁特征结构件。
作者:介子奇 1, 2,张 军 1,刘鼎元 1,郭 敏 1
工作单位:
1. 西北工业大学凝固技术国家重点实验室
2. 西安工业大学材料与化工学院
来源:《机械工程材料》2024年10期

来源:机械工程材料


