您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2024-12-23 15:05
GB/T 2653—2008《焊接接头弯曲试验方法》是我国测定金属材料焊缝承受弯曲塑性变形能力最常用的工艺性能试验方法,该标准是在GB/T 2653—1989《焊接接头弯曲及压扁试验方法》及GB/T 2649—1989《焊接接头机械性能试验取样方法》中有关“焊接接头弯曲试验取样方法”内容的基础上,采用等同ISO 5173:2000《金属材料焊缝破坏性试验 弯曲试验》的方式修订,并于2008年3月31日发布,于9月1日实施,其在焊接设计和选材、新材料研制、焊接工艺评定、焊工技能评定等方面得到广泛应用,该标准对提升我国航空航天、电力、船舶、钢结构、承压设备等领域的焊件质量发挥了积极的作用。据笔者不完全统计,GB/T 2653—2008已被超过120个国家或行业标准引用,并被超过450家中国合格评定国家认可委员会(CNAS)认可实验室作为认可标准。
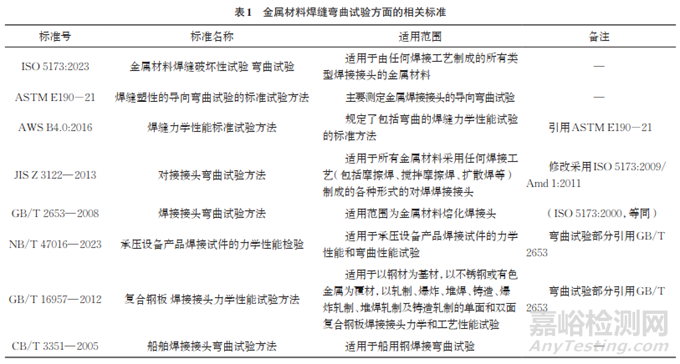
21世纪以来,为适应焊接新技术、新工艺、新材料的发展,作为工艺性能评价的焊接弯曲试验方法标准也发生了较大变化,其中最重要的国际标准ISO 5173:2000 就历经了ISO 5173:2009、ISO 5173:2009/Amd 1:2011、ISO 5173:2023等多次版本更新,其他国内外主要焊接弯曲试验方法标准如ASTM E190-21、AWS B4.0:2016、JIS Z 3122-2013、NB/T 47016—2023、GB/T 16957—2012 和CB/T 3351—2005也都进行了更新(见表1)。因此,GB/T 2653—2008已很难适应新的形势而亟需修订。笔者结合最新ISO 5173:2023标准及国内外焊缝弯曲试验标准,对GB/T 2653—2008的修订提出了建议。
1、GB/T 2653—2008与ISO 5173:2023标准的主要差异
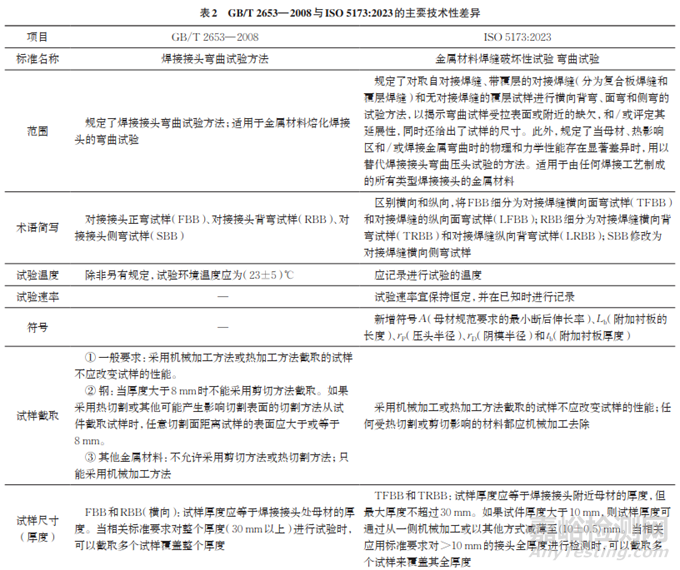
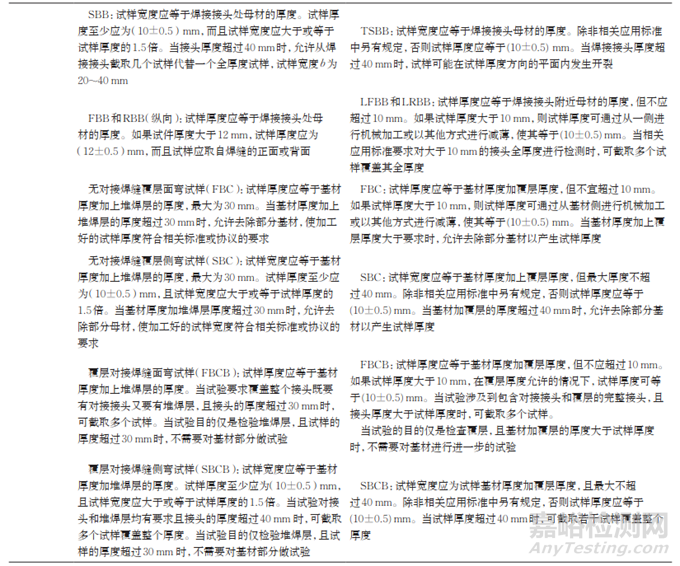
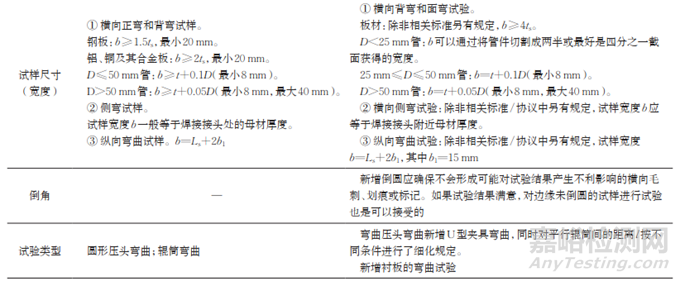
GB/T 2653—2008系等同采用ISO 5173:2000,由于ISO 5173:2000到ISO 5173:2023已经过多次版本修订,因此,GB/T 2653—2008与ISO 5173:2023标准对比已有较大不同,特别在标准的适用范围、弯曲试样的类型和尺寸、弯曲试验过程中的技术条款等方面差别较大(见表2)。
2、标准间的主要差异及GB/T 2653—2008标准修改建议
2.1标准的名称和适用范围
GB/T 2653—2008是按照GB/T 1.1—2000 《标准化工作导则 第1部分:标准的结构和编写规则》规定起草的,虽然等同采用ISO 5173:2000,但其编辑性内容修改较多,导致标准名称、范围等与ISO 5173:2000 差异较大。因此,建议GB/T 2653—2008依据ISO 5173:2023 修订时,按照GB/T 1.1—2020和GB/T 1.2—2020《标准化工作导则 第2部分:以ISO/IEC 标准化文件为基础的标准化文件起草规则》的规定进行修订,并与现有金属材料焊缝破坏性试验系列标准协调,将标准名称改为《金属材料焊缝破坏性试验 弯曲试验》,同时按ISO 5173:2023修改适用范围,使其能适用于任何焊接工艺(包括摩擦焊、搅拌摩擦焊、扩散焊等)制成的所有类型的焊接接头。
2.2试验温度和试验速度
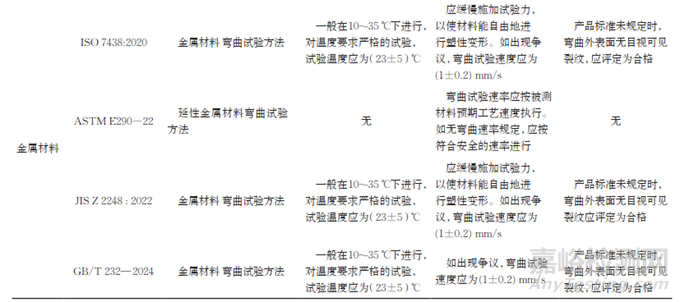
ISO 5173:2023相对ISO 5173:2009 的一个重大变化就是删除了关于试验温度的要求,即除非另有规定,试验环境温度应为(23±5)℃,笔者查询了国内外金属材料弯曲的相关标准,发现试验温度的表述并不一致(见表3),其中国内外金属材料弯曲试验标准中除ASTM标准外均有试验温度要求,且与金属材料力学性能试验标准的温度要求一致;而金属焊缝弯曲试验标准中ISO、ASTM和AWS均取消了试验温度的要求,只有我国GB/T 2653—2008和日本JIS Z 3122—2013 标准采纳的是ISO 5173的早期版本,尚保留着试验温度要求。考虑到弯曲试验标准是检验材料适应弯曲加工工艺能力的工艺试验标准,而至今未见试验温度对弯曲性能影响的相关报道,实际弯曲工艺规程中也鲜见温度控制要求,故笔者建议在GB/T 2653—2008修订时采用ISO 5173:2023 的表述,删除试验环境温度的要求,只记录进行试验的温度,以便于需要时分析试验温度的影响。
同理,弯曲试验速率应按被测材料预期工艺速率执行。考虑到实际弯曲工艺规程中一般只要求平缓施加试验力而无具体弯曲速率规定,故标准修订时采用“试验速率宜保持恒定,并在已知时进行记录”是最经济可行的。

2.3 合格判定
从表3可看出,国内外金属材料弯曲试验标准中除ASTM标准外均规定“产品标准未规定时,弯曲外表面无目视可见裂纹应评定为合格”,当然,这一要求对金属焊缝过于苛刻,故ISO 5173:2000标准中给出了“除非另有规定,在试样表面上小于3mm长的缺欠应判为合格”的要求。ISO 5173:2009标准取消了这一要求,这是因为国际焊接标准化技术委员会(ISO/TC 44)已将焊缝弯曲合格判定要求归入了焊接工艺评定、焊工技能评定和相关产品标准中。如ISO 15614-1:2017《金属材料焊接工艺评定试验 第1部分:钢电弧焊和气焊以及镍及镍合金的电弧焊》(对应GB/T 19869.1-2005《钢、镍及镍合金的焊接工艺评定试验》)、ISO 9606-1:2012《焊工技能评定 熔化焊 第1部分:钢》(对应GB/T 15169—2003《钢熔化焊焊工技能评定》)、ISO 9606-5:2000《焊工技能评定 熔化焊 第5部分:钛及钛合金、锆及锆合金》(对应GB T 36234—2018《钛及钛合金、锆及锆合金熔化焊焊工技能评定》)等均规定“试样任何方向不得出现大于3mm长的缺欠”。由于GB/T 2653—2008是采标ISO 5173:2000制定且一直未修订,故成了唯一保留合格判定的金属焊缝弯曲试验标准,须在标准修订中完善。
2.4英文术语“cladding”和“face bend”的翻译问题
“cladding”有包覆、电镀、包层、镀层、覆层、覆面等意思,GB/T 2653—2008 将“cladding”翻译成为“堆焊层”是不全面的。如在船舶和承压设备中大量使用的以钢材为基材,以不锈钢或有色金属为覆材的复合板就是通过轧制、爆炸、堆焊、铸造、爆炸轧制、堆焊轧制及铸造轧制等工艺制成的。修改采用ISO 17405:2014 Non-destructive Testing-Ultrasonic Testing-Technique of Testing Claddings Produced by Welding, Rolling and Explosion制定的GB/T 41655—2022《无损检测 超声检测 焊接、轧制和爆炸复合覆层检测技术》就将“cladding”翻译为“覆层”,因此,建议GB/T 2653—2008 修订时将“cladding”的中文翻译由“堆焊层”调整为“覆层”,以确保对试验对象描述的准确性。
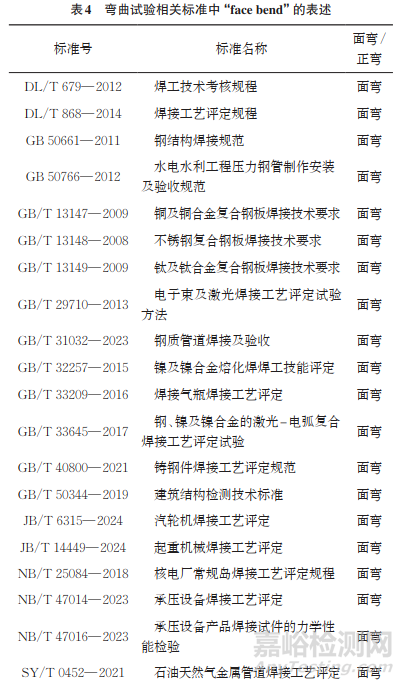
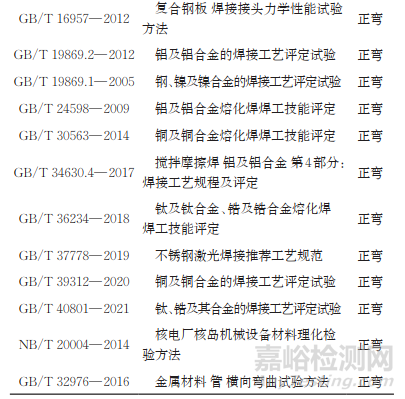
目前“face bend”的翻译有面弯和正弯两种,据不完全统计,现行弯曲相关标准中面弯占多数(见表4),中国焊接协会发布的团标T/CWAN 0010—2018《焊接术语 焊接检验》给出了术语“面弯试验”(face bend test)的定义为:“使焊接接头上表面受拉的弯曲试验,亦称正弯试验(试样受拉面为焊缝正面)”,因此,建议GB/T 2653—2008修订时将“正弯”修改为“面弯”,与其他现行大多数标准保持一致。
3、结论
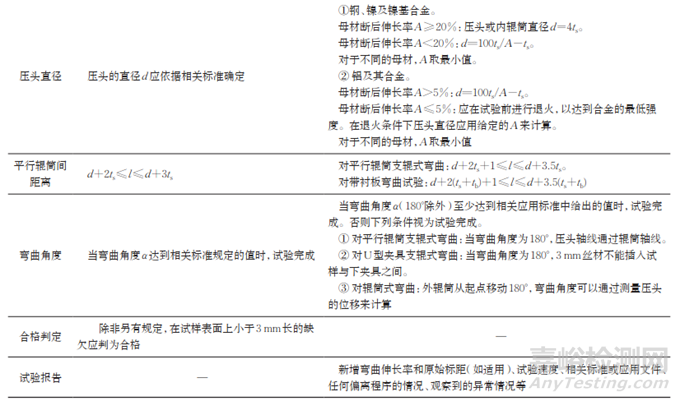
现行的GB/T 2653—2008标龄较长,与对应的ISO 5173:2023已严重脱节。从表2可以看出,两者差异性已较为显著,主要包括对弯曲试样术语的定义、弯曲试样的尺寸(厚度、宽度及长度)、试验过程中的技术要求等,其中试验过程中的技术要求现行ISO规定的较为详细,如针对母材不同的断后伸长率选择不同的辊筒直径、辊筒间距的要求等,可操作性较强,实际指导意义较大。因此,建议GB/T 2653—2008尽早修订,同时建议2653—2008修订时除尽量采用ISO 5173:2023的新内容外,还能尽量结合我国实际情况,增强不同标准间的协调性,使新修订的标准更清晰且更易操作。
作者:翟莲娜1,2,许鹤君1,2,王滨1,2
单位:1. 上海材料研究所有限公司;
2. 上海市工程材料应用与评价重点实验室
来源:《理化检验-物理分册》2024年第10期

来源:理化检验物理分册


