您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-12-31 16:03
管道运输是现代工业流体运输的重要方式,尤其在石油化工和天然气产业中发挥着不可替代的作用。然而,由于历史、技术和管理原因,工业压力管道常常带“病”运行,导致泄漏和爆炸事故频发。
随着使用年限增加,管道内外壁会受传输介质和外力的冲击、腐蚀等因素的影响而加速老化,出现泄漏、裂痕、磨损和变形等问题,因此必须定期对其进行有效检测和维护。
目前的管道无损检测技术包括电测法、化学法、声波和超声波法、磁粉检测、渗透检测、涡流检测、热成像法等。
江苏省特种设备安全监督检验研究院联合南京航空航天大学的科研人员设计了一套管道超声爬行机器人检测系统,包括驱动机构、检测机构和控制系统,可实现管道超声检测数据采集和传输。系统采用环形阵列探头结构和水囊耦合技术,对直径为159 mm、壁厚为4.8 mm的弯头管道和直径为159 mm、壁厚为6 mm的直管进行了试验测试,为管道压力容器的安全检测提供了重要技术支持。
检测系统设计
1、水囊耦合环形阵列探头设计
使用相控阵超声技术检测压力管道内壁时,曲面结构和缺陷位置等因素可能导致声束畸变和伪像产生,影响定位和定量分析的准确性。曲面结构与常规探头难以实现完全贴合接触,可能引发声能反射和扭曲,影响检测可靠性,因此,系统设计的关键问题包括优化探头设计和确保声波覆盖所有检测区域。
基于以上问题,在检测直径为159 mm管道的基础上,以与管道内径比为1:1的直径来设计内探轮式探头,探头直径为142 mm,型号为5CC128-2.1×20(中心频率为5 MHz,整圆阵列,128阵元,相邻阵元中心间距为2.1 mm,单个晶片阵元长度为20 mm),探头设计尺寸及其实物如图1所示。

图1 探头设计尺寸及其实物
为了减少声波能量在楔块-试样界面的损失,凝胶或者填充液体的膜可替代固体楔块形成探头与试样之间的良好耦合。探头水囊部分采用具有高透声性能的材料制作,具有一定的弹性,可以保证良好的管径适配能力。探头内置于胶膜之中,出线处采用了防水格兰头,故其有良好的密封性。
探头在使用前先向胶膜内部注水,胶膜内部充满水后,如果内部产生了气泡,可以通过排水气螺钉将内部气体排出,以保证检测效果。
2、管道爬行机器人设计
用于管道内部相控阵超声检测的爬行机器人由前端驱动机构、尾部驱动机构和检测机构,以及控制终端组成,如图2所示。其中检测机构位于前端驱动机构和尾部驱动机构之间,三个机构通过连接件与万向节连接。机器人与位于管道外部的控制终端采用复合电缆线连接,进行通信。
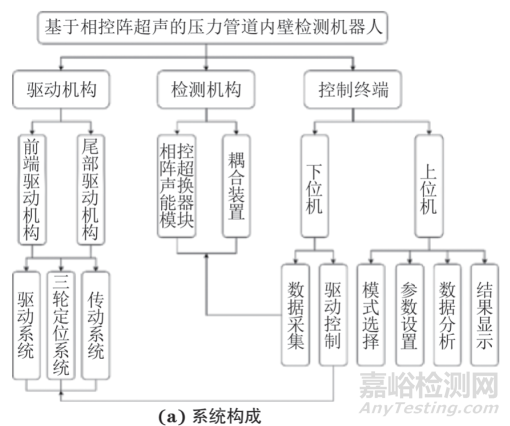

图2 管道爬行机器人系统构成及实物
机器人的驱动机构由前端和尾部驱动组成,采用驱动系统、定位系统和传动系统,通过减速电机驱动,传递动力到主动轮,使机器人行走。
检测机构包括相控阵超声模块和耦合装置模块,负责超声波的发射接收和保证探头与管道内壁的良好接触。
终端控制通过上下位机协调合作,实现参数设置、数据分析和系统运动的精确控制等功能。
简而言之,驱动机构负责行走,检测机构负责探测,控制终端负责管理。
管道缺陷检测及结果分析
试验仪器采用32/128通道的HSPA30-E型相控阵检测仪,采用上述128阵元环形阵列探头。原计划以管道爬行机器人带动环形相控阵探头在管道中匀速自动前进,但是由于探头和机器人之间的连接组件还未设计完成,故以下试验均采用人工手推探头在管道中进行测试,探头和管道之间采用水耦合。
弯管检测试验
进行弯管检测试验的弯头管道实物如图3所示,红框区域存在一个人工加工的缺陷,因为检测时不仅要保证探头的匀速推进,而且要保证探头与弯头管道耦合良好,但是加工的缺陷位置与弯管端头有一定距离,手持探头检测时难以实现高同心度和良好耦合,所以在试验中探测的区域主要位于管端弯头处,用于验证水囊耦合探头的性能。

图3 弯头管道实物
为使检测过程简易,将弯头管道置于凹形槽上并固定,连接探头与设备,人工手动缓慢将探头逐步向前推进,同时在探头前方喷涂水进行耦合。弯头管道检测现场及其相控阵超声检测结果如图4所示。
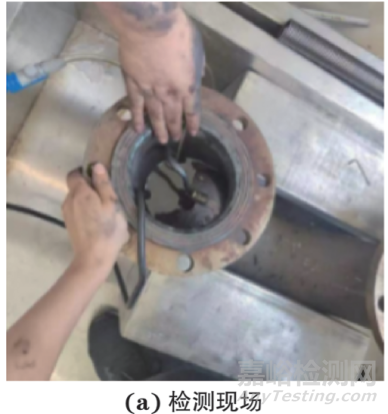

图4 弯头管道检测现场及其相控阵超声检测结果
由检测结果可以看出探头与管道之间具有良好的耦合效果,图中蓝色框内表示的是水囊探头与管道钢界面的回波,红色框内多次且呈规律的A扫描信号为钢管的底波反射信号,通过查看相邻两个A扫描底波反射信号之间的时间差,可以计算得到管道的壁厚。
直管检测试验
进行直管检测试验的直管实物如图5所示,图中用红框标出了4个人工加工缺陷,整根管道采用三截管道拼接而成,焊接时焊缝余高未处理干净,导致焊缝处管道内径变窄,环形相控阵探头无法通过焊缝区到达缺陷区,故在近端处加工了两个直径分别为2 mm和3 mm,深度为3 mm的平底孔,管道内焊缝余高及加工的平底孔形貌如图6所示。

图5 用于检测试验的直管实物
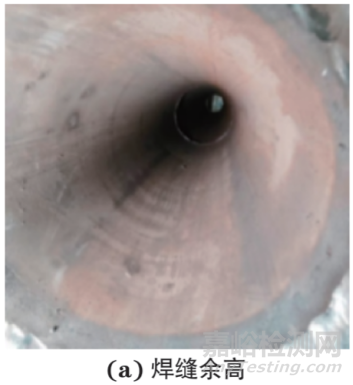

图6 管道内焊缝余高及加工的平底孔形貌
通过手动推进的方式,将探头缓慢推入管道内部,对近端处直径为3 mm,深度为3 mm的平底孔进行缺陷检测,壁厚6 mm直管检测现场及检测结果如图7所示。


图7 壁厚6 mm直管检测现场及检测结果
图7(b)中左侧线扫描视图红色框内为人工缺陷信号回波,对应于右侧视图中的A扫描信号,通过移动闸门获取底波信号,前后比较可知缺陷回波差值为3 mm,与事先设置的平底孔缺陷大小一致,说明该环形探头对于缺陷的检测灵敏度高。
但由于试验采用的直管壁厚仅为6 mm,缺陷信号与界面回波信号不易区分,故为了进一步验证探头的检测能力,将壁厚为6 mm的原直管换为壁厚为20 mm的新直管,并在距离其管端30 mm处加工了直径为2 mm和3 mm,深度为10 mm的平底孔缺陷,其形貌如图8所示。

图8 壁厚20 mm直管上的平底孔缺陷形貌
按照之前的检测步骤对新管道进行检测,检测现场及检测结果如图9所示,可以看出图9(b)中左侧线扫描图中的缺陷显示,经过测量可以验证缺陷检出尺寸与加工的人工缺陷尺寸一致,表明探头信噪比良好。

图9 壁厚20 mm直管上的平底孔缺陷检测现场及结果
结语
1、开发设计了一套针对压力容器管道的相控阵超声爬行机器人检测系统,试验证明,其能够实现管道的快速全覆盖检测,提高了检测效率和准确性。
2、设计了一种环形阵列相控阵探头,通过水囊耦合装置,该探头能对管道进行全覆盖快速检测并且与管内壁贴合良好,具有良好的密封性,不会产生漏水现象。
3、实际弯头管道和直管道的检测试验结果表明,设计的探头在保持较高同心率的同时,对于人工缺陷具有较高的检测灵敏度,对于厚壁管道的检测信号也具有较高的信噪比。
来源:《无损检测》2024年10期
作者:丁春雄1,傅姜2,王海涛2,王晋1,任毅1,郑凯1
工作单位:1.江苏省特种设备安全监督检验研究院;2.南京航空航天大学 自动化学院
第一作者简介:丁春雄,高级工程师,主要从事承压类特种设备检验检测、无损检测新技术的应用研究工作。

来源:无损检测NDT


