您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2025-01-13 16:24
DLXPM相比于718模具钢,适合于更大的塑料模具钢,随着钢材规格增加,探伤不合问题也会越来越多,不同的探伤不合特点反映出不同的质量问题,如钢材内部、表面等因素都会造成探伤不合。针对DLXPM不同的探伤问题,分析了探伤问题形成的原因,并提出改进措施。
1、 引言
DLXPM是在718模具钢成分基础上微调的一种塑料模具钢,通过降低C、Cr含量减轻偏析,改善焊接性,通过增加Mn、Mo含量,不仅弥补降Cr造成的淬透性损失,且使淬透性进一步增加,加入V进一步提高淬透性、细化晶粒、增加回火稳定性,同时可适当降低白点敏感性。相比于718模具钢,DLXPM适合做为更大型的塑料模具使用。随着钢材的尺寸增加,钢厂在生产时带来的问题也会随之增加,例如:探伤问题、硬度均匀性问题、纯净度问题等等,尤其是探伤问题,严重时会造成钢材报废,损失较大。本文针对DLXPM不同的探伤问题,简要分析其形成原因,并提出改进措施。
2、 研究材料及生产工艺
研究材料DLXPM的尺寸范围:厚度500~1250mm,宽度1200~1850mm,长度2000~4000mm。化学成分如表1所示。生产工艺流程:转炉→LF→RH→模铸→加热锻造→正火→退火→预硬→检验、入库。
3、 常见探伤问题特点及分析
3.1 钢材内部影响探伤问题
3.1.1 锭尾端夹杂探伤不合格
(1)探伤不合分布特征
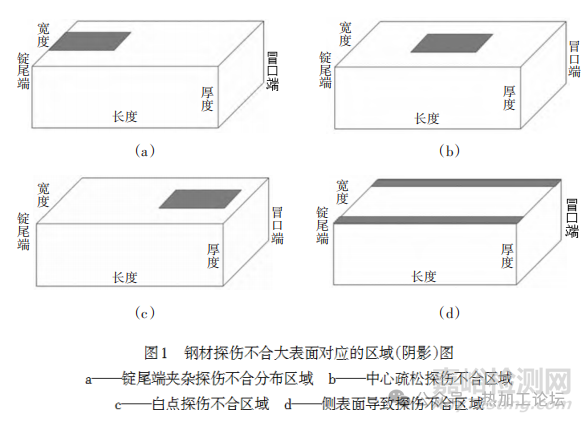
锭尾端夹杂探伤不合,缺陷大多分布在锭尾端1000mm长度范围内,宽度及厚度的中心区域,缺陷有时连续分布,有时断续分布,该种类型的探伤不合钢材表面对应区域如图1a所示。
(2)原因分析
DLXPM大型塑料模具钢一般采用锭重≥20t的钢锭生产,解剖定性分析缺陷主要为夹渣或夹杂,导致缺陷可能原因有:
①保护渣结块或加渣操作不规范导致保护渣未完全融化上浮,随钢液凝固残留在钢材中;
②浇注时因二次氧化造成以Si、Mn氧化物为主的夹杂物;
③因钢液脱氧不良,形成锭尾沉积锥。
3.1.2 中心疏松探伤不合格
(1)探伤不合分布特征
中心疏松探伤不合主要分布在钢材几何中心位置,不合区域小至几十毫米,大至几百上千毫米。该种类型的探伤不合钢材表面对应区域如图1b所示。
(2)原因分析
解剖定性分析产生缺陷主要原因为中心疏松级别较高,一般≥3级,存在明显的疏松孔洞。导致缺陷可能原因有:
①纯净度差、过热度高等原因导致原始钢锭中心质量较差,锻造后中心缺陷未焊合;
②加热未透烧、锻造单道次压下量小、锻比不足等,锻造后中心缺陷未焊合。中心疏松缺陷一般经过改锻后探伤合格。
3.1.3 白点探伤不合格
(1)探伤不合分布特征
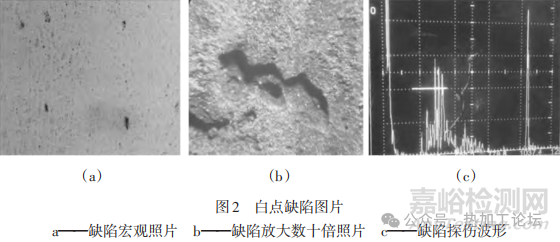
靠近钢材宽度的两边或长度的两端没有伤波,缺陷主要靠近冒口端,缺陷波形尖锐清晰,且随着探头的移动,波形此起彼伏、交替变化明显。有时宏观看像点偏,实际放大观察呈锯齿状裂纹,为白点缺陷,具体如图2所示。探伤不合区域如图1c所示。
(2)原因分析
DLXPM属于Cr-Ni-Mn-Mo钢,由于这些合金都是提高淬透性元素,必然伴随着大量的组织转变,进而带来组织应力,并且Ni、Mn等合金大多为电解法生产,含氢量较高,易导致原始钢液氢含量偏高,而且氢原子容易在纯净度较差、偏析较严重的位置聚集反应生成氢气产生氢压,组织应力与氢压为白点形成的必不可少的条件,因此该类钢材极易产生白点。产生白点的原因包含:
①因原材料潮湿、真空脱气不当等原因造成钢液原始氢含量偏高;
②因钢液纯净度差、偏析严重,给氢提供聚集场所造成氢聚集形成氢压;
③预硬冷却后未及时回火或回火时间不够等热处理操作不当原因造成较大的残余组织应力,与氢压共同作用形成白点。
3.2 钢材表面影响探伤问题
3.2.1 探伤不合分布特征
当钢材侧面存在凹坑、裂纹、折叠等缺陷,沿大表面探伤时,探伤不合区域一般分布在钢材宽度两边100mm内,且由侧表面连续延伸至内部,具体如图1d所示,经过人工钻孔模拟测试,如图2所示,探伤显示缺陷延伸深度大于实际缺陷深度,相同深度缺陷,距离探头越远,探伤显示深度越深。
3.2.2 原因分析
钢材表面缺陷深度一般不超过10mm,造成钢材表面缺陷原因包含:
①钢锭表面存在凹坑或裂纹缺陷,随着后续锻造形成折叠缺陷;
②锻造操作不当,如进砧宽度不合理、或终锻温度偏低等。
4、 改进与预防措施
针对DLXPM大型塑料模具钢的各种探伤问题,可以从以下几个方面改进或采取预防措施,即原材料准备、精炼、模铸、加热、锻造、热处理等关键生产工序的工艺参数,防止或减少探伤问题的发生。
4.1 冶炼工序预防措施
(1)合金料准备
合金料提前烘烤去除水分,降低原始钢液氢含量,防止白点缺陷。
(2)精炼
采用转炉+LF+RH+模铸工艺路线冶炼,控制转炉出钢C,防止转炉出钢下渣,做好脱氧操作,提高钢液纯净度,RH极限真空度≤67Pa,极限真空保持时间≥25min,进一步降低钢液有害气体含量。
(3)模铸
采用氩气保护浇注,浇注前使用氩气置换钢锭模内空气,防止钢液二次氧化。选取合适的保护渣,保证渣料细小松散,防止夹渣缺陷,选择内壁光滑无明显缺陷的钢锭模,防止钢锭表面缺陷。采用低温浇注,注速的控制原则:开流稳、跟流紧、及时增、平稳升,防止偏析。
4.2 加热、锻造工序预防措施
(1)加热
采用高温红送方式加热,保证装炉时钢锭温度≥600℃,升温速度≤80℃/h,在相变点温度时要有足够的保温时间,防止相变产生的应力与热应力互相叠加。高温扩散温度1250℃~1280℃,保温时间充足,一方面保证钢锭均匀透烧,一方面通过高温扩散均匀成分,减小偏析。
(2)锻造
锻造采用WHF锻造法,即宽平砧大压下锻造法,多次镦拔,拔长过程至少保证1道次压下量≥20%,总锻比≥6,保证钢材内部组织致密,防止中心疏松。
(3)热处理
锻后采用正火+去氢退火+淬火+两次回火热处理工艺,其中,正火的目的是为了细化晶粒,增加晶界的固氢作用,去氢退火的目的是进一步降低钢材中的氢含量,防止白点缺陷,热处理过程中每个工序间的衔接需保证钢材温度≥200℃,防止应力增加加剧白点倾向。
5、 结语
(1)钢材的内部缺陷以及表面缺陷均会影响探伤结果,内部缺陷包括:夹杂、夹渣、疏松、白点等,表面缺陷包括:表面裂纹、折叠、凹坑等,不同的缺陷类型具有不同的探伤分布特点。
(2)通过对生产中的原材料准备、精炼、模铸、加热、锻造、热处理等关键工序进行优化,加强工艺参数控制,能够有效减少探伤问题,提高探伤合格率。

来源:东北特殊钢集团股份有限


