您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2018-01-23 09:02
滚动轴承损伤程度的高低以及劣化程度,都能通过轴承旋转过程中所产生的振动、噪音以及其他可测信号加以测量与诊断。轴承内外圈滚道上的精度误差(例如加工波纹,表面粗糙度等)、轴承的劣化(例如由于冲击、疲劳、烧伤等原因造成滚道上的突起),经滚动体的挤压,便产生周期性很强的冲击或具有高次谐波的信号,这些信号的基本周期很显然与滚动体的公转周期接近或相等。对于间隙过小或经过预紧的轴承,其滚动体的运动可视为纯滚动,此时滚动体的公转周期接近理论计算值;反之,被磨损、间隙过大的轴承,其公转周期就易偏离理论计算值。
脉冲或振动会激发轴承滚子与内环圈的固有振动,因而轴承振动信号与噪声信号还主要表现为频率较大的振动噪声被轴承滚子公转频率等所调制信号形式,所以滚动轴承的振动频谱与噪声频谱往往在有关的特征频率或固有频率附近出现fr、fc、fi、等频率为间隔的上、下边频带。
由于轴承的误差,劣化信息多以调制的形式出现,所以目前国内外已出现许多将脉冲调制信号进行调制以后,进行故障诊断仪器。在精度诊断时也可以应用调制原理将冲击脉冲还原在滚动体自传频率和滚动体与内外圈接触的公转频率上,这样就可以更便于开展轴承的诊断工作。表1(按无间隙刚性纯滚动计算)、表2、表3提供了判断这些频谱的具体方法。
表1 滚动轴承旋转中产生的特有频率
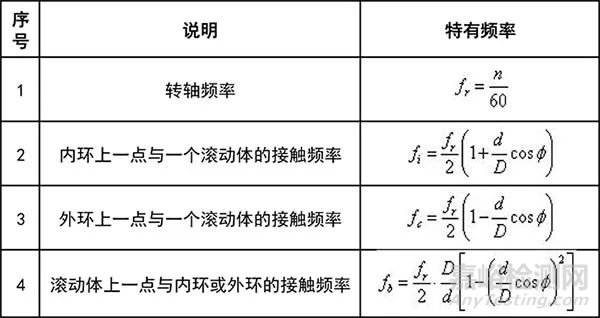
注:n为转轴转速(r/min);D为轴承节径(mm);Φ为轴承接触角。
表2 精加工表面波纹数引起的滚动轴承低频脉冲频率
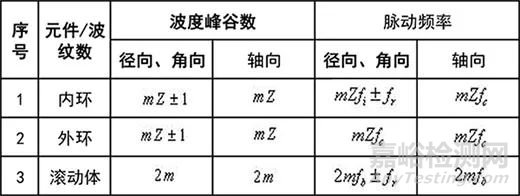
注:m为正整数;Z为滚动体数;其余各符号同表1。
表3 滚动轴承因构造,装配和损伤引起的脉动频率

注:表中fr、fc、fi同表1,m、Z同表2。

来源:优感


