在新产品研发、改进工艺时,通常会在热模拟机上进行轧制模拟、焊接热影响区模拟、热处理、测试过冷奥氏体连续冷却转变(CCT)曲线、等温转变(TTT)曲线等模拟试验,而完成热模拟试验的压缩圆饼试样高度只有12mm,直径约为20mm,无法在常规试验机夹具上对其进行拉伸试验,只能进行金相检验和硬度测试。如果需要得到抗拉强度,通常要根据GB/T 1172—1999 《黑色金属硬度及强度换算值》标准,由硬度进行换算。硬度换算方法只是一种间接的方式,虽然效率高,但是准确度难以判定,无法用该参数指导产品的力学性能。对于海工钢、桥梁钢、低合金高强钢、管线钢、船板钢等对强度指标要求特别高的材料,可以通过热模拟试验摸索出合适的工艺参数,得到直观的抗拉强度。来自江苏省(沙钢)钢铁研究院和江苏沙钢集团有限公司的岑风、胡显军等研究人员自制了小试样拉伸试验夹具,与拉伸试验机连接,再进行一系列小试样拉伸试验,可以较准确地测出材料的抗拉强度,对产品的研发具有实际工程价值。
1、试样制备和试验方法
1.1试样制备
将高度为12mm,直径约20mm的热模拟试验压缩圆饼试样加工成工字型小试样,其结构如图1所示。工字型小试样的加工步骤及表面磨抛工艺为:①取已完成热模拟高温压缩试验的小圆饼试样,用线切割方法沿小圆饼试样中部切割成直径为20mm,厚度为1mm的薄片;②用磨样机磨抛薄片试样,使厚度均匀,表面粗糙度小于0.8μm,满足GB/T 228.1—2021 《金属材料 拉伸试验 第1部分:室温试验方法》的要求;③用线切割方法将小圆饼试样切割成中间宽度为2mm,平行长度为8mm,过渡圆弧半径为2mm的工字型试样;④用磨样装置将试样表面和侧面进一步打磨,表面粗糙度小于0.8μm。将模具钢加工成小尺寸工字型试样夹具,其外观如图2所示。


1.2试验方法
检测依据GB/T 228.1—2021标准。电子拉伸试验机通过计量检定,精度为0.5级,试验机额定载荷为±5kN,应变速率为1×10-3s-1。硬度测试选用 全自动维氏硬度计。
2、试验结果与讨论
2.1 小试样拉伸试验结果
选择8种不同强度级别的试样进行热模拟压缩试验,将其加工成8组小尺寸拉伸试样,每组测试5个试样,取平均值,表1为不同强度级别试样的抗拉强度测试结果,可见强度为375~1279MPa,试样断裂位置均在平行段,说明试样的形状设计、加工合理,工字型夹具与试验机匹配,同轴度较好。
2.2 硬度测试结果
在8组热模拟压缩圆饼试样余料上切取硬度试样,经磨样机磨抛后,在全自动维氏硬度计上进行硬度测试,设定载荷为49N,保载时间为12s,每个试样中间区域测试5个点,每个点的间隔为1mm,试验结果如表2所示。试样的硬度为114~409HV,依次增大,与所选材料的抗拉强度逐渐升高具有较好的对应关系。
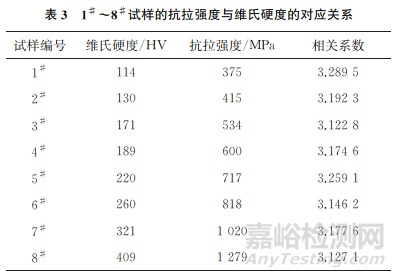
2.3 抗拉强度与维氏硬度的关系
根据式(1),比较1#~8#试样的抗拉强度和维氏硬度的对应关系,结果如表3所示。
可见,试样的硬度与抗拉强度呈正比,随着抗拉强度的升高,硬度也随之升高,实测抗拉强度与维氏硬度的相关系数为3.1228~3.2895。
2.4 验证试验
因热模拟试样尺寸较小,无法将其加工成标准拉伸试样,所以采用其他碳钢的标准拉伸试样和小试样进行对比试验,来验证小试样测试结果的准确性。
2.4.1 方案1
试样材料为Q355钢,厚度为16mm,经过正火处理,890℃保温,40min空冷,分别加工成规格为2mm×1mm(宽度×厚度),中间平行长度为8mm的哑铃状小试样和10mm(直径)标准试样,拉伸试验时每组测试5个试样,结果如表4所示。
2.4.2 方案2
选用厚度为1mm的镀锌板,分别加工成规格为2mm×1mm(宽度×厚度),中间平行长度为8mm的哑铃状小试样和规格为12.5mm×1mm(宽度×厚度)的标准试样进行拉伸试验,结果如表5所示。
表4,5可知:Q355钢小试样与标准试样的抗拉强度标准偏差均为2.70;镀锌板小试样与标准试样的抗拉强度标准偏差分别为1.48和1.00。这表明小试样与标准拉伸试样的试验结果偏差较小,得到的抗拉强度基本一致,二者可视为等效。
3、结论
(1)根据圆饼试样规格设计了小试样,再通过自制的工装夹具与拉伸试验机连接,解决了圆饼试样无法进行拉伸试验的问题。
(2)维氏硬度与抗拉强度呈正比,随着抗拉强度的升高,硬度也随之升高,实测相关系数为3.1228~3.2895。
(3)小试样和标准试样的拉伸试验结果基本一致,标准偏差均小于3.00,表明小试样拉伸试验能较准确地测定出材料的抗拉强度。