您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-04-01 13:33
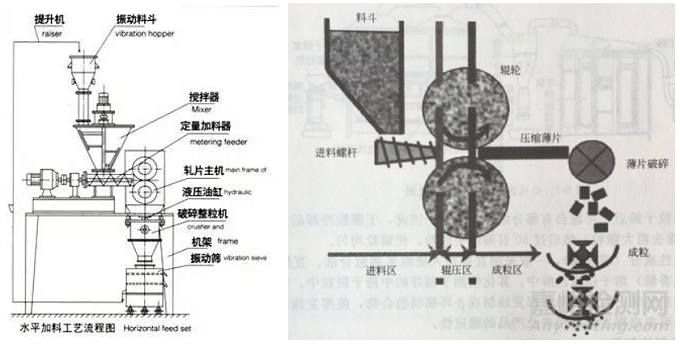
干法制粒工艺即:先将药物和辅料投到料斗混合机中混合均匀,然后转至干法制粒机料斗中下料,在无外加液体粘合剂的情况下,经上下两只辊轮将松散的粉末压缩团聚成片状,然后将压实的粉末粉碎、整粒形成颗粒,从而使粉末的流动性得到改善的工艺过程。它的工艺优点是在整个制粒过程中无需水或其他有机溶剂参与,尤其对于那些对湿、热比较敏感的药物更为适合。另外,粉末压缩方式有辊压和非辊压方式,其中辊压干法制粒技术是制粒行业的主流。在辊压制粒工艺中,一般可分为三个区域:进料区、辊压区、成粒区。接下来我们主要一起探讨影响干法制粒颗粒收率、脆碎度及性质的一些因素:包括干法制粒的不同工艺参数设定、物料特性等。
不同工艺参数设定影响:
1)进料区:物料经料斗下料,被进料螺杆推入挤压区,在进料区内,物料粉体内粒子间经历重排,粒子间空隙变小,物料间的空气被排出。进料速度会对干法制粒制得的颗粒产生一定影响,一般来说,对于流动性较好的物料,进料速度可适当降低一点。而遇到用干法制粒机制备流动性不好的物料,可以加快制粒机送料的速度,并且减慢压轮的速度,使物料能顺利形成类似云片糕状的条状。
2)辊压区:在该区域内,物料与压轮表面的移动速度保持一致,在咬合区经过上下两只辊轮的一定间距和压力作用下,物料经历弹性和塑性形变最终被压实,被压成一定厚度的片状。在该区域内影响干法制粒工艺的几个变量因素包括:压轮转速、压轮压力、压轮间距、物料特性。
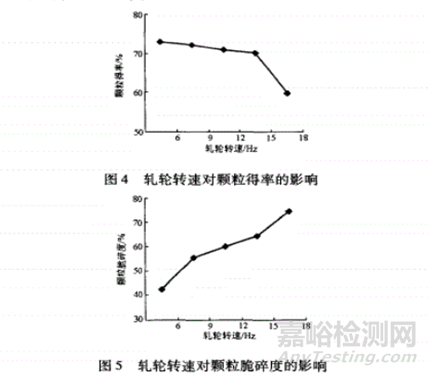
变量之一——压轮转速:压轮转速会影响物料在辊轮咬合区的受压时间,随着压轮转速的变大,物料在辊轮间受压的时间缩短,粉体粒子塑性形变减小,一方面可能有些粉末尚未压制成饼就随着辊轮滚动而泄露,另外受压时间短,形成的饼状颗粒结构疏松从而导致颗粒的收率下降。
例如在以下文献研究中,制备板蓝根泡腾片颗粒时,考察辊轮转速分别为6、9、12、15、18Hz,由结果可知辊轮转速在6~15Hz变化时,颗粒得率下降幅度不大,但当转速增至18Hz时,颗粒得率急剧下降,且颗粒脆碎度也会随着辊轮转速增加呈缓慢增加趋势。
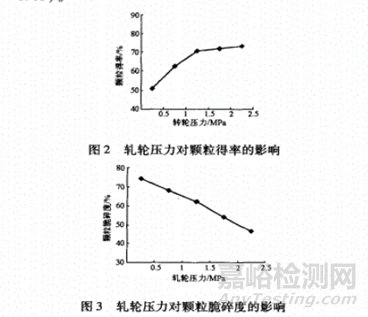
变量之二——压轮压力:压轮压力会直接影响到压饼的压实程度。压轮压力过小,压出的大片易碎,容易造成细粉量较多,细粉量较多的情况下,可以考虑适当增加压轮压力或者提高送料速度。当然,压轮压力并非越大越好,在一段压轮压力范围内,压饼密度会随着压力增大而线性增加,而当达到一定压力值后,再增加压轮压力,粉体密度增加幅度会显著放缓。压力达到选择要基于原料的稳定性、颗粒粒径分布、成品崩解溶出等,例如如果压轮压力过大,则压制得到的颗粒会越硬,导致颗粒的可压性下降,压片时需要较大压力才能压制成形,最终会影响片剂的崩解和溶出。以下文献在制备板蓝根泡腾片颗粒时,将压轮压力设置为:0.5、1.0、1.5、2.0、2.5MPa,分析结果知随着压力增大,其中压力从0.5~1.5MPa时,颗粒得率显著升高,而1.5~2.5MPa,颗粒得率增加速率趋于平缓,究其原因应该是压力增加粒子间排列更紧密,颗粒硬度增加,在压饼破碎过程中细粉减少,从而增加了颗粒的得率。另外因压力增大导致物料粒子间发生塑性形变程度增加,粒子间结合更加牢固,因此结果证实颗粒的脆碎度随着压力增加而呈直线下降趋势。
变量之三——压轮间距:压轮间距即指两个压轮之间的最近点距离,它会影响压饼的片厚。当然,该参数也与压轮间物料所受的压力以及所通过物料数量密切相关。这也就是为什么有时候会出现:明明设置的2mm间隙,压片厚度却比1mm和3mm小,即压辊间隙与片状物厚薄不成正比,究其原因那就是因为输料转速,压轮转速和液压压力三个参数没有匹配好导致的。我们一般压片厚度选择2.0mm左右,大部分物料压片的厚度区间一般也就在1.5mm~2.5mm区间。
3)成粒区:即将压制成一定厚度的压饼通过粉碎室的切割刀将大片进行粉碎,然后经过整粒室内不同尺寸筛网进行整粒处理。如果所得到的颗粒粒径比较大,可以将破碎整粒速度适当减慢一点,只要不堵塞筛网孔径即可。有时候干法制粒得到的颗粒圆整度也较低,从而会影响颗粒的流动性。在制粒过程中可以通过改变片的厚度来提高颗粒的圆整度,一般可以根据颗粒大小来适当调节所压的片的厚薄,这样经整粒后颗粒的圆整度要好一点,或者和厂家沟通改进整粒器的结构来控制颗粒的圆整度。
物料属性影响:
除了以上制粒工艺参数可能会影响到干法制粒颗粒性质外,另外物料本身特性本身也会对颗粒性质造成很大影响。物料特性包括物料的可压缩性、流动性、热敏性以及物料本身的湿度、含水量等。这些因素会直接决定该物料是否适合该干法制粒工艺,所以在选用干法制粒工艺前,有必要去充分了解物料的特性。
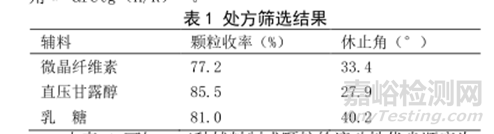
1)选用可压性、流动性更好的辅料。如果物料的可压性较差,会导致制粒后颗粒的细粉量较多。例如物料流动性不好有可能是乳糖、微晶纤维素选用的型号的问题,如果用200目的乳糖,用量又大,流动性肯定不好,建议可使用其它流动性较好的直压型乳糖或微晶纤维素;此外也可以加入一些胶态二氧化硅和硬脂酸镁,也能起到改善流动性的作用。例如由愈创木酚甘油醚与氢溴酸右美沙芬组成的愈美颗粒剂干法处方筛选中,筛选了三种辅料包括:直压甘露醇、微晶纤维素和乳糖对颗粒流动性的影响,结果得出在该处方中颗粒流动性优劣顺序为:直压甘露醇>乳糖>微晶纤维素,制得颗粒的收率高低顺序为:直压甘露醇>乳糖>微晶纤维素,综合考量选择直压甘露醇为本处方中的最适用辅料。
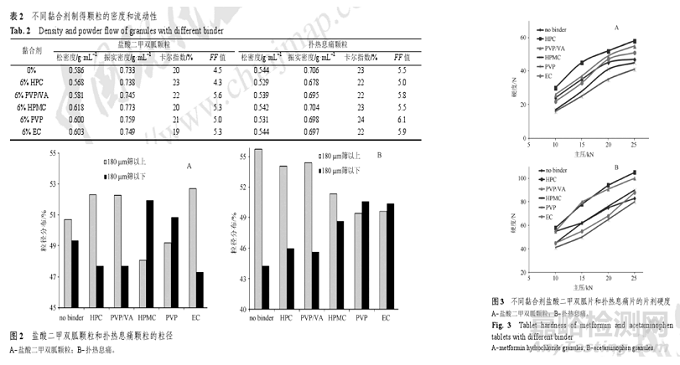
2)选用粘合剂不同种类:由于干法制粒、压片整个工艺过程中需要经历二次压制,所以可压性和脆碎度是该工艺面临的两大挑战,而粘合剂由于对其可压性和脆碎度起着重要的作用,所以它也是干法制粒压片工艺中非常重要的一个功能性辅料,另外粘合剂种类或用量选用不当,也会造成颗粒细粉量较多。有文献研究比较了羟丙纤维素(HPC)、共聚维酮(PVP/VA)、羟丙甲纤维素(HPMC)、聚维酮(PVP)和乙基纤维素(EC)五种粘合剂在干法制粒压片中的表现,韧性测定结果分别为:HPC(4581)、PVP/VA(1102)、 HPMC(388)、 PVP(652) 、EC(725),即HPC的韧性最好,更加容易承受外界应力,易发生塑性形变而不易发生脆性断裂。由不同粘合剂在盐酸二甲双胍片和扑热息痛片制备过程中的密度和流动性可知:当粘合剂用量不大时,不同种类粘合剂对颗粒密度和卡尔指数的影响均较小,干法制粒的颗粒密度主要还是与压制的大片密度有关,而大片密度主要受单位时间内流入辊轮间隙的物料量影响。由粒径结果知HPC和PVP/VA为粘合剂时细粉量较少,且在不同主压力下,HPC赋予片剂较好的可压性。
3)物料含水量及润滑剂用量:保证物料的含水量在一定适宜范围,可以保证干法制粒的颗粒收率大幅提高,同时颗粒的脆碎度会有所下降,因为适宜的物料含水量可以保证在粉体压缩过程中产生较好的粘性,相邻颗粒间形成的“固体桥”更加牢固。当然,物料含水量过多或者润滑度不够会容易导致干法制粒过程黏压辊现象的发生。尤其对于那些吸湿性较强的物料,很容易引起该情况的发生。如果在制粒过程中发生黏压辊现象,可以适当增加润滑剂如MS的用量,MS作为边缘润滑剂,主要当其受到设备(压辊、冲头类似)挤压时,形成一层软膜,从而起到润滑作用,但应当注意润滑剂的总用量,一般情况会选择润滑剂如MS一半用量内加,一半用量外加,在解决黏压辊问题的前提下,润滑剂用量标准即能少加就少加。例如在制备板蓝根泡腾片颗粒时,浸膏粉含水量分别控制在1.0%、1.5%、2.5%、3.5%、4.5%,其结果可以看出:随着浸膏含水量升高,颗粒的收率增加、脆碎度降低。
参考文献:
[1] 干法制粒机原理工艺流程图解
[2] 干法制粒工艺及其在研发中QBD思维的运用
[3] 干法制粒技术探讨:压辊间隙与片状物不成正比问题
[4] 姚丽娜,愈美颗粒干法制粒工艺研究[J].中国科技期刊数据库,
[5] 如何保证干法制粒机产品的圆整度
[6] 冯维峰,干法制粒及设备的特点与影响干轧效果因素的简述
[7] 罗晓健等,板蓝根泡腾片干法制粒工艺研究[中国中药杂志].2008,33(12).
[8] 王如意,干法制粒中粘合剂的比较[中国现代应用药学].2016,33(12).

来源:药事纵横


