您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-08-19 14:57
碱脆(又称苛性脆化Caustic Cracking,碱致应力腐蚀开裂CSCC或ASCC),是金属及合金材料在碱性溶液中,由于拉应力和腐蚀介质的联合作用而产生的开裂,它是SCC(应力腐蚀开裂)的一种。压力容器的碱脆主要发生在蒸汽等容易发生反复蒸发浓缩的部位或与苛性碱接触的高温容器上,在接触苛性碱的碳钢、低合金钢、铁素体钢和奥氏体不锈钢中设备上都可能发生。如国内外都发生过锅炉碱脆爆炸事故,生长人工晶体的盛有热浓碱液的高压釜、石油化工的余热回收系统、电解铝企业的蒸发器,氯碱化工厂、造纸厂、核电等企业的压力容器也有Na离子浓缩引起的碱脆事故发生。
1、碱脆机理
碱脆的机理存在是晶界铁素体优先阳极溶解还是晶间碳化物优先溶解等争议,人们在解释其开裂机理时用经典SCC理论来解释碱性环境下发生开裂的现象。
碳钢和低合金钢的碱脆,一般要同时具备3个条件:
(1)较高浓度的碱液:如在常压沸点温度下,低碳钢发生碱脆时的NaOH质量分数须大于5%。
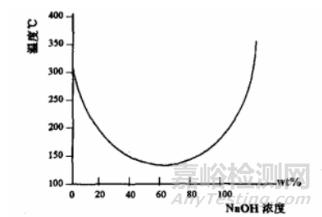
(2)较高的温度:碱脆的温度范围较宽,碳钢的碱应力腐蚀一般发生在50~80℃以上,与碱的浓度有关,60℃左右为产生碱脆的最低临界温度,但最容易引起碱脆的温度是在溶液的沸点附近。
(3)较高的拉伸应力:有理论认为低碳钢在热浓碱溶液中SCC机理属于沿晶阳极溶解型,SCC电位位于活化-钝化转变的范围内。碱脆的物理模型见下图。
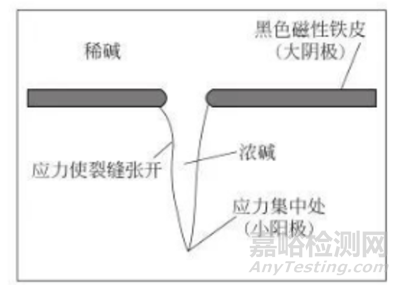
低碳钢碱脆物理模型示意图

低碳钢在80℃、NaOH35%wt溶液中阳极极化曲线及断裂电位区
腐蚀反应可能为,当局部NaOH质量分数大于10%时,金属的保护性氧化膜将被溶解,露出的基体金属进一步与碱反应,反应式为:

所形成的腐蚀产物为疏松、多孔的磁性氧化物,形貌为非层状结构,其水溶液呈现碱性。在锅炉或热交换器的水中只要含有 (10~20) mg/L的NaOH,局部反复蒸发浓缩可以导致在沉积物下或缝隙中碱的浓缩,引起局部碱腐蚀;在碱腐蚀和拉应力同时存在的条件下,可以引起碱脆。
有理论认为,腐蚀产生的部分H离子扩散入金属内部,引起氢脆。所以,碱脆可以是氢致开裂型,也可以是阳极溶解型,或混合型开裂。碱脆裂纹一般呈现沿晶特征,有分叉。但也可能出现穿晶开裂的情况,如在质量分数为50%的NaOH溶液中,奥氏体不锈钢开裂形态与热处理无关,都是穿晶开裂。
2、影响碱脆敏感性的主要因素
碱脆容易发生在残余应力比较高的含碱液体浓缩部位,如焊接接头部位。发生这种SCC时,通常主要是沿晶间发展,并且裂缝里充填有氧化物,破裂表面已经变脆,裂纹多平行于焊缝。碳钢碱脆裂纹金相显示为细小带有氧化物的网状沿晶裂纹。有3个主要参数决定碱脆敏感性:碱液浓度、金属温度、拉伸应力大小。工业经验表明,有些碱脆发生在几天内,而更多的需要1年以上的暴露时间,增加碱液浓度和温度可以提高开裂速度。
3、介质因素
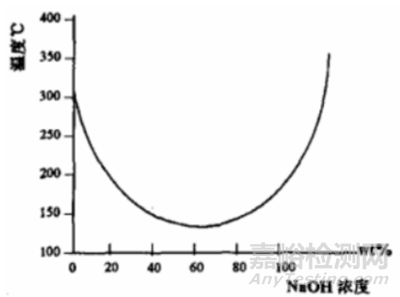
碱脆必须有高温浓碱液的腐蚀,如当NaOH的质量分数低于5%则不发生碱脆,这些浓碱液可以是设备的工作介质,也可以是设备在使用过程富集的,苛性碱的浓度愈高,则碱脆敏感性愈大。碱脆不仅与碱的浓度有关,还取决于溶液的温度,见下图:
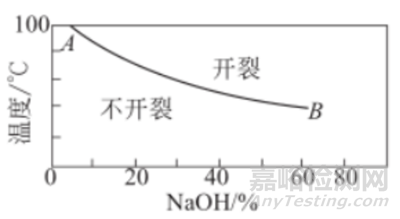
碱液浓度和温度对碱脆的综合影响
NaOH浓度和温度对碳钢SCC断裂敏感性影响(1-实验值;2-82个工厂现场调查结果)
上图显示出这两个因素的综合效应,低于图中的AB线或曲线2,则不发生碱脆。碱脆断裂时间的对数与溶液绝对温度的倒数呈线性关系,表明这种溶解-断裂过程是一种热激活过程,温度升高,发生碱脆破裂的时间缩短。
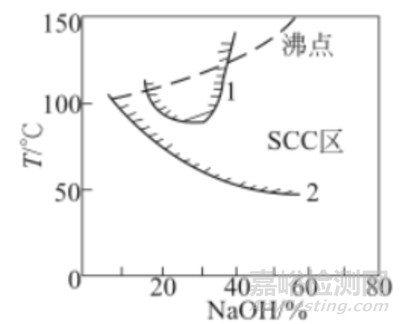
下图为金属碱脆敏感性临界参数曲线,碳钢在温度低46℃的环境不会发生碱脆。在温度高于82℃,NaOH质量分数大于5%时,有很高的开裂敏感性。关于温度的影响,需要考虑的是金属接触碱液的实际温度,而不仅仅是正常的工艺温度,有许多常温输送碱液管道,在安装有蒸汽伴热的情况下,发生过碱脆。
碳钢碱脆敏感性临界参数曲线(来源:NACE Caustic soda service chart )
4、力学因素
低碳钢的碱脆断裂时间随着应力的降低而增加。在实践中发现残余塑性变形最大的热影响区部分的金属,即焊接过程中被加热到500~850℃的那部分金属其SCC的倾向性最大。在碱液生产和储运使用的设备检修中发现,在焊接过程中加热温度超过550℃和略低于再结晶区的金属,在碱性溶液中具有最大的开裂倾向。这些正是焊接残余应力和组织应力最大的部位。
5、金属学因素
由于低碳钢的碱脆和硝脆是沿晶断裂的, 所以,有理论认为这种脆断的敏感性是由于C、N等元素在晶界偏析引起的,由此观点出发,低碳钢碱脆的金属学因素有:
(1)C和N在晶界偏析,碱脆敏感性增加;
(2)微量元素的作用:由于S、 P、As等杂质在晶界偏析,增加了碱脆敏感性;而少量La、Al、 Ti、V等可能是由于降低了有害杂质在晶界区偏析,从而降低了碱脆敏感性;
(3)晶粒度影响:晶粒增大,碱脆敏感性增加;
(4)热处理:球化处理后钢的碱脆敏感性大于正火状态,这可能是球化碳化物的同时增加了晶界偏析的结果;
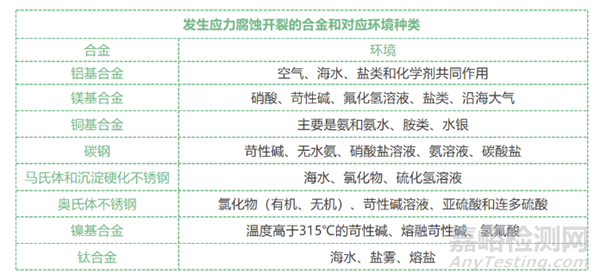
(5)合金成分:奥氏体不锈钢中铬镍合金元素含量对于抗SCC性能有很大影响,铬镍含量低的不锈钢容易发生碱脆,高镍合金 (如Inconel等合金)的抗碱脆性能要比奥氏体不锈钢好得多。
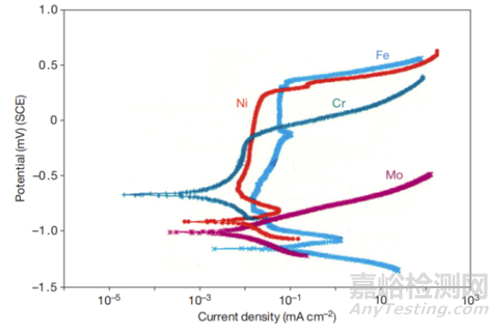
纯Fe、Ni、Cr、Mo在90℃,15%wt NaOH中的动电位极化曲线
6、电位
低碳钢在沸腾的质量分数为35%~40% NaOH溶液中碱脆的敏感电位范围为(-1150~800)mV (SCE),在沸点 (120℃)下钢的碱脆发生在-700mV (SCE)左右的很窄电位范围内,如下图所示。
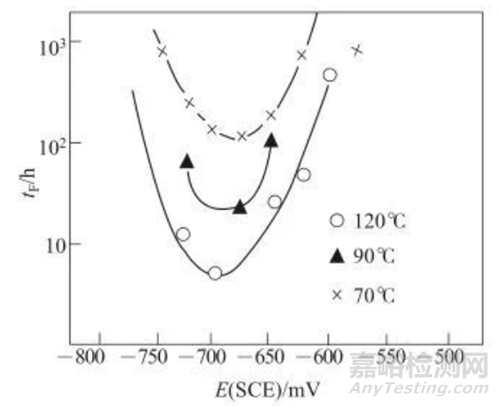
在NaOH溶液中碳钢产生的临界电位随温度变化的情况
在临界电位下,试样的断面收缩率大大下降,如下图所示。X射线结构分析表明在试样表面形成了四氧化三铁保护膜。
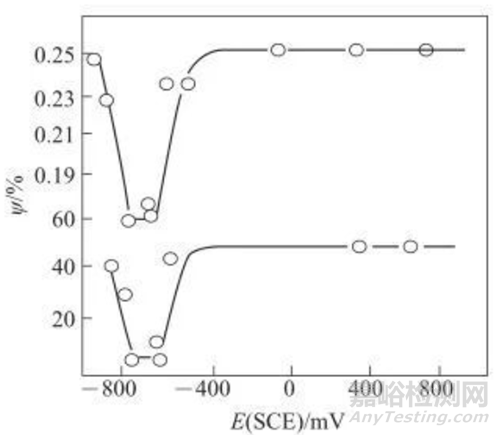
在沸腾溶液中,在临界电位范围内碳钢的断面收缩率的变化
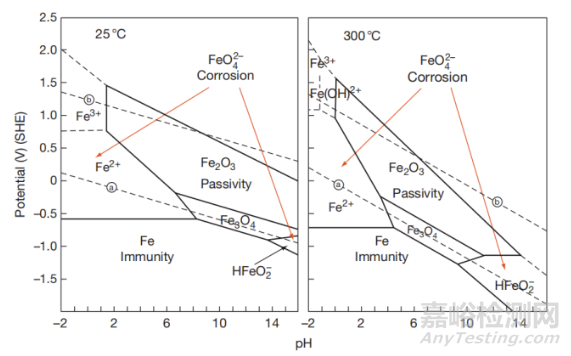
25℃和300℃,Fe-水的E-pH图
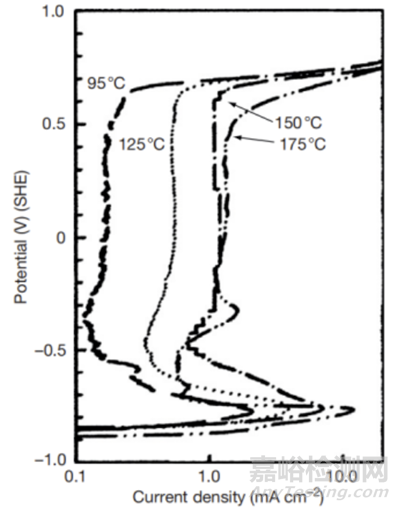
AISI1020碳钢在(95~175)℃的动电位极化曲线(2.75M-NaOH溶液,浓度~11%w/w)
7、碳钢碱脆敏感性的判断
碱液浓度:确定该设备或管道中最高的碱液浓度,尤其是要考虑清楚是否存在反复浓缩的部位,当存在反复浓缩情况时,碱液浓度没有下限。
温度:确定该设备中最高的工艺温度和金属壁温,同时还需要考虑碱液混合时因放热导致的局部升温。
伴热:确定该设备或管道是否有蒸汽伴热或电伴热,是否会导致伴热部位局部蒸发浓缩。
蒸汽吹扫:确定该设备中残余碱液在水洗之前是否存在蒸汽冲扫时局部加热浓缩的情况。
消除应力:确定该设备或管道是否在焊接或冷加工后采取了合适的消应力处理。碱腐蚀开裂敏感性具体判断步骤可参照API RP581进行。
8、防止碱脆腐蚀发生的措施
根据碱脆发生的微观机理及其规律,可以从以下几个方面采取控制措施。
8.1 选材
在环境温度下,可以设计选用碳钢设备装载苛性碱,从强度、塑性和碱脆敏感性3方面综合考虑,在最高温度46℃的苛性碱溶液的环境中,也能够选用碳钢,C质量分数约为0.20%的镇静钢 (20g)是最合适的碳钢。
但是,当苛性碱温度超过46℃时,碳钢焊缝必须进行焊后热处理,避免焊缝发生碱脆。在碳钢中加入Ti等合金元素并进行相应的热处理,也可有效地抑制碱脆的产生。
如,含质量分数0.73%的Ti(C,0.105%)钢试样,经650~750℃的保温,然后炉冷,使到达断裂时间从150h延长到1000h。按HG/T2058的7.8使用介质的限制,碳钢和低合金钢在NaOH 溶液中的使用温度上限见下表。

8.2 降低残余应力
尽量降低制造和装配时产生残余内应力的因素,如错边、角变形等,并防止生成空隙。从这个角度考虑,焊接结构优于铆接结构。即使是铆接结构,也可以采取一些措施减少局部的不均衡内应力,如铆接孔的均匀排列,避免过大的铆接压力等。
残余应力是造成碱脆的主要因素,宜采取低线能量、焊前预热、适当的焊接顺序、方向和进行层间锤击等焊接工艺措施,降低焊接接头的焊接残余应力。冷成型部件和焊接结构制造后热处理消除应力是一种防止碱脆的有效措施。
常用程序是把工件加热到预先确定的温度,并保持足够长的时间,使残余应力减少到可以接受的程度。这项操作与时间及温度有关,正常情况下,要以较慢的速度冷却,以免产生新的应力。
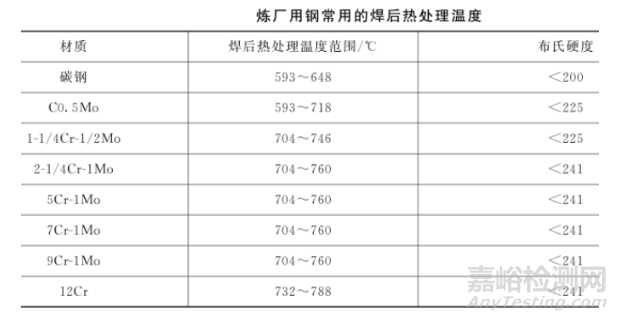
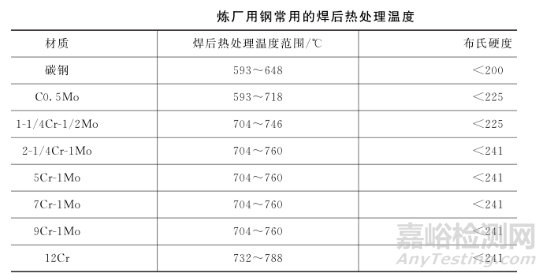
碳钢和低合金钢焊后去应力退火温度不低于620℃,并按照1h/25mm (厚度)计算保温时间。下表是炼厂用钢常用的焊后热处理温度范围,硬度值可以作为热处理效果的判据。
合理布置焊缝,尽可能减少焊缝数量和长度。选择合适的焊接接头形式,合理选择装配程序,采用预留收缩余量法、反变形法、刚性固定法等预防焊接变形;先焊短焊缝,再焊长焊缝等措施减少焊接接头的残余应力和组装应力。
8.3 加入缓蚀剂
常用的有Na3PO4、NaNO2、NaNO3、Na2SO4等,使用量根据实验结果确定,如阻止碱脆NaNO4/NaOH比值只要大于0.4, Na2SO4/NaOH需要大于5。NaNO2对阻止碱脆非常有效。
8.4 降低使用温度
尽可能降低作业温度,如间歇使用盘管加热,应保持温度≤46℃。
8.5 防止浓缩
在设计时,采取措施减少或防止碱液局部浓度升高或反复蒸发浓缩是防止碱脆的有效措施。
9、防范措施
主要管线和设备更换不锈钢304材质,提高碱脆的温度破裂区域温度。根据下图可以看出304不锈钢的碱脆破裂温度超过120°C。参考NACE炼化培训教程,在炼厂中在温度最高66℃的NaOH溶液中,可以使用碳钢,但是当温度超过66℃时,碳钢焊缝必须进行焊后热处理,避免焊缝发生应力腐蚀开裂。奥氏体不锈钢,如304,可以用在温度达83℃的环境中,若使用温度更高,需采用镍基合金或镍200(N02200)。当高温条件下溶液中存在硫化物时,应使用镍201(N02201)。
304不锈钢产生碱脆的浓度与温度的关系
尽可能减少蒸气伴热的投用时间,降低碱脆风险。
对主管线及设备在使用前进行整体热处理,消除应力集中现象,避免碱脆发生。
10、如何防止碱脆?
1、选材
在环境温度下,可以设计选用碳钢设备装载苛性碱,从强度、塑性和碱脆敏感性3方面综合考虑,在最高温度46℃的苛性碱溶液的环境中,也能够选用碳钢,C质量分数约为0.20%的镇静钢 (20g)是最合适的碳钢。
但是,当苛性碱温度超过46℃ 时,碳钢焊缝必须进行焊后热处理,避免焊缝发生碱脆。在碳钢中加入Ti等合金元素并进行相应的热处理,也可有效地抑制碱脆的产生。
如,含质量分数0.73%的Ti ( C 质量分数0.105%)钢试样,经650~750℃的保温,然后炉冷,使到达断裂时间从150h延长到1000h 。按HG/T20581的7.8使用介质的限制,碳钢和低合金钢在NaOH溶液中的使用温度上限见下表。

2、降低残余应力
尽量降低制造和装配时产生残余内应力的因素,如错边、角变形等,并防止生成空隙。从这个角度考虑,焊接结构优于铆接结构。即使是铆接结构,也可以采取一些措施减少局部的不均衡内应力,如铆接孔的均匀排列,避免过大的铆接压力等。
残余应力是造成碱脆的主要因素,宜采取低线能量、焊前预热、适当的焊接顺序、方向和进行层间锤击等焊接工艺措施,降低焊接接头的焊接残余应力。冷成型部件和焊接结构制造后热处理消除应力是一种防止碱脆的有效措施。
常用程序是把工件加热到预先确定的温度,并保持足够长的时间,使残余应力减少到可以接受的程度。这项操作与时间及温度有关,正常情况下,要以较慢的速度冷却,以免产生新的应力。
碳钢和低合金钢焊后去应力退火温度不低于620℃ ,并按照 1h/25mm (厚度)计算保温时间。下表是炼厂用钢常用的焊后热处理温度范围,硬度值可以作为热处理效果的判据。
合理布置焊缝,尽可能减少焊缝数量和长度。选择合适的焊接接头形式,合理选择装配程序,采用预留收缩余量法、反变形法、刚性固定法等预防焊接变形;先焊短焊缝,再焊长焊缝等措施减少焊接接头的残余应力和组装应力。
3、加入缓蚀剂
常用的有Na3PO4、NaNO3、NaNO2、Na2SO4等,使用量根据实验结果确定,如,阻止碱脆NaNO3/NaOH比值只要大于0.4,Na2SO4/NaOH需要大于5。NaNO2对阻止碱脆非常有效。
4、降低使用温度
尽可能降低作业温度,如间歇使用盘管加热,应保持温度 ≤46℃ 。
5、防止浓缩
在设计时,采取措施减少或防止碱液局部浓度升高或反复蒸发浓缩是防止碱脆的有效措施。
6、防范措施
主要管线和设备更换不锈钢304材质,提高碱脆的温度破裂区域温度。根据下图可以看出304不锈钢的碱脆破裂温度超过120°C。
SUS304不锈钢材料产生碱脆的烧碱浓度与稳定的关系
尽可能减少蒸气伴热的投用时间,降低碱脆风险。对主管线及设备在使用前进行整体热处理,消除应力集中现象,避免碱脆发生。

来源:中国腐蚀与防护网


