您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-09-10 16:37
1、影响齿轮加工精度的因素
1.生产过程和机床本身精度和机床调整
在齿轮加工过程中,机床的本身精度和机床的传动会影响齿轮加工,出现一点误差就会影响精度;机床的调整是一个重要的环节,如不精准调整,很容易影响精度。在等高齿切齿(干切)时有大量铁屑飞溅,会进入机床各个部位,就会降低机床本身的精度。此时要及时对切削过程中的铁屑采用高压吹气的方式进行吹扫,从而使机床内部保持干净,对于采用油冷却渐缩齿齿形的切齿方法,要及时清理机床腔内的切屑,同时还有及时更换冷却油,以免大量的油污进入机床的传动链内影响机床运转精度。
2.工装夹具
工装夹具要定期校验和保养,达到使用标准。如工装夹具精度不达标或在使用中磨损,就会影响齿轮精度。要使用精度高确保加工精度,耐用保持稳定可靠一致性,和适用安全性,满足加工的精度需求,在实际生产中主被齿切齿夹具的径向跳动和轴向跳动应采用校正棒和校正环进行校验,径向跳动和轴向跳动均应控制在≤0.02mm,具体检测部位及检测方法如图1和图2所示。
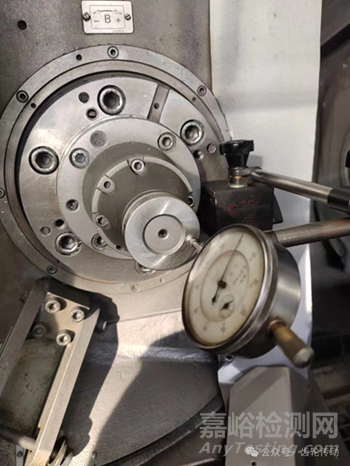
图1 主动齿轮夹具轴向跳动检测

图2 被动齿轮夹具径向跳动检测
3.刀具
铣刀、涂层刀头、拉刀、刀盘刀具的刃磨精度和装刀精度会直接影响到加工齿轮的精度,刀具在加工过程中要尽量减少刀高跳动和径向跳动。使用刀具要具备高硬度、高耐磨性,和高强度韧性,耐热性和工艺性能经济性。在实际生产中径向跳动≤0.025mm,刀高跳动≤0.025mm,对于弧齿锥齿轮来说无论是内刀或是外刀,刀高和径向跳动均如此要求,具体检测部位及检测方法及检测结果如下图所示。

图3 弧齿刀刀高检测
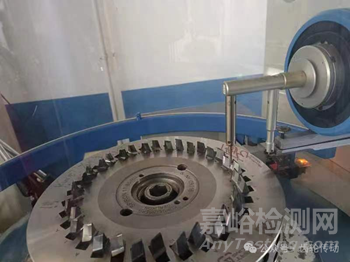
图4 弧齿刀刀具径向跳动检测
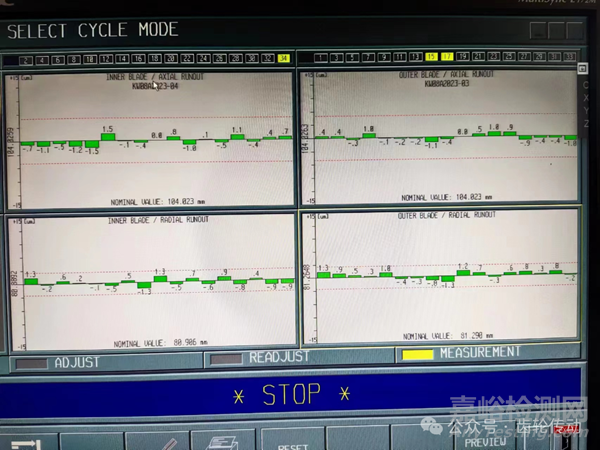
图5刀具(内、外)径向跳动及刀高检测结果
4.刀盘转速和切削力和产生的摩擦温度
一是切削时工件受力,工件易发生相互作用力,易变形不稳定性,离心力、重力等外力相互影响出现误差。二是铣齿时刀具与工件产生摩擦产生热量,温度过高会影响加工过程降低精度。三是应力问题。在实际生产中要保持机床恒温20~25度,刀盘转速要与粗切的余量相匹配,一般粗切后齿坯的余量保证在0.3-0.5mm左右;对于。
2、齿轮加工精度提升的措施
1.先提升齿坯的精度,增加齿轮毛坯的等温正火工艺
齿坯的精度直接关系到齿轮安装和定位精度,齿坯安装缝隙的偏差大会出现加工偏心问题,导致齿跳径跳过大,影响合格率。因此在齿轮加工过程中,要严格把控齿坯的余量和精度,包括齿轮毛坯的预先热处理,因为影响齿轮传动精度的主要原因是由于齿轮毛坯硬度不均造成切削应力不均,从而导致齿轮在随后的渗碳过程中齿形变化无规律。采用齿坯等温正火工艺是提高齿轮传动精度的有效途径。在我国毛坯的预先热处理工艺往往不被重视,因而长期以来齿轮毛坯热处理质量不稳定,毛坯正火后的硬度不均给随后的机械加工带来困难,降低了加工精度,增加了加工成本,使热处理变形难以控制。
随着引进国外轿车生产技术,对齿轮毛坯热处理质量要求严格了,按过去的正火工艺根本无法满足要求,等温正火工艺在这种情况下才逐步受到重视,并相应地开发了等温退火设备。相信随着我国汽车工业的发展,等温退火工艺及设备亦会同步地得到发展。
2.控制齿轮加工过程中的精度
目前绝大多数齿轮生产企业主要采用五刀法加工渐缩齿齿轮,五刀法加工渐缩齿是一种传统的加工方法,接触区是在小轮两个侧面分别调整,互不影响,技术成熟,因此长期以来在国内、外广泛应用。在大批量生产中常采用五台以上机床为一组,加工一对齿轮需要五次装卸,转换品种时间长、调整工作量较大。延伸外摆线等高齿采用两刀法加工,大、小轮两个侧面都是用一把刀同时加工的,接触区调整比较复杂,国内以前应用不多,只有少数一些企业采用此方法。
近年来,随着切齿调整计算分析软件和切齿机床数控技术的发展,调整计算准确度提高、数控机床定位精度提高、调整参数更加简单方便,两刀法加工的接触区调整已不再是难题,另外由于两刀法加工采用两台机床为一组,加工一对齿轮仅需要两次装卸,加工时间短,生产效率高,劳动强度低,因此应用越来越广泛,在中、重型卡车齿轮上对等高齿进行了研究和推广,生产实践证明,等高齿的强度和寿命明显高于渐缩齿。
目前在国外已基本上形成了两种主要的加工方式:一种是采用等高齿,热后研齿;另一种是采用渐缩齿,用全工序法切齿,热后磨齿。在美国广泛采用第一种方式,用于各种卡车和SUV等领域。而在欧洲,轻、重型卡车通常采用第一种方式,各种高端客车和豪华后驱轿车等主要采用第二种方式。使用滚切结合的加工工艺,在原工艺基础上更优化工艺,提升精度。控制周节积累误差和公法线长度的变动量和齿圈的经跳,确保加工精度和质量。在实际生产中齿轮精度为6级以下(标准DIN3965或GB/T11365)齿距误差、累积误差、齿圈跳动等指标要求。
3.优化刀具及参数
螺旋锥齿轮数控加工过程中,用直廓截形代替盘状铣刀刀刃理论截形的偏差影响螺旋锥齿轮齿面加工精度。在分析了螺旋锥齿轮数控加工原理这一基础上,,运用克林贝格公司(奥利康)KIMoS'5建立刀刃到形成齿面的数学模型;依据空间啮合理论计算盘状铣刀刀刃实际截形,分析并建立了盘状铣刀刀具半径误差与齿面的误差的关系;进一步通过加工工件齿面点反算推导出刀具实际截形误差,对实际的螺旋锥齿轮加工过程中齿面精度的提高具有重要的指导意义。优化刀具和正确操作可以保证齿轮的加工精度。同时还要经常检查刀头的磨损程度,及时更换,保证刀盘刀槽无杂物。另外,在磨刀之后还要及时对刀盘刀条进行退磁处理。
4.减小齿坯加工误差和偏心影响
圆柱齿轮的偏心会影响着磨齿的精度,会导致齿向、齿距以及齿廓之间都产生误差,影响着啮合。因此需要对偏心现象进行计算,计算其偏心的数值,再对其进行校验和调整,保证磨齿的精度。采用模型分析法,对其偏心现象对成形磨齿精度的影响进行分析,再结合自己的工作经验,以及成形磨齿机磨削原理,提出了相应的补偿方法,来对成形磨齿精度的控制提供参考。
圆柱齿轮在磨齿加工过程中,容易受齿轮、砂轮形位误差的影响,产生齿轮偏差、砂轮偏差,从而使加工出的齿轮精度较差。因此在加工过程中,需要注意加工元件形位的变化规律,以此来控制成形磨齿的精度。其实齿轮偏差、砂轮偏差对于齿轮精度的影响是不同的,当发生偏差时,一般都是通过反向安装的方式来进行精度补偿,但是该过程非常复杂,而且补偿的精度也非常有限。
因此本文基于此,在基于《ISO1328-1:1995》的标准,通过模型的方式,以齿轮偏心误差为主要的研究对象,对于精度的影响展开分析,最后提出了相应的补偿对策。结合自己日常的工作经验,认为可以利用现代数控系统来对磨齿加工过程中的误差进行补偿,因为其具有强大的误差补偿功能。径向补偿。径向补偿主要是指将齿廓的形状进行等距的平移,以此来降低齿廓的倾斜误差,将其误差率降低60%,也就是说将其由原来的0.013mm,降到补偿后的0.005m,这种补偿方式不会改变齿廓的形状。径向补偿改变了左右齿距误差的相位关系,但是其无法对齿距误差、齿向误差进行改变。径向和切向综合补偿。采用此补偿方法可以补偿由于齿轮偏心引发的齿廓误差和齿距误差,但是无法对齿向误差进行补偿。因为齿向误差是因为齿轮安装偏心导致的螺旋线偏离,通过综合补偿无法纠正已经偏离的螺旋线,需要通过旋转倾角的方式来对齿向误差进行补偿。在采用磨削加工实验的方法来对方法的正确性和可行性进行实验。选择一个数控成形磨齿机作为研究对象,对其补偿前后的齿轮进行检测,检测结果显示,综合补偿方法可以有效的提高齿廓、齿距的加工精度。先保证齿坯的质量和齿坯孔的定心精度,再将几何偏心和运动偏心的相互影响进行一定的抵消。
5.优化热处理工艺和研齿工艺
优化热处理工艺,最大化控制齿轮变形和淬火。优化研齿工艺和研磨液配比,使精度有效的提高。热处理对齿轮的精度影响甚大。为确保后续加工,关于一般结构的零件,应规则零件热后内孔椭圆度不大于0.03,公法线尺度变动量不大于0.03;关于较薄且内孔与齿部外径相差较大的零件,除了上述规则外,该零件的端面翘曲度应不大于0.05;关于带内花键的零件,应防止内花键变形过大。
研齿加工属于一种精加工,研齿最重要的目的在于降噪和改善轮齿表面接触状况。研齿是修正淬硬齿轮微小齿形误差和改善表面质量的一种精加工方法。由于前面工序的切齿加工或热处理变形引起的误差,会导致啮合精度下降,研齿的目的就是精化轮齿的接触表面,以改善轮齿的光滑滚动特性,保证轮齿安静地啮合,提高承载能力。
研齿是极小量金属切除过程,这一过程由与齿面相对滑动有关的速度和作用力来完成,研齿至少要求能够实现降噪,噪声降低的程度根据不同的研齿工艺参数以及齿轮副初始状况有所不同。研齿对噪声的改善可以通过各种精密的脉冲声级计来测量。研齿还要求不降低齿轮副的承载能力,从另外一个角度来说,也就是研齿不会破坏轮齿的初始接触区,最好是能够有效的改善轮齿接触区。
研齿虽然不能像磨齿那样对齿轮副进行精确的修形,提高齿轮副的精度等级,但是通过适当的采用位置点停留控制技术、扭矩实时控制技术等,还是可以有效的改善轮齿接触区,比如说根据工艺要求增加或者减小齿廓或齿长方向的齿面鼓形,对齿面接触区在接触长度、位置和偏转状态几方面做较小的修正。但是,不能指望完全用磨齿来达到产品所要求的的接触区质量,也不要因为接触区质量较好而不研齿。
3、结束语
综上所述,在齿轮加工过程中,影响精度的因素较多,我们要提升齿轮的精度,就要从操作工的本身整体素质,机床,工装夹具,刀具和生产环节衔接入手,严把各个工序质量管控,科学严谨的确保提升齿轮质量精度。齿轮的加工,除了采取有效的工艺措施、正确的刀具安装来保证外,还与滚刀的制造、机床自身精度误差等因素息息相关。通过影响齿轮加工精度因素的分析,来寻求提高滚齿精度的途用规径,使齿轮加工精度得到不断提高,是我们在今应用后的生产实际中需要不断研究和解决的。

来源:齿轮传动


