您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-11-18 15:53
钛及钛合金具有比强度高、耐腐蚀性和低温性能好、热强度高等优点,是航空航天工业中重要的结构材料,在飞机上主要用于机身骨架、蒙皮、起落架、桁条、隔热罩和壳体等。随着我国航空航天、军工、海洋工程等领域钛相关高新材料的快速发展,高品质的钛及钛合金产品是未来的发展方向。
目前,钛合金的熔炼方法主要包括真空自耗电弧炉熔炼法(VAR)、非自耗真空电弧炉熔炼法、冷炉床熔炼法、冷埚熔炼法、电渣熔炼法五种方法。由VAR法功率消耗低、熔化速度快和良好的质量重现性,熔炼的铸锭具有良好的结晶组织和均匀的化学成分,是目前成熟的钛及钛合金生产技术之一。但在实际生产中发现采用真空自耗电弧炉熔炼法生产的钛合金铸锭,一次锭表面普遍存在大量且易剥落的表面黑皮,一方面,掉落的表面黑皮会对铸锭的成材率产生不利影响,增大生产成本;另一方面,这些黑皮可能会对成品铸锭的化学成分产生影响,尤其是氧含量,若不加以控制会影响终端产品的理化性能。因此,研究钛合金铸锭表面黑皮与化学成分的关系具有十分重要的意义。
本文以TC11钛合金一次铸锭表面黑皮为研究对象,通过扫描电镜对黑皮化学成分检测分析,并制备添加黑皮的纯钛铸锭进行对比实验,研究钛合金表面黑皮成分及黑皮与铸锭化学元素的关系,旨在为获得高品质的钛及钛合金铸锭提供理论指导。
1、 实验材料及方法
实验原材料为零级小粒度海绵钛与TC11钛合金一次锭表面黑皮。海绵钛的化学成分如表1所示。

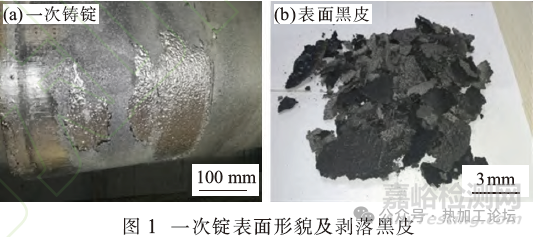
图1为TC11钛合金一次锭表面形貌及脱落的表面黑皮。可以看出,铸锭表面呈灰黑色且局部存在已脱落的表面黑皮,呈碎片状或粉末,暴露位置具有明显的金属光泽。将表面黑皮锤捣为粉末状,采用扫描电镜和能谱仪在任选3个位置进行面扫描, 检测其化学成分,如表2所示。可以看出,黑皮所含化学元素种类繁杂,包括C、O、Mg、Al、Cl、Ti、Mn、Fe 及Zr等化学元素,且不同区域的化学元素含量差异很大,其中Ti元素含量最高、氧元素次之。

使用上述海绵钛制备电极规格Φ110mm、10kg的纯钛自耗电极,标记为Ti-1;使用上述海绵钛添加1kg的钛合金表面黑皮制备与Ti-1同规格同重量的自耗电极,标记为Ti-2。这两支自耗电极均采用真空自耗电弧熔炼一次,最后获得两支Φ140mm铸锭。
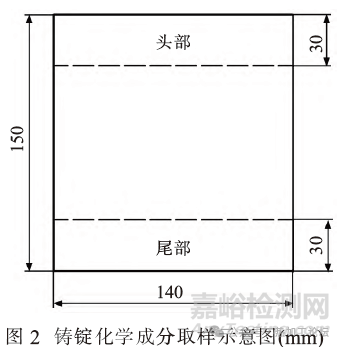
对Ti-1及Ti-2铸锭进行化学成分对比分析。在距离铸锭头、尾部30mm处取屑样和3mm×3mm块样, 具体取样位置如图2所示, 检测元素包括Mg、Al、Si、Cl、Mn、Fe、Zr、Mo、C、O、N、H。
沿Ti-2铸锭轴向均分为3节,取中间一节观察其低倍组织,腐蚀液配比为HF∶HNO3∶H2O=1∶3∶6(体积比),肉眼观察正反两面是否存在黑皮夹杂等冶金缺陷,在GX71 型金相显微镜下观察Ti-2铸锭的高倍组织。
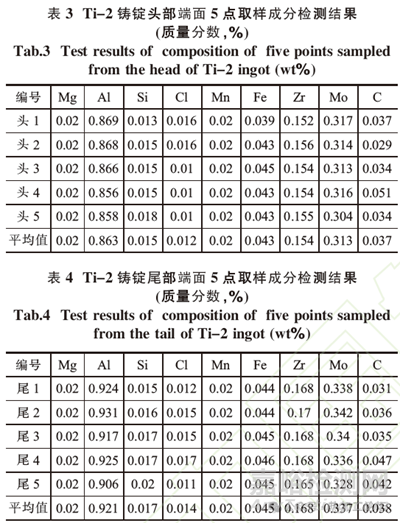
对Ti-2铸锭成分均匀性进行分析,在铸锭头、尾端面进行5点取样,检测元素包括Mg、Al、Si、Cl、Mn、Fe、Zr、Mo、C。采用AG-250KNIS型万能试验机进行拉伸试验,检测Ti-2铸锭的室温力学性能。
2、 实验结果分析
2.1 黑皮形成原因分析
从图1可以看出,一次铸锭表面呈灰黑色且局部存在已脱落的表面黑皮,呈碎片状或粉末,暴露位置具有明显的金属光泽,认为铸锭表面黑皮主要来源于海绵钛基体及中间合金中的杂质。因为在真空自耗熔炼过程中,电极块中的杂质在不断受热挥发,在磁场力的搅拌作用下熔池中的漂浮物及杂质沿水冷铜结晶器的中心向外扩散,遇结晶器内壁后冷却凝固粘接铸锭表面。
表2可以看出,一次锭表面黑皮化学元素种类繁多,主元素种类与成品锭化学元素相同,但不同的区域化学元素含量差异较大。总体来看,黑皮中O元素含量十分高,Cl、Al、Mg、C元素含量也远远高于钛合金中的含量,这些杂质元素均为易挥发性元素,主要来源于海绵钛。这是由于目前海绵钛的普遍生产方法是镁还原法,流程包括高钛渣氯化生成四氯化钛、四氯化钛精制、精四氯化钛还原蒸馏及海绵钛破碎和包装,这些生产环节中不可避免地会引入含Fe、C、N、O、H、Si、Cl、Mg、Cr等元素的杂质或化合物。
2.2 黑皮对铸锭成分的影响
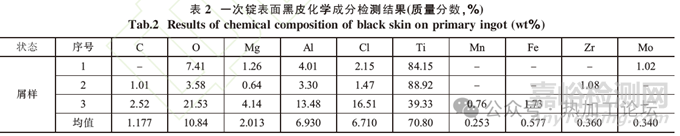
图3为采用ZH30型真空自耗电弧炉进行一次熔炼制备的Ti-1铸锭。可以看出,铸锭头部存在10~30mm 长的杯状口,厚度1~3mm,铸锭圆周面呈银白色,具有明显的金属光泽。
图4为采用ZH30型真空自耗电弧炉进行一次熔炼制备的Ti-2铸锭。从图4可以看出,添加1kg钛合金黑皮的铸锭头部杯口长约10mm,厚度10~20mm,顶部边缘部位存在若干金属小颗粒,铸锭圆周侧面两端黑白分明,下端呈银白色,具有明显的金属光泽;上端呈黑色,粘附大量的黑色物质。这是因为本试验采用层铺法压制,与压料过程中1kg钛合金黑皮添加的位置有关,底层为海绵钛,中间层为黑皮,上层为海绵钛。在真空熔炼过程中,由于黑皮中的Mg、Cl、Mn等元素杂质元素密度小,随着熔池的搅拌而不断上浮,遇结晶器内壁后冷却凝固粘接在铸锭圆周表面。
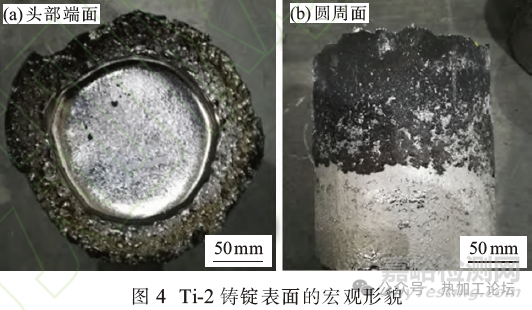
图5为Ti-1和Ti-2铸锭头、尾化学成分曲线图。可以看出,同一标号的自耗电极经真空自耗熔炼后,头、尾各元素分布均匀。对比Ti-1和Ti-2两支铸锭,除O元素含量有显著差别,其他各元素含量相对均匀。Ti-1氧含量为0.069%~0.071%,Ti-2铸锭氧含量为0.20%~0.21%,是Ti-1的2.8~3.2倍,说明1kg的钛合金表面黑皮对投料10kg的纯钛铸锭氧含量有显著影响,而对其他元素影响不大。

表3、4分别为Ti-2铸锭头、尾部端面5点取样化学成分检测结果。从表可以看出,添加黑皮的自耗电极经一次真空自耗熔炼后,头、尾各元素分布均匀,且稳定性良好。头、尾的Al、Mo、Zr合金元素含量波动性较大,其他元素的头、尾含量差异不大。Al、Mo及Zr元素的头尾均值差分别为0.058%、0.024%和0.014%,其他合金元素差值≤0.02%。
2.3 显微组织观察
为了观察添加黑皮的纯钛铸锭内部有无黑皮夹杂等缺陷,在Ti-2铸锭中部取块样,两端面车光进行低倍组织观察,低倍腐蚀后的宏观形貌如图6所示。
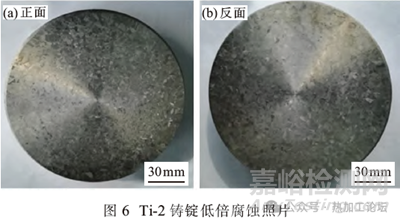
从图6可以看出,Ti-2铸锭中部两端面宏观组织均匀,未发现气孔、裂纹、夹杂、分层、偏析等肉眼可见的冶金缺陷,说明钛合金铸锭表面黑皮没有对铸锭的冶金过程产生不利影响,这也为制备高品质的航空航天用钛合金提供了理论指导,即工业生产中,常规用普通钛合金铸锭可以不用一次锭表面扒皮,占铸锭总重比例小的钛合金表面黑皮对铸锭的成分均匀性不会产生不利影响。
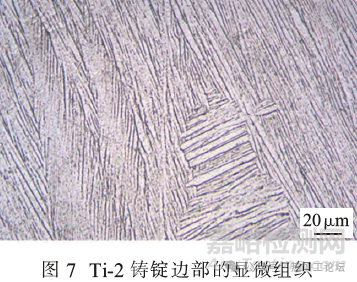
图7为Ti-2铸锭靠近边部的显微组织。从图可看出,该区域为典型的柱状晶粒区,与其他金属材料从金属熔体转变为固体后形成的柱状晶微观组织类似,主要是凝固时外层开始形成一层热的壳即表面细晶粒区,铸锭内部的温度较高,晶核较难形成,因此表面层的晶粒便向内生长,次层晶粒生长时,因为受到相邻晶粒的限制,只能沿散热相反方向向内生长,所以形成了垂直于模壁的柱状晶粒层。而且工业生产中钛合金铸锭普遍采用真空自耗熔炼,属顺序凝固,被熔炼材料接负极,水冷铜结晶器接正极,通电后两极间产生弧光放电,将电能转变成热能,产生高温使材料熔化,熔炼过程中液态金属熔滴通过高温弧区后落入金属熔池,并在水冷铜结晶器内凝固成锭。采用此熔炼方法制备的钛合金组织比浇注形成的铸锭组织更加优良。
2.4 力学性能分析
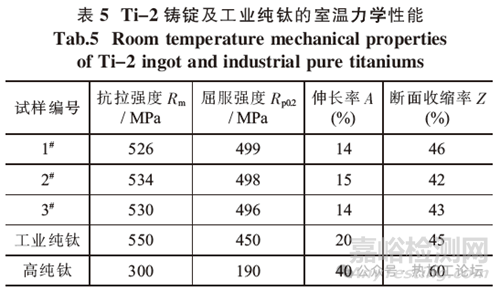
表5为Ti-2铸锭、工业纯钛的室温力学性能。从表中可以看出,本次试验的铸锭抗拉强度与工业纯钛相当。众所周知纯钛的抗拉强度与其中的杂质含量有很大关系,尤其氧元素含量对纯钛的抗拉强度有明显的增大作用,而对塑性有不利影响,与热处理工艺关系不大。根据工业纯钛轧制板材的抗拉强度与其铸锭氧含量的函数关系:
Y=755.286X+417 (1)
式中:Y为抗拉强度,MPa;X为铸锭氧含量,质量百分数。计算可得本次Ti-2铸锭的抗拉强度为568.06MPa,比实测均值530MPa 高约38MPa。这是因为原材料(海绵钛)中杂质元素种类繁多,同一批海绵钛生产的同一铸锭头、尾杂质含量仍有差异,除O元素,其他元素如C、N元素波动较大的情况下,生产的铸锭实际性能与理论计算的性能就会出现很大偏差,通常最大偏差值都在±40MPa以内。这可能与取样位置、制备工艺及晶粒度等因素有关。本次钛合金表面黑皮与铸锭化学元素的关系研究,可为今后获得高品质的纯钛铸锭提供理论指导。
3、 结论
(1)本次试验的TC11钛合金表面黑皮中O元素含量均值为10.84%,Cl、Al、Mg、Mn元素含量也远远高于基体海绵钛的杂质含量。这些杂质元素均为易挥发性元素,认为主要来源于海绵钛原材料,这与海绵钛生产制备方法有关。
(2)未添加黑皮的Ti-1 铸锭氧含量为0.069%~0.071%,符合VAR 增氧规律,添加黑皮后熔炼的Ti-2 铸锭氧元素含量为0.20%~0.21%,是未加黑皮Ti-1 铸锭氧含量的2.8~3.2 倍, 说明钛合金表面黑皮对铸锭氧含量有增大作用。
(3)铸锭表面黑皮对Φ140mm、总重10kg的Ti-2铸锭的化学成分均匀性影响不大, 且低倍组织未发现黑皮等冶金缺陷,Ti-2铸锭室温平均抗拉强度为530MPa、屈服强度为497MPa、断后伸长率为14%,强塑性匹配基本上与工业纯钛力学性能相当。
来源:西安超晶科技股份有限公司

来源:Internet


