您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2018-03-14 17:13
随着人类寿命的普遍延长,越来越多的老年人患有关节炎和骨质疏松症,这导致骨科置换器械的需求量不断增长。全球范围内的体重增加和肥胖化趋势使得人类骨骼关节要承受更大的压力。此外,大多数人的生活方式正在改变,从缺乏体育锻炼到增加运动参与度,进一步增加了人们对身体部件置换件的需求。随着新兴经济体的发展,越来越多的人可以承担骨科医疗器械费用。据全球调研机构 Global Market Insights 预测,到 2024 年,全球骨科器械市场的产值将会增长到 500 亿欧元(530 亿美元)。
竞争推动刀具开发
在竞争激烈的骨科零件市场,五家主要供应商占据大约 85% 的市场份额,其他 200 多家公司竞争剩余的份额。鉴于这种激烈的竞争,设备制造商致力于寻求更快、更经济的零件加工方法。通过应用新型材料,植入物变得更坚固、更轻,并且能够在人体内存续多达 25 年之久。此外,骨科器械是整个生活消费品市场走向个性化的一部分;医疗器械制造商都在想方设法定制自身的产品,从而适应患者对身体外观和其他偏好的需求。产品多样性已成为一项关键的竞争优势。因此,机床制造商追求研发能够快速加工复杂轮廓零件的方案,而刀具制造商致力于开发可以提供更高速度和灵活性的刀具技术。先进的制造技术方案包括用于机加工的 3D 打印技术和先进冷却技术。
一、典型零件
骨科器械包括髋关节和膝关节置换零件、人造肘关节和踝关节、创伤康复器械、脊柱骨板以及各种康复用钉、杆和紧固件。关节重建器械约占 40% 以上的市场份额,其中大部分是髋关节和膝关节置换件。这些零件的关键要求是强度、可靠性、轻量化以及生物相容性。
二、加工挑战
骨科零件通常由棒材、铸件或锻件加工而成,然后进行研磨和抛光。对于髋关节和膝关节植入物,最常见的工件材料是钴铬合金,但钛合金的使用量也在增长。典型的钴铬合金包括 CoCr28Mo6 等,而 Ti6Al4V 钛合金是最常用的材料。
三、冷却液要求
骨科植入物加工中所用的材料通常会产生过多的热量,因此需要使用冷却液。然而,通常对传统冷却液的使用有着极其严格的限制,以防止污染零件。并且在加工后,传统冷却液需要进行清洗,这个过程耗时且成本昂贵。此外,在员工身体健康、安全和处理政策方面,冷却液本身也会造成环境问题。另一种冷却技术是采用超临界二氧化碳 (scCo2) 的干式切削技术。这种超临界 scCo2 作为一种介质,把干燥的强效润滑剂输送至切削区。
3D 打印零件
在骨科器械生产中,另一项越来越普遍的非传统制造技术是 3D 打印技术,该工艺使用钛和钴铬合金粉末来生产复杂的、接近净成形的零件。在医疗行业中,采用选择性激光熔化 (SLM) 技术把粉末熔化并逐层制造零件。该工艺允许医疗器械制造商为患者定制特殊轮廓和尺寸的零件。此外,还可以产生均匀一致的微孔表面,从而加速零件与人体骨胳的结合。对于精加工,通过 3D 打印加工出的零件能够保持其制造金属的大部分加工特性。然而,此类零件可能必须接受印刷后期处理,以减轻加工过程中产生的不均匀应力。此外,在加工后期,由于零件接近净成形且具有复杂的轮廓,因此零件夹持可能是一项挑战。
一、置换零件
全膝关节置换物通常由三个基本部分组成:一个是称为股骨零件的轮廓金属(钴铬或钛)零件,它连接到股骨(大腿骨)的膝盖末端。一个是称为胫骨托的金属零件,它固定至小腿胫骨的顶部,由短轴或龙骨组成,用于支撑带凸起边缘的扁平表面。最后一个是介于金属零件之间的塑料轴承插件,能够使关节自由运动。
二、组合制造方法
骨科植入物的金属合金零件必须具有极佳的表面光洁度,这不仅有助于最大限度地减少塑料零件的磨损,同时还允许关节的预期寿命达到 20年或更长时间。例如,在膝关节置换物中,股骨零件和胫骨托必须绝对光滑,以保护塑料轴承插入件不受磨损。
三、多项加工操作
骨科零件的复杂轮廓通常需要使用一系列特定的专用刀具。例如,胫骨托涉及七项加工操作,包括粗加工、托底粗加工、托底精加工、倒角铣削、T 型槽根切加工、侧壁精加工/倒角以及根切去毛刺。需要以最少的人工干预实现出色的表面质量和可靠的刀具性能,从而确保最佳的生产率、最低的成本和最高的质量。
结论
全球人口和经济的增长趋势表明,人们对复杂骨科零件的需求量将会不断增长。同时,消费者的期待以及医疗零件制造商在竞争中获胜的决心,联合推动了个性化骨科零件的研发,从而满足不同患者的独特需求。令人惊讶的是,通过使用比以前用于生产此类零件的定制刀具更灵活、更具成本效益的标准化刀具,可以实现不同的零件特异性。

这两种材料都具有生物相容性,极其坚硬,因此非常适合制造骨科零件。然而,这些相同的属性也增加了合金的加工难度。钴铬合金坚硬耐磨,弹性大,且导热性差。这种合金可能包含坚硬的、导致刀具严重磨损的磨蚀性成分,并会产生坚韧且连续的切屑,因此需要使用具有良好切屑控制性能的切削刃槽型。
钛合金很轻且非常坚固。会在加工时变硬,并且导热性差。热量集中在切削刃和刀面上。高温、大切削力和切屑通道的高摩擦会造成月牙洼磨损和刀具失效。该材料的弹性模量较低,这在一些植入应用中颇具好处,但在加工时材料会从切削刃上弹回,因此要求密切留意刀具的锋利度。 
随着融合冷却系统的诞生,可以在不使用油、乳液或合成液的情况下加工零件。当二氧化碳在 31 C下被加压至 74 bar (1,070 psi) 以上时,它就变成了超临界流体。在这种状态下,它会像气体一样充满容器,但密度与液体相似。当被输送到切割区时,虽然不会像液氮一样创造低温物质,但超临界二氧化碳会膨胀并形成干冰。因此,全新的冷却液解决方案带来更高的冷却效率,优于那些采用高压水/油、微量润滑 (MQL)、液态二氧化碳和液态氮的现有系统。

同样,髋关节置换物也包括三个主要部分:一个是顶端带有股骨帽或头的金属股骨柄,它插入股骨的顶部或臀端。一个是置于骨盆内的金属髋臼杯或球窝套件。膝关节中的新 alinea 轴承插件和髋关节中的塑料杯通常采用 UHMWPE(超高分子量聚乙烯)加工而成。 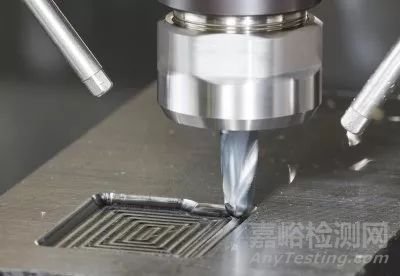
因此,骨科组件的制造通常要求在铣削加工之后进行磨削加工,从而达到足够精细的光洁度。然而,磨削加工非常耗时,并且会影响整体制造效率和灵活性。另外,磨削加工还会在基础零件上产生高温和应力,导致零件出现尺寸误差,并影响零件的强度和性能。
通常,先进的切削刀具和高速铣削策略可以改善磨削加工,或在某些情况下取代磨削加工。铣削的目的是加工出无毛刺的外形轮廓和优异的表面光洁度,并且达到具体所需的表面质量、完整性和尺寸精度。由于已在铣削过程中实现了所定义的表面粗糙度和结构,因此可以最大限度地缩短抛光等后处理工艺(如果有)的时间。在刀具方面,同样追求长久可靠的刀具寿命和生产率最大化。
典型应用是在 5 轴铣床上使用球头立铣刀加工由铸造钴铬合金制成的股骨零件。高速仿形铣削策略和高性能立铣刀消除了磨削加工过程。结果,每个零件的加工周期为 11 分钟,比以前的方法缩短 50%。通过将骨节表面的加工由磨削改为铣削,可以消除废件的产生。整体硬质合金立铣刀采用专门的硬质合金材质以及坚硬的抛光 TiAlSiN 镀层,确保提供优异的金属去除率和流畅的切削,从而实现一流的表面光洁度并将抛光时间减至最少。
过去,在完成这类多项操作时,需要使用特殊刀具来实现每一个所需的轮廓、尺寸和表面光洁度。特殊刀具需要投入大量的设计和开发时间以及费用,而且由于产量较低,其交货时间可能会延长,供货性也会受到一定的限制。
新的方法是开发和使用可在这些应用中高效生产的标准化刀具,并且这些刀具还必须保留足够的灵活性,能够用于加工骨科行业中的其他类似零件。
来源:AnyTesting


