您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2024-10-28 09:16
范 围Scope:
本规范规定了华为技术有限公司产品包装方案的设计选型、主要包装容器结构设计、缓冲设计、标识设计的基本原则和相关计算方法。
本规范适用于华为技术有限公司产品包装设计。
本规范适用于所有从事华为技术有限公司产品包装设计的工程设计人员。
简 介Brief introduction:
本规范介绍了包装和物流行业的基本知识,并结合华为技术有限公司包装实际情况,简明扼要地说明了包装设计的基本条件。在此基础上,根据不同包装材料的应用特点,详细阐述了包装设计流程、包装方案设计、以及包装材料详细设计的基本原则、要素和计算方法,并提供了若干不同产品类型的包装设计案例和相关设计标准,以供设计人员参考。
关键词Key words:
包装、包装材料、包装件、包装设计
引用文件:
下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。
|
序号No. |
文件编号Doc No. |
文件名称 Doc Title |
|
1 |
DKBA 0.420.0017 |
木质包装箱技术规范 |
|
2 |
DKBA 0.420.0022 |
瓦楞纸箱技术条件 |
|
3 |
DKBA 0.420.0040 |
包装用静态吸湿袋装活性蒙脱石干燥剂技术条件 |
|
4 |
DKBA 1109 |
运输包装件试验规范 |
|
5 |
DKBA 1293 |
包装材料BOM及PART规范 |
|
6 |
DKBA 3151.3 |
ESD控制规范 第三部分:防静电包装材料技术规范 |
|
7 |
DKBA 3151.7 |
ESD控制规范 第七部分:产品开发防静电设计导则 |
|
8 |
DKBA 4030 |
运输包装件性能摸底测试规范 |
|
9 |
GB/T 4857 |
包装 运输包装件基本试验方法 |
|
10 |
GB/T 8166-1987 |
缓冲包装设计方法 |
|
11 |
ISTA 2A/2B |
Performance Test For Individual Packaged-Product |
|
12 |
Q/DKBA 0.420.0030 |
产品包装标识设计规范 |
|
13 |
Q/DKBA 3351.1 |
木质包装件用胶合板技术条件 第一部分:木质包装箱用胶合板技术条件 |
|
14 |
Q/DKBA 3353 |
瓦楞纸板技术条件 |
|
15 |
Q/DKBA 3374.2 |
软质薄膜包装袋 第二部分:防潮袋技术条件 |
|
16 |
Q/DKBA 3616 |
通信产品三防试验与评价 |
术语和定义Term & Definition:
|
缩略语Abbreviations |
英文全名 Full spelling |
中文解释 Chinese explanation |
|
|
Package |
包装件:产品经过包装所形成的总体。 |
|
|
Package design |
对产品的包装进行选型、结构和装潢设计。 |
|
|
Packaging |
包装:为在流通过程中保护产品,方便储运,出金销售,按照一定技术方法而采用的容器、材料及辅助物等的总体名称。也指为了达到上述目的而采用容器、材料和辅助物的过程中施加一定技术方法等的操作活动。 |
|
|
Packaging material |
包装材料:用于制造包装容器和构成产品包装的材料总称。 |
|
G值 |
Fragility |
脆值:产品不发生物理损伤或功能失效所能承受的最大加速度值,通常用临界加速度与重力加速度的比值来表示。 |
|
|
Permissible fragility |
许用脆值:根据产品的脆值,考虑到产品的价值、强度偏差、重要程度等要素而规定的产品的许用最大加速度值,也采用与重力加速度的比值来表示。 |
1、包装基础知识
1.1包装的分类
由于包装的目的、功能、形态、方式的不同,包装的分类是多样化的。根据现代包装从重点目的的角度出发进行分类,包装可以分为运输包装和销售包装两大类。其基本关联关系如图1所示。
' fill='%23FFFFFF'%3E%3Crect x='249' y='126' width='1' height='1'%3E%3C/rect%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
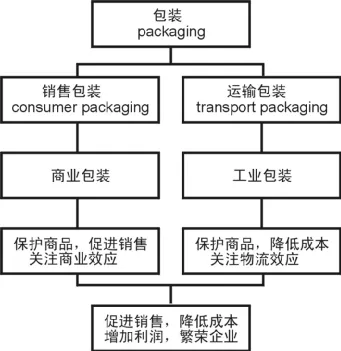
图1:运输包装和销售包装关联图
1.2包装件的分类
物品在自生产到储存、装卸、运输、消费等一切物的流通过程中,都是以包装单元为基准进行的。也就是说,包装单元是物流和交易中不可缺少的因素。通常情况,包装单元以包装件的构成形式划分,主要有:个体包装件和集合包装件两种类型。
个体包装件是指单个物品经过包装后形成的总体。该包装主要是为了保护或提高该单个物品的商品价值。通常情况,个体包装件由单个物品和与之对应的个体单元成套包装材料构成。其中,个体单元成套包装材料通常包含:外包装容器、缓冲材料、内包装容器和必要的包装辅助物。
根据个体包装件包装情况,常见个体包装件有箱式单元和托盘单元两种形式。其构成关系分别如图2、图3所示:
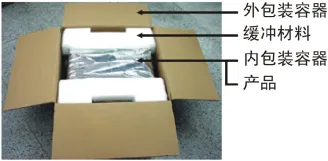
图2:箱式个体单元包装件构成示意图
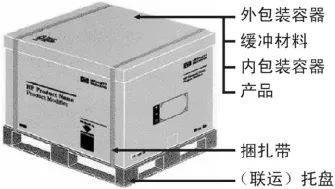
图3:托盘个体单元包装件构成示意图
集合包装件是指由若干个物品或若干个个体包装件,按照一定的配置组合关系包装形成的总体。该包装主要是为了实现若干个物品或若干个个体包装件的特定配置组合关系,同时保护或提高其商品价值,便于物流操作和管理。通常情况,集合包装件由若干个物品或若干个个体包装件和与之对应的集合单元成套包装材料构成。
根据集合包装件包装情况,常见集合包装件有箱式集合和托盘集合两种形式。其构成关系分别如图4、图5所示:

图4:箱式集合包装件构成示意图
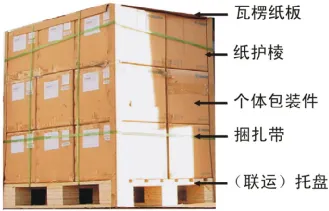
图5:托盘集合包装件构成示意图
1.3包装材料
包装材料是用于制造包装容器和构成产品包装的材料总称,通常分为加工基础原材料和加工制成品(由包装容器和包装辅助物构成)。另外,为简单区别各项包装材料,并便于回收处理,包装材料通常情况又分为:木质包装材料、纸质包装材料、塑料包装材料、金属包装材料、玻璃包装材料和其它类型的包装辅助材料。
根据华为技术有限公司包装材料的使用情况,由于产品特点的原因,各类包装材料使用量的排列顺序依次为:木质包装材料、纸质包装材料和塑料包装材料。
华为技术有限公司常用包装材料如表1所示:
表1:华为技术有限公司常用包装材料分类及形态表
|
形态 |
加工基础原材料 |
加工制成品 |
|
|
包装容器 |
包装辅助物 |
||
|
木质包装材料 |
人造板(胶合板、密度板等) |
拼装木箱 |
周转/联运托盘、衬板 |
|
纸质包装材料 |
瓦楞原纸和瓦楞纸板、纸板、卡纸、牛皮纸、蜂窝纸板等 |
瓦楞纸箱、瓦楞纸盒、瓦楞纸管、纸袋、彩盒 |
瓦楞纸衬垫 |
|
塑胶包装材料 |
PE/PP/PET薄膜、EPE、EPP、EVA等 |
各种类型的软质薄膜包装袋 |
缓冲衬垫 |
|
金属包装材料 |
钢、铁 |
金属桶(干燥剂包装用) |
钢舌片和直钢带(拼装木箱用)、铁钉 |
|
玻璃包装材料 |
玻璃 |
玻璃瓶 |
|
|
其它包装辅助材料 |
聚合物 |
塑料瓶 |
标签、印刷油墨 |
2、物流基础知识
2.1运输方式
2.1.1运输方式的分类
在现今物流行业,常见的运输方式主要包括:公路运输、铁路运输、水路运输、航空运输四种方式。其中,公路运输和铁路运输通常合称为陆路运输。
根据运输方式与运输工具的对应关系,以上运输方式也通常称为:汽车运输、火车运输、轮船运输和飞机运输。
2.1.2运输方式的特点
1.铁路运输
铁路运输是一种重要的现代陆地运输方式,它是使用机动车牵引车辆,用于载运旅客和货物的一种运输方式。在现代运输中,铁路运输占有非常重要的地位,承运量高达70%。其主要特点有:
l适应性强:铁路的修建地域限制性小,同时可以全天候运转;
l运输能力大;
l安全程度高;
l运送速度较快;
l能耗小,污染小;
l运输成本低。
2.公路运输
公路运输由公路和汽车两部分组成。随着我国高速公路和高等级公路的发展,公路运输地位也在逐步提高。其主要特点有:
l公路运输的指标随技术的发展逐步提高;
l机动性,灵活性,易实现门对门运输;
l货物损失小,安全性高;
l投资少,周转快;
l适合中短途运输。
3.水路运输
水路运输由船舶、航道和港口所组成,是历史悠久的长途运输方式。其主要特点有:
l运输能力大;
l运输成本低;
l投资小;
l劳动生产率高;
l航速低,周期长。
4.航空运输
航空运输由飞机、空中航道和港口所组成,是现代运输的先进运输方式。其主要特点有:
l高科技;
l高速度;
l灵活;
l安全;
l航空运输建设周期短,回收快。
综上所述,以上各种常见运输方式的主要特点比较如表2所示。
表2:常见运输方式基本特点对比表
|
运输方式 |
运输途径 |
运输工具 |
运价 |
运速 |
运量 |
限制性 |
|
陆路运输 |
铁路 |
火车 |
居中 |
居中 |
较大 |
轨道建设和列车时刻 |
|
公路 |
汽车 |
较快 |
居中 |
— |
||
|
水路运输 |
河道 |
船舶 |
最低 |
较慢 |
航道 |
|
|
海洋 |
海轮 |
最慢 |
最大 |
航线、港口和航班时刻 |
||
|
航空运输 |
航空 |
飞机 |
最高 |
最快 |
最小 |
2.1.3运输方式的选择
为保证货物高效、及时、准确、安全、经济地从发运地运输到目的地,需要根据货物的体积、重量、危险程度、要途时间和要求到货期等基本特征,结合常用运输方式的基本特点和承运限制要求,对运输方式、路线、资源进行合理的组织。因此,货物的合理运输方式的选择通常需要遵循以下基本原则:
l满足市场需求;
l确保物流全过程的安全性;
l最大限度地降低物流全过程的资源和成本投入,提高承运经济性。
在货物运输物流全过程中,货物的运输方式通常需要采用多种运输方式综合完成。对于特殊地区或其它特殊发货需求,也可选择采取某种单一的运输方式完成。
l例一:有某批产品需要发送的最终目的地是东北某地电信大楼。该产品从包装完毕出货后,通常需要经过汽车运输、火车(行包)运输、汽车运输的综合联运方式运抵目的地(如图6所示);
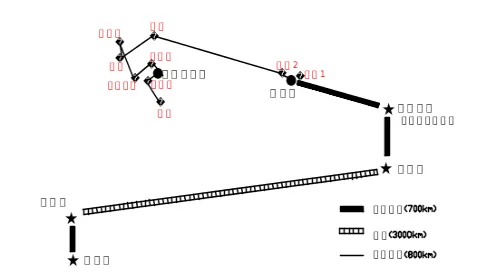
图6:某产品综合联运示意图
l例二:有某批产品需要发送的最终目的地是广东省某地电信大楼。 该产品从包装完毕出货后,通常只需要经过单一的汽车运输方式运抵目的地;
l例三:有某批产品需要发送的最终目的地是华北某地电信大楼,且到货时间紧急。 该产品从包装完毕出货后,通常需要经过航空运输、汽车运输的综合联运方式运抵目的地;
l例四:有某批产品需要发送的最终目的地是海外某地电信大楼。 该产品从包装完毕出货后,通常需要经过汽车运输、海轮运输、汽车运输的综合联运方式运抵目的地。
2.2运输容器
为适应不同运输方式和运输工具的承运需求,最大限度地满足包装件及包装形式的多样化,考虑到大部分包装件的形状为(或近似为)直方体形状,运输容器的形状也基本为六面直方体。
目前常见的运输容器主要包括:箱式货车车厢、集装箱、火车行包车厢和航空专用集装箱。对于包装设计来说,运输容器的尺寸和容量基本信息是确定包装件尺寸的重要依据。表3为常用运输容器的基本信息。
表3:常用运输容器基本信息表
|
运输工具类别 |
内尺寸 (长×宽×高,mm3) |
箱门开口尺寸 (宽×高,mm3) |
体积(m3) |
|
|
集装箱 |
20英尺平柜 |
5898×2352×2393 |
2340×2280 |
31.1 |
|
40英尺高柜 |
12032×2352×2698 |
2340×2585 |
76.3 |
|
|
40英尺平柜 |
12032×2352×2393 |
2340×2280 |
67.5 |
|
|
35英尺平柜 |
10540×2352×2393 |
2340×2280 |
59.2 |
|
|
箱式货车 |
5/6吨 |
7200×2300×2500 |
2200×2400 |
41.4 |
|
8吨 |
8600×2300×2500 |
2200×2400 |
49.5 |
|
|
10吨 |
10000×2300×2500 |
2200×2400 |
57.5 |
|
2.3周转工具
在现代物流行业中,周转工具是必不可少的基本组成要素,它为方便机械化装卸、搬运和堆垛货物起着重要作用。根据用途划分,主要包括:联运托盘和搬运叉车工具两大类。其中,联运托盘主要用于货物的堆垛,搬运叉车工具主要用于机械化搬运和装卸。
2.3.1联运托盘
在现代物流行业中,最为常见的托盘是平托盘。根据平托盘的叉孔方向划分,通常分为双向进叉和四向进叉两种,分别如图7、图8所示。
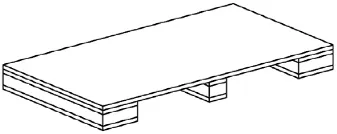
图7:双向进叉平托盘
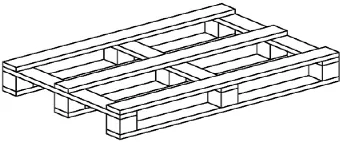
图8:四向进叉平托盘
根据电子设备行业标准,结合常见大型电子设备的尺寸特点,以及立体化仓储的发展,在现今电子行业中,联运托盘的尺寸规格主要有:800mm X 600mm 和 800mm X 1200mm 两种。
2.3.2搬运叉车
常见搬运叉车主要有:手动叉车、电动平衡重式叉车和气动叉车。
2.4仓储环境
在整个物流过程中,货物需要经历包括出货储存、转运储存、到货储存三个环节。其中,出货储存和到货储存环节分别主要取决于生产厂家和客户储存现场的环境,转运储存环节主要取决于运输方式和运输容器的环境。
2.4.1出货仓储
根据货物在出货前的生产加工及包装作业过程需求,华为技术有限公司对包装件的出货储存必须满足以下规定:
l已完成最终加工待出货的,最外层包装容器为非木质包装容器的相同单元包装件,必须堆码在华为技术有限公司规定出货用联运托盘上,且储存堆码高度不得大于1.8米(含联运托盘高度);
l已完成最终加工待出货的,最外层包装容器为木质包装容器的相同或近似包装件,储存堆码高度不得大于3米;
l所有华为技术有限公司的包装件在按照包装件的自身允许规定的堆码要求和方式进行堆码时,其最小允许静载堆码时间为30天。
2.4.2运输仓储
货物在运输过程需要经历复杂的物流环境,根据运输方式、运输容器、中转和周转需求,华为技术有限公司包装件在运输储存应满足以下要求:
l所有华为技术有限公司包装件在运输储存中应尽可能减少与运输容器的间隙,以减少和避免运输过程中,由于包装件与运输容器间的相对位移产生的危险因素,造成包装件内部内装物的损伤;
l对于采用海轮运输的包装件,最外层的非木质包装容器的静压承载能力应不小于正常静载能力的5倍。
2.4.3到货仓储
货物达到最终客户后,通常需要在最终客户处进行短暂时间的储存(特殊情况,可能需要进行超长期储存)。根据最终客户仓库的设置情况,考虑到室外环境储存的情况和可能,华为技术有限公司所有最外层为木质包装容器的包装件应具备一定的防雨淋能力,性能指标应达到GB/T 4857.9-1992的规定。
3、产品基础知识
3.1产品的分类
根据产品的功能分,华为技术有限公司产品主要有:整机产品和部件产品两类。
根据产品的使用对象分,华为技术有限公司产品主要有:设备类产品和终端类产品两种。
结合华为技术有限公司包装设计的业务特点,通常将产品分为以下类型:
3.1.1设备类整机产品
设备类整机产品通常结构体积和重量较大,采用直接销售给通讯行业的直接营运商(如:电信局)。该类产品一般只适用于单一的使用需求和习惯,需要与其它辅助配套设施(如:电源设备、告警监控设备)共同安装,并放置在一个相对固定的区域(如:机房),不便于频繁性搬迁、挪动和移位。根据华为技术有限公司整机产品的结构特点,设备类整机产品主要包括:带板机柜类整机产品、一体化机箱类整机产品。
3.1.2终端类整机产品
终端类整机产品通常结构体积和重量较小,采用直接或间接销售给各企事业及个人消费者。该类产品通常适用于多种使用需求和习惯,无需与其它的辅助配套设施配合共同安装,且可以灵活放置于方便使用的不同方位(如:桌面、墙壁),方便频繁性搬迁、挪动和移位。根据华为技术有限公司整机产品的结构特点,终端型整机产品主要包括:盒式机箱类整机产品和消费终端类整机产品。
3.1.3终端类部件产品
终端类部件产品通常结构体积和重量较小,采用直接或间接销售给各企事业及个人消费者。该类产品通常以整机产品为载体基础,采用嵌入模块方式,补充实现整机产品的特定附加功能,且可以根据整机产品的使用需求进行灵活的加载和卸载。根据华为技术有限公司部件产品的应用特点,终端类部件产品主要包括:软件部件产品和单板部件产品。
3.1.4设备类部件产品
设备类部件产品通常结构体积和重量适中或偏大,采用直接销售给通讯行业的直接营运商(如:电信局)和配套协作商(如:电信工程安装队)。该类产品通常以整机产品的周边环境为载体基础,采用附加模块方式,调整实现整机产品及其周边环境的协调功能,且不便于根据整机产品的使用需求进行灵活的加载和卸载。根据华为技术有限公司部件产品的应用特点,设备类部件产品主要包括:结构件部件产品和辅助部件产品(如:电缆)。
3.2产品基本特性
为了充分保障产品性能的完好,除了尽可能的减少和消除环境危险因素对产品性能的影响外,有效改善和提高产品自身对环境的适应能力也非常重要。根据产品的材料应用、加工工艺过程特点,对于产品包装来说,影响产品性能的主要要素包括:产品自身的防护要求、结构特性和(发货)配置要求需求三方面。
3.2.1防护要求
为了满足不同的需求,产品自身开发就要求达到特定的环境适应指标。 在产品包装件在物流全过程中,产品包装对产品的防护能力就必须基于产品自身环境适应的基础,实现产品基本功能的完整性。
1.静电防护
由于华为技术有限公司产品属于精密电子设备,为避免静电对电子设备的隐患危害,所有华为技术有限公司的产品在出厂以及到达最终使用客户验收时,其静电防护设计和要求的各项技术指标均必须按照 DKBA 3151.7规定执行。
2.三防(防霉、防湿热、防盐雾)要求
为满足产品的外观、机电性能,产品的选材、生产过程涉及了多种原材料的多样加工工艺。因此,所有华为技术有限公司的产品在出厂以及到达最终使用客户验收时,其三防要求的各项技术指标均必须达到 Q/DKBA 3616 《通信产品三防试验和评价》规定要求。
3.2.2结构特性
产品的结构合理性是产品机械性能对环境适应能力的重要影响因素。其中,主要结构特征包括产品的脆值和不规则结构两个要素。
1.脆值
由于产品在整个物流过程中将可能遭遇各式各样的冲击,因此,了解产品的自身的许用脆值(通常指冲击脆值:采用冲击方法测量所得),也就是说,充分了解产品自身究竟能承受多大的冲击,把握产品自身对各种冲击因素适应程度的可靠性非常必要。产品的许用脆值越高,产品的抗冲击能力就越强,产品的包装整体防护要求就可以适当降低;反之,产品的许用脆值越低,产品的抗冲击能力就越弱,产品的包装整体防护要求就需要适当提高。
表4为产品许用脆值的参考表。
表4:产品许用脆值参考表
|
产品类别 |
许用脆值范围 |
示例 |
|
高级电子仪器、精密测量仪器、航空仪表 |
15G—25G |
硬盘 |
|
精密指示仪器、电子仪器、大型工业机械 |
25G—40G |
传输子架产品(铆接结构形式) |
|
小型电子计算机、记录器、大型发报装置、一般仪表 |
40G—60G |
机柜类整机设备、一体化机箱产品(螺钉联接结构形式) |
|
家电产品、摄录设备、光学设备 |
60G—90G |
冰箱、电视 |
|
便携式无线终端产品、机械组合构件 |
90G—120G |
手机、户外机柜产品(焊接结构形式) |
|
一般机械材料和机械零部件 |
120G以上 |
安装成套件 |
注释:
1. 上表中的“G”为一个重力加速度,数值通常为:9.8m/s2,“15G”表示重力加速度的15倍;
2. 上表中示例为大致分类,不代表准确的划分。具体脆值数据可通过产品的脆值测试试验进行测试确定。
了解产品的(许用)脆值,一方面为产品的包装设计提供了基础数据,同时还能发现产品结构设计的薄弱环节,这将有助于产品结构设计的改善,提高产品自身强度,实现产品可靠性提高与产品包装成本降低的平衡。
2.不规则结构
随着产品外观造型、使用方式的变化,产品在外观结构上不可避免的出现部分不规则结构。因此,对于这些不规则结构,在产品的包装设计应遵循以下基本原则:
原则一:尽量避免结构件的外部突起、尖锐等异形结构形式。对于可拆卸的配套零部件,在随产品进行包装时,尽量拆卸后,作为附件与产品共同进行包装设计;
原则二:保持产品外观结构的封闭整体性。对于不可拆卸的异形零部件,以及整体不封闭的产品,应通过局部避让、填补或封闭措施后,再进行包装设计。
3.2.3配置需求
产品通常由整机结构件、母板(背板)、单板、电缆、资料以及其它辅助物料构成。为有效实现产品的各项功能组合,产品通常具有多种灵活配置。因此,这需要通过不同的产品包装件形式来适应不同配置产品的发货需求。 根据产品物料组成情况,通常可以分为基本配置和选择配置。
1.基本配置
产品通常可以通过几个基本核心模块的构成来实现该产品的核心基本功能。从产品应用角度出发,这几个模块就构成了该产品的基本配置。其中,通常包括:整机结构件、母板(背板)、基本功能模块(含基本功能模块结构件单元和单板)、基本配置内部电缆。这也是华为技术有限公司产品发货需求的基本配置。
2.选择配置
产品通常在基本配置的基础上,可以通过增加相关的功能模块来实现辅助或增值功能。增加的功能模块通常为单板和功能模块单元,能够直接与基本配置的功能模块共同容纳在一个整机结构件内。对于在产品已经主机满配置情况,增加的功能模块也可能重新安装在另一个整机结构件上。
3.发货常见配置
根据华为技术有限公司产品的类别,产品的发货配置构成略有不同,表5为华为技术有限公司产品发货常见配置参考表。
表5:产品发货常见配置参考表
|
|
整机结构件 |
功能模块 |
电缆 |
附件 |
|||||
|
内部电缆 |
外部电缆 |
手册 |
光盘资料 |
安装成套附件 |
其它配套设备/工具 |
||||
|
设备型产品 |
带板机柜 |
机柜(内装功能模块、安装插框) |
选配,全部装入随机机柜内部插框或机柜 |
必配,安装在机柜内部 |
选配,非随机发货 |
必配,非随机发货。通常与外部电缆进行 |
|||
|
一体化机箱 |
一体化机箱、插框 |
选配,全部装入一体化机箱 |
必配,安装在一体化机箱内部 |
标准电源线可选择随机发货 |
选配,非随机发货 |
挂耳等简单安装附件可随机发货 |
选配,非随机发货 |
||
|
终端型产品 |
盒式产品 |
盒式机箱 |
选配,不全部装入盒式机箱 |
必配,安装在盒式机箱内部 |
必配,标准电缆和接口电缆随机发货 |
必配,随机发货 |
选配,可随机发货 |
||
|
消费终端产品 |
主机机构件 |
选配,全部装入逐级结构件 |
必配,安装在逐级结构件内部 |
||||||
|
|
|
|
|
|
|
|
|
|
|
4、包装设计基础知识
4.1包装设计的基本目的
随着社会经济活动的生产、消费和流通方式的变化,包装功能的内涵和外延也不断丰富。在当今社会经济活动中,包装需要在物品从生产到消费者手中所经历的运输、保管、装卸、销售、使用等过程(即:在物品从生产到消费者手中所经历的运输、保管、装卸、销售、使用等过程)中,满足以下基本功能:
l保护物品的质量和价值;
l方便使用;
l促进物品的销售。
因此,对于包装设计来说,其基本目的就是通过构成包装所采取的各种设计范畴的技术活动来实现包装的基本功能。
4.2包装设计的基本要点
为有效实现包装的基本功能,对于包装设计来说,需要考虑以下基本要点:
l包装的机能性:保护内装物;
l包装的经济性:低成本;
l包装的生产性:容易上生产线进行大规模加工制造,并满足机械化流水线包装作业;
l包装的采购性:物资和材料的供应稳定;
l包装的流通性:适于运输和保管;
l包装的人机化:使用过程的安全性和方便性;
l包装的信息化:产品信息传达恰当;
l包装的形象化:造型和外观装潢美,突出企业形象,保持与竞争商品的鲜明不同;
l包装的销售性:具有宣传效果,刺激消费者购买欲望;
l包装的环保化:易于废弃处理,保护大自然生态环境。
4.3包装设计的基本内容
根据华为技术有限公司集成产品开发(IPD)要求,结合包装业务特点,包装设计的主要工作内容包括以下方面:
包装方案开发设计:针对物流环境和用户特定需求,对包装进行需求分解和分析、包装方案的详细开发设计和验证等技术活动;
包装BOM清单编制:针对生产和供应发货组织需求,对成套包装材料进行BOM数据的结构性定义、发布、实施及维护等活动。
5、包装设计程序和基本原则
5.1包装设计基本程序
为了有效实现包装设计的目的,使设计的包装合格、合理,根据现代包装学科的基础理论,包装设计通常需要顺序经历以下基本设计步骤:
l设计条件确定:主要包括对待设计的包装件需要面临的流通环境(主要有振动、冲击、储存环境及时间)、产品基本特性(主要有许用脆值、固有频率、特殊结构形式)、市场及消费者要素(主要有销售区域、购买习惯、消费使用习惯)等方面设计条件进行分析。其中,当产品基本特性不能满足流通环境的要求时,建议在此阶段完成产品的再设计工作,已避免隐患存在的延续导致实际流通过程的包装破损以及高额防护成本的投入。
l包装方案设计:主要包括对待设计的包装件的包装防护设计(主要有防震、防潮、防静电等方面)、包装结构设计(主要有容器结构及造型设计、缓冲衬垫结构设计等方面)以及包装平面装潢设计(主要有图形、色彩、文字等要素的构成设计)。
l包装方案验证:主要包括根据设计条件拟制的预期包装验证方案(程序),对包装设计方案进行全面评估、分析,并制定改进措施。
l包装方案确定:主要包括对通过包装方案验证的包装设计方案进行定型和必要的文件化工作,以保证后期加工生产有据可依。
在一个产品开发项目启动时,作为产品整体组成部分的包装开发工作需要同期展开。根据华为技术有限公司集成产品开发(IPD)主流程,结合包装设计业务的自身特点,以及包装专项技术的平台构建状况和规划,华为技术有限公司包装设计的基本业务流程(即:包装设计程序)如图9所示:
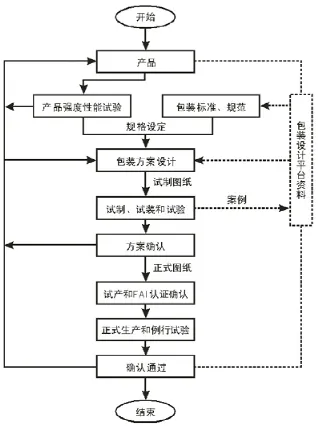
图9:包装设计程序(流程)图
5.2需求规格确定
需求规格的确定就是进行确定包装的设计条件。通常情况,确定包装设计条件需要从产品自身条件、环境条件、市场条件、消费者需求、生产条件等方面着手考虑。根据华为技术有限公司的产品特点和包装业务特点,包装设计的常用需求条件汇总如表6所示。
表6:包装设计需求条件汇总列表
|
需求类别 |
需求条件内容选择项目 |
特别提示 |
|
包装类型 |
□运输包装 □销售包装 |
运输包装必选 |
|
产品需求 |
□全部单板/模块可带板运输 □部分单板/模块可带板运输 □全部单板/模块不可单板运输 □有可随整机发货的结构附件 |
选择部分单板/模块可带板运输和有可随整机发货的结构附件时,必须明确列举不可带板运输的单板/模块、及结构附件的名称 |
|
运输方式 |
□汽车运输 □铁路运输 □海轮运输 □航空运输 |
带有危险品(如:蓄电池)的产品不推荐采用航空运输方式 |
|
发货方式 |
□个体单件发货 □托盘集合发货 □木箱集合发货 □纸箱集合发货 |
|
|
物料种类 |
□正常发货物料 □直接发货物料 □二次包装发货物料 |
二次包装发货物料不参与后续包装设计环节,直接进入包装工艺指导环节 |
|
防护要求 |
□防震处理 □防潮处理 □防锈处理 □防霉处理 □防静电处理 □屏蔽处理 |
户外产品和低值易耗产品不推荐进行防潮处理 |
|
其它要求 |
□客户定制标识 |
建议客户自行提供图形文件格式为:.cdr/.tif/.psd/.jpg |
|
特殊需求 |
|
根据特定客户或设计需求提供 |
5.2.1包装类型
为满足产品性能完整地被送抵最终客户,并使产品迅速投入使用,这要求每个产品必须有必要的运输包装。
考虑到一些非设备类型的终端产品,还需要赋予此类产品于合适的销售包装。因此,在进行产品包装类型的需求确定时,必须充分考虑产品的销售形态,其基本判定原则主要有:
l产品销售需要采用货架形式,陈列展示于公众的最终端消费群体;
l产品高价值形象传达需求。
根据以上判定原则,华为技术有限公司常见销售包装类型的产品有:结构简单的桌面或手持设备,以及各大型系统的软件产品。
5.2.2产品需求
由于产品系统油若干零部件和连接机构构成,且各零部件及其之间连接机构对运输物流环境的危险因素的适应能力各不相同。为避免因少数精密零部件的失效而造成产品系统功能失效,同时,考虑到华为技术有限公司生产过程的产品系统联调需求,根据不同零部件类型,对产品系统的单板/模块的可带板运输性通常按如下原则进行判定:
l价值高且连接要求精密的单板/模块推荐不采用带板运输,如:无线射频模块、带有高速光器件/模块的单板;
l重量大且连接部位针位较少的单板/模块推荐不采用带板运输,如:无线功放模块;
l与系统联接部位受力情况较弱的单板/模块推荐不采用单板运输,如:插针受力情况较差的连接器件;
l与系统在某些特定防护要求存在明显差异的单板/模块不推荐采用带板运输,如:ESD防护等级、防潮等级(潮敏器件)等;
l与系统整机装配后,出现不规则外形情况的结构附件不推荐安装在整机上进行运输;
l自身相对整机薄弱或属于易损部件的结构附件不推荐安装在整机上进行运输;
l与系统联接部位受力情况较好的单板/模块推荐采用单板运输;
l与系统联接互换性和稳定性低的单板/模块推荐采用带板运输;
l与系统连接互换性和稳定性高的单板/模块且价值一般推荐采用带板运输。
5.2.3运输方式
为有效保障包装对内装物的防护性能,包装设计应根据包装件所选择的运输方式进行。根据华为技术有限公司产品的发货不同运输方式的选择频率,通常情况以陆路运输方式条件为基准,对于航空运输和海轮运输进行防护性能指数的加权评估。
另外,考虑到航空运输的高安全性要求,在航空运输方式的选择上,必须根据国际航空运输协会(IATA)的承运管制要求,对包装件内装进行危险品鉴定工作。根据华为技术有限公司产品的特点,涉及航空管制的危险品主要有:腐蚀性溶液物质(如:蓄电池)、磁性物质(如:高磁场强或磁石)、易燃或挥发性物质(如:油漆)。鉴于危险品承运的鉴定和经济成本等原因,对于涉及以上危险品的产品,建议不采用航空运输方式。如确实必须,务必及时提请航空运输危险品鉴定需求。
5.2.4发货方式
合理选择包装件发货方式,不仅可以节约包装件发运的整体物流成本,而且可以提高包装件发货的整体成套程度,便于最终客户的货物清点,降低错货发生率,提高客户满意度。因此,包装件发货方式的选择通常需要遵循以下基本原则:
l订单的最小成套化:尽可能实现同一订单物料的集合处理;
l集合成套的归一化:尽可能将同一订单的同种或相近物料集合成套处理;
l集合成套的轻量化:尽可能采用轻量化集合成套方式,推荐选择顺序为:纸箱集合、托盘集合、木箱集合。
5.2.5物料种类
为提高华为技术有限公司包装发运业务的工作效率,针对不同的物料种类,在华为技术有限公司包装发运操作和管理上有所区别。根据华为技术有限公司包装发运业务现状,发货物料分为正常发货物料、直接发货物料、和二次包装发货物料三大类。其主要特征如下:
l正常发货物料:此类物料的最终发货包装工作由华为技术有限公司完成。此前所有业务内容完全按照华为技术有限公司产品集成开发过程输出的包装设计、工艺文件、测试标准要求执行,并由华为技术有限公司全权负责完成。
l直接发货物料:此类物料的最终发货包装工作由华为技术有限公司供应商完成,华为技术有限公司仅负责最终发运标签的标识工作。此前所有业务内容由华为技术有限公司指定产品包装的具体要求,由供应商全权负责完成具体工作内容和包装设计、工艺文件输出。对于华为技术有限公司自制件物料,通常采用华为技术有限公司参与指导和确认,由供应商具体实施,并由华为技术有限公司最终固化到相关文件的形式。
l二次包装发货物料:此类物料的最终发货包装工作在华为技术有限公司完成,但所有包装作业完全采用物料的原始包装,并在原包装操作指导文件的指导下进行。此前所有业务内容由华为技术有限公司指定产品包装的具体要求,由供应商全权负责完成具体工作内容和包装设计、工艺文件输出。
5.2.6防护要求
对于不同的被包装对象,产品包装设计的防护要求内容以及防护等级也各不相同。根据华为技术有限公司产品的基本分类,不同类型的产品包装防护要求如表7所示:
表7:华为技术有限公司产品包装防护要求参考表
|
分类 |
防震 |
防潮 |
防锈 |
防霉 |
防静电 |
屏蔽 |
防尘 |
|
|
设备 |
整机 |
★ |
★ |
★ |
|
★ |
||
|
模块 |
★ |
集合包装需要 |
★ |
|
★ |
|||
|
单板 |
★ |
★ |
★ |
★ |
||||
|
配套物料 |
结构件 |
★ |
★ |
|
|
★ |
||
|
电缆 |
★ |
|
|
|
外露接插件需要单独防护 |
|
单根和散发电缆需要 |
|
|
套管 |
|
|
|
|
|
|
★ |
|
|
资料 |
|
|
|
|
|
|
★ |
|
注释:
上表中,“★”表示需要,“/”表示不需要,文字说明项目表示按照文字说明要求执行。
5.2.7其它特殊要求
随着OEM需求的增长,部分产品包装需要根据合作方的特定需求进行相应的设计,主要包括:外包装标识内容的更改,产品包装件集装化发运需求。
l考虑到华为技术有限公司IT标准配置管理要求,充分利用现有软件资源能力,对于外包装标识内容的更改,通常应事先告知合作方,以提供.jpg、.tif、.cdr(版本最好为CorelDRAW 8.0及以下版本)的图形和图像文件格式。
l考虑到合作方特定包装件集装化发运需求,需要由合作方提供相关集装化发运工具、标准容器以及联运托盘的尺寸和技术标准。特别是对于采用托盘集装化联运发运的需求,需要明确指定的托盘技术要求(包含但不限于:尺寸、原材料、承载),以及托盘包装件的堆码限高和堆码方式的具体要求。
5.3详细设计
5.3.1总体方案设计
根据确定的包装设计需求规格,结合产品的结构特征,产品包装的总体方案设计如表8所示。
表8:产品包装总体方案参考表
|
产品类型 |
参考方案 |
备注 |
|
带板运输机柜 |
内装物+(防静电袋)+蒙脱石干燥剂+防潮袋+缓冲材料+外包装容器(木箱) |
缓冲材料通常为:EPE、EPP、PF |
|
一体化机箱 |
内装物+防静电袋+蒙脱石干燥剂+防潮袋+缓冲材料+外包装容器(瓦楞纸箱) |
缓冲材料通常为:EPE、EPP、EPE+瓦楞纸板的复合衬垫 |
|
盒式结构产品 |
内装物+防静电袋+缓冲材料+外包装容器(瓦楞纸箱/瓦楞纸盒) |
缓冲材料通常为:EPE、瓦楞纸板、EPE+瓦楞纸板的复合衬垫 |
|
单板/母板 |
内装物+屏蔽袋+(吸塑盒)+缓冲材料+外包装容器(瓦楞纸箱/瓦楞纸盒) |
缓冲材料通常为:防静电EPE、防静电PU、防静电EPE(PU)+瓦楞纸板的复合衬垫 |
|
门板/子架 |
内装物+普通薄膜胶袋+硅胶干燥剂+缓冲材料+外包装容器(瓦楞纸箱/瓦楞纸盒) |
|
|
终端/软件 |
内装物+普通薄膜胶袋+缓冲材料+外包装容器(瓦楞纸箱/瓦楞纸盒) |
发货时必须增加适当的瓦楞纸箱作为运输包装 |
注释:
1. 对于带板运输机柜包装方案,目前暂时可以取消防静电袋;
2. 对于不带板运输的空机柜和机架产品,参考带板运输机柜包装方案进行设计。
5.3.2缓冲设计
1.缓冲设计方法
产品包装的缓冲设计参考GB/T 8166-1987和本规范附录的案例进行。
2.缓冲衬垫及缓冲材料
华为技术有限公司常用的缓冲衬垫有塑胶和纸质两种类型。
塑胶缓冲衬垫的原材料主要有EPE、PU、EVA三种。其中,EPE为积层贴合形式。
纸质缓冲衬垫的原材料主要有瓦楞纸板和纸浆,其对应的缓冲衬垫形式为:经过瓦楞纸板折叠成型的瓦楞纸衬垫和纸浆模塑两种形式。
注释:
上述缓冲材料均采用其对应的英文缩写名称,具体信息参考本规范附录B:常见包装用塑料材料名称对照表。
5.3.3木包装容器结构设计
木质包装容器是最早被采用的,具有历史代表性的包装容器。随着林木行业的发展,越来越多的人造板被开发并应用到包装行业,特别是为重型、贵重的机电设备包装。结合华为技术有限公司木质包装容器的使用经历,以及日趋重要的包装环保国际化需求,华为技术有限公司木质包装容器已由传统的框架木箱转变为了新型的钢舌片结构形式的胶合板拼装木箱,如图10所示。因此,对于木质包装容器的结构设计而言,其对象主要是这种钢舌片结构形式的胶合板拼装木箱(以下简称拼装木箱)。

图10:钢舌片结构胶合板拼装木箱
1.拼装木箱的基本结构
拼装木箱的基本结构主要由箱体和托盘两部分组成。
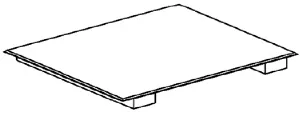
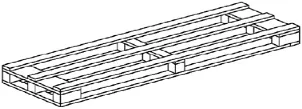
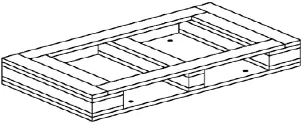
拼装木箱的箱体部分包含顶部盖板一块、侧板四块(长、短侧板各两块)、以及底板一块。为方便使用作业操作,底板通常情况直接钉合在托盘上,如图11所示。
拼装木箱的托盘部分由若干长、短垫木和垫块通过刚性连接方式构成,如图12所示。通常情况,当托盘的垫块部分木质刚性材料时,采用钉合方式连接;当托盘的垫块部分为非木质的弹性材料时,采用螺栓方式连接;当托盘的垫块部分为其它材质时,采用与该垫块材料相匹配的连接工艺实现。
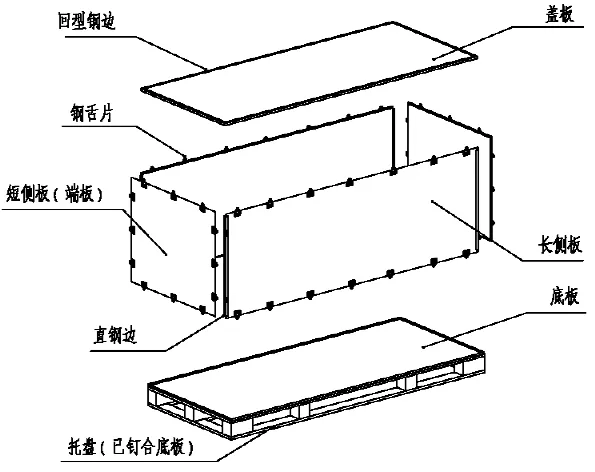
图11:拼装木箱结构示意图
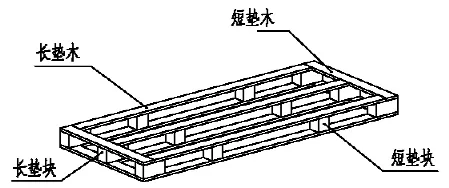
图12:托盘结构示意图
2.拼装木箱的托盘设计
托盘是拼装木箱结构的关键部分,是拼装木箱承压、机械装卸作业的外部接口、以及运输过程振动和跌落的主要受力部件。因此,合理的托盘结构设计对于拼装木箱的强度至关重要。
根据被包装物的防护和重量等级,结合华为技术有限公司拼装木箱的应用情况,拼装木箱的托盘设计主要包括:结构选型和尺寸设计两方面。
1)托盘结构选型
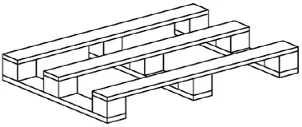
拼装木箱托盘从其构件的组成总层数划分,分为两层托盘、三层托盘、四层托盘和五层托盘。其中,仅有两层托盘无法使用机械工具进行搬运。
华为技术有限公司拼装木箱所采用的托盘结构的应用如表9所示:
表9:拼装木箱托盘结构应用表
|
托盘分类 |
托盘结构示意图 |
托盘适用范围 |
|
|
两层托盘 |
|
适用于体积较小,密度较大的产品(如:蓄电池)。 |
|
|
三层托盘 |
A系列 |
|
适用于单件毛重小于120Kg的包装件。 |
|
B系列 |
|
适用于单件毛重为120—200Kg的包装件。 |
|
|
C系列 |
|
适用于单件毛重大于200Kg的包装件。 |
|
|
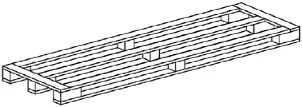
四层托盘 |
|
适用于长度方向超宽(不小于于2330mm)形式的木质包装容器,以方便机械搬运,避免进叉时造成箱体底板损伤现象。 |
|
|
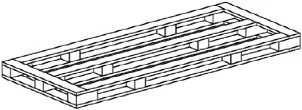
五层托盘 |
|
该托盘结构示意图为倒置视图,图中圆孔为连接用螺栓的预留孔位。其垫块部分为非木质弹性材料(EVA)。 适用于立式机柜。 |
|
2)托盘尺寸设计
影响拼装木箱托盘尺寸设计的主要因素有:主要原材料胶合板的尺寸标准、以及机械搬运工具的接口尺寸。根据托盘的组成要素,托盘尺寸设计主要包括:整体尺寸设计、垫木及垫块尺寸设计。
a)整体尺寸设计
由于托盘结构类型的不同,结合拼装木箱的加工要求,拼装木箱托盘分为非机械搬运托盘和机械搬运托盘两种形式进行整体尺寸设计。因此,拼装木箱托盘的整体尺寸主要包括:长度及宽度尺寸设计,和叉孔尺寸设计两方面。
以下尺寸设计假定:Li、Wi分别表示拼装木箱的内尺寸长度和宽度。
i非机械搬运托盘
结合表9,华为技术有限公司拼装木箱用的非机械搬运托盘只有两层托盘。此类型的托盘仅有两条垫木与拼装木箱的箱体底板构成。其整体尺寸设计如图13所示:
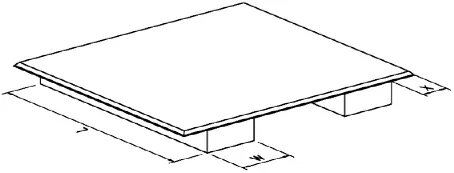
图13:两层托盘整体尺寸示意图
图13中,L、W分别表示托盘垫木的长度、宽度尺寸;X表示托盘垫木加工位置距拼装木箱底板边缘的长度尺寸。其关系分别如下:
l=Wi+10mm;W=50mm;X=50mm。
ii机械搬运托盘
结合表9,华为技术有限公司拼装木箱用的机械搬运托盘包含:三层托盘、四层托盘和五层托盘。此类型的托盘有若干垫木和垫块构成。其整体尺寸设计原理一致,如图14所示:
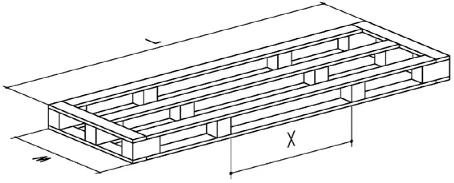
图14:机械托盘整体尺寸设计示意图
图14中,L、W分别表示托盘垫木的长度和宽度尺寸;X表示托盘垫块之间的加工位置的长度尺寸。其关系分别如下:
L=Li +10mm;W=Wi+10mm;X=800mm。
当L≤1890mm时,托盘长度方向只有平行宽度方向的一组短垫块,且居中放置,即X不存在。
b)垫木及垫块尺寸设计
根据华为技术有限公司常用机械搬运工具的接口尺寸,结合拼装木箱的使用情况,为实现产品包装件的周转便捷性,拼装木箱的托盘在满足常用周转工具——手动叉车的最低进叉高度要求(不小于90mm)的基础上,结合目前主要原材料胶合板的标准规格尺寸(1220mm×2440mm),从材料的充分利用角度出发,常用拼装木箱托盘的木质刚性垫木和垫块的基准模数尺寸设计按照表10要求进行:
表10:拼装托盘垫木和垫块尺寸表
|
|
垫木尺寸(长×宽×高) |
短垫块(长×宽×高) |
长垫块(长×宽×高) |
|
四向进叉托盘 |
L×90×18 |
90×90×(95~99) |
180×90×(95~99) |
|
双向进叉托盘 |
90×90×(80~83) |
180×90×(80~83) |
|
|
两层托盘 |
L×50×36 |
—— |
|
注释:
1. 上表缺省尺寸单位为毫米(mm);
2. 上表带有括号的尺寸表示参考尺寸范围,受实际加工用材影响,但不能低于括号内的最小尺寸;
3. 上表的“L”根据拼装木箱托盘整体尺寸实际需求计算确定。
5.3.4瓦楞纸包装结构设计
由于瓦楞纸包装的主要原材料为瓦楞纸板,其在成型方法上与其它刚性材料有明显差异,所以,与之对应的瓦楞纸包装在结构设计上也有所区别。根据华为技术有限公司的应用情况,瓦楞纸包装设计主要包含:瓦楞纸包装绘图设计符号、瓦楞纸箱和瓦楞纸盒结构设计等方面的内容。
1.瓦楞纸包装通用表示方法
在瓦楞纸包装设计文件中,需要通过不同类型的符号来指导生产加工,以方便制成品的装配、折叠等操作。其中,主要包括瓦楞纸板的表示方法和瓦楞纸包装绘图设计符号表示方法。
1)瓦楞纸板表示方法
在世界范围内,由于国度和使用习惯的原因,瓦楞纸板的表示方法也不尽相同,归纳起来主要有以下几种:
l外面纸等级-外面纸定量•瓦楞芯纸等级-瓦楞芯纸定量•内面纸等级-内面纸定量、瓦楞楞型F,如:B-300•C-125•B-300BF表示外面纸和内面纸定量为300g/m2的B等级箱纸板,瓦楞芯纸定量为125 g/m2的C等级瓦楞芯纸的B楞单瓦楞纸板
l外面纸定量/内面纸定量-瓦楞芯纸定量/瓦楞层数、瓦楞楞型,如:300/300-125B表示外面纸和内面纸定量为300g/m2,瓦楞芯纸定量为125 g/m2的B楞单瓦楞纸板;
l瓦楞纸板代号-瓦楞纸板类别号.同类纸板序号,如:S1.1表示××(国家)标准的单瓦楞1.1号纸板。
根据华为技术有限公司的实际应用情况,瓦楞纸板的表示方法采用瓦楞纸板楞型,按照“组合楞型-Flute+空格+瓦楞纸板各层定量”的顺序方式表示。其中,楞型组合和瓦楞纸板各层定量按照瓦楞纸板外面纸到内面纸方向顺序,并采用符号“/”间隔表示。如:B-Flute 300/125/300表示外面纸和内面纸定量为300g/m2,瓦楞芯纸定量为125 g/m2的B楞单瓦楞纸板;B/A-Flute 250/150/175/125/250表示外面纸和内面纸定量为250g/m2,靠近外面纸的瓦楞芯纸定量为150g/m2,中心层瓦楞芯纸的定量为175g/m2,靠近内面纸的瓦楞芯纸定量为125g/m2的B/A双瓦楞纸板。
2)瓦楞纸包装绘图设计符号
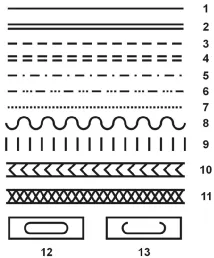
常用瓦楞纸包装绘图设计符号如表11所示。
表11:常用瓦楞纸包装绘图设计符号
|
分类 |
线形和代号 |
名称及符号意义 |
符号示意图 |
|
裁切线 |
1:单实线 |
轮廓裁切线 |
|
|
2:双实线 |
开槽线 |
||
|
压痕线 |
3:单虚线 |
内折叠压痕线 |
|
|
4:双虚线 |
双压痕线,又称180º折叠线 |
||
|
5:点划线 |
外折叠压痕线 |
||
|
切痕线 |
6:三点点划线 |
间歇切痕线 |
|
|
7:点虚线 |
打孔线 |
||
|
切割线 |
8:波纹线 |
软边切割线 |
|
|
连接符号 |
9;通用代号S |
U形钉钉合 |
|
|
10:通用代号T |
胶带线粘合 |
||
|
11;通用代号G |
粘合剂粘合 |
||
|
开口符号 |
12:通用代号P |
完全开口 |
|
|
13:通用代号U |
不完全开口 |
注释:
1. 保持瓦楞纸板的内纸面正对观察者,将其被折叠部分朝向观察者方向(向内)折叠称为内折,对应折痕线为内折叠压痕线;反之,将其被折叠部分背向观察者方向(向外)折叠称为外折,对应折痕线为外折叠压痕线;
2. 间歇切痕线采用切断长度/压痕长度来表示,如:5/3表示切断5mm与压痕3mm交替。
2.瓦楞纸包装容器
1)箱型结构
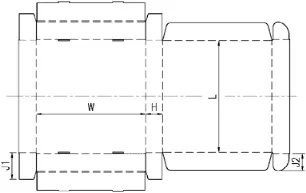
瓦楞纸包装容器作为一种包装行业重要的包装容器,为适应各种商品、物流以及贸易需求,逐步形成了一些国际通用的结构形式。根据华为技术有限公司的应用情况,瓦楞纸包装容器常见结构有瓦楞纸箱和瓦楞纸盒两种形式,如图15所示:
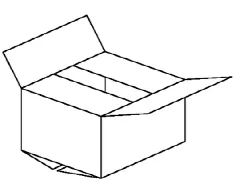
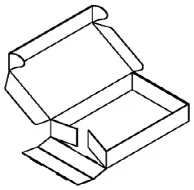
图15:常见瓦楞纸包装容器结构示意图
其中,根据华为技术有限公司的使用习惯,图15左侧结构类型称为瓦楞纸箱,右侧结构类型称为瓦楞纸盒。两者的主要区别在于:瓦楞纸箱必须通过必要的连接方可成型,而瓦楞纸盒只需要按照加工的压痕线进行折叠即可成型。
2)尺寸设计
瓦楞纸包装容器通常包括:内尺寸、外尺寸和制造尺寸三类。其中,内尺寸为瓦楞纸包装容器使用成型时的内容积尺寸;外尺寸则是瓦楞纸包装容器使用成型时的外型尺寸;而制造尺寸则是时瓦楞纸包装容器在制造时,用于指导瓦楞纸板原材料加工的加工(工艺)尺寸。
i基本设计方法(流程)
尺寸设计是瓦楞纸包装容器结构设计的关键内容之一。尺寸设计的合理性,不仅直接影响到包装产品的外观及其内在质量,而且关系到生产及物流流通成本。因此,瓦楞纸包装容器的尺寸设计通常有以下两种方法(流程):
l方法(流程)一:运输工具(内)——>(外)运输容器(内)……>(外)联运托盘(内)……>(外)外包装容器(内)——>(外)内包装容器(内)——>(外)内装物;
l方法(流程)二:内装物(外)——>(内)内包装容器(外)——>(内)外包装容器(外)……>(内)联运托盘(外)……>(内)运输容器(外)——>(内)运输工具。
注释:
(内)和(外)分别代表所述对象的内尺寸和外尺寸。
以上两种方法是一对完全相逆的设计思想。随着现代国际贸易和物流行业的发展,结合华为技术有限公司包装设计的实际经验,推荐采用方法(流程)一,并在设计过程中关注内装物与内、外包装容器之间的缓冲设计,以提高包装件的整体经济性。
ii详细设计
瓦楞纸包装容器通常呈直角六面体形状,因此,瓦楞纸包装容器也习惯使用三个维度的主要尺寸来标记其尺寸大小,主要包括:
长度尺寸:瓦楞纸包装容器底面的长边尺寸;
宽度尺寸:瓦楞纸包装容器底面的短边尺寸;
高度尺寸:瓦楞纸包装容器顶面到底面的垂直尺寸。
其中,与之相关的内尺寸、外尺寸与制造尺寸的三个主要尺寸分别记为:Li(内尺寸长度)、Wi(内尺寸宽度)、Hi(内尺寸高度);Lo(外尺寸长度)、Wo(外尺寸宽度)、Ho(外尺寸高度);L(制造尺寸长度)、W(制造尺寸宽度)、H(制造尺寸高度)。
在进行瓦楞纸包装容器的尺寸设计时,由于都是通过对瓦楞纸板的折叠成型工艺来实现,因此,瓦楞纸包装容器的尺寸设计在内尺寸、外尺寸与制造尺寸的关系原理完全相同,仅仅取决于瓦楞纸包装容器的结构形式和所用瓦楞纸板的厚度两个主要因素。
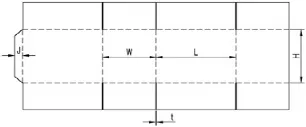
根据华为技术有限公司常用瓦楞纸包装容器的结构形式,其内尺寸、外尺寸和制造尺寸与所用瓦楞纸板的厚度关系如表12所示:
表12:常用瓦楞纸包装容器尺寸关系表
|
容器类型 |
尺寸关系 |
展开结构示意图 |
|
瓦楞纸箱 |
L=Li+t;W=Wi+t;H=Hi+t; Lo=Li+2t;Wo=Wi+2t;Ho=Hi+3t; 单瓦楞纸板:J=30~35mm; 双瓦楞纸板:J=40~45mm; 三瓦楞纸板:J=50mm。 |
|
|
瓦楞纸盒 |
L=Li+t;W=Wi+t;H=Hi+t; Lo=Li+12t;Wo=Wi+3t;Ho=Hi+2t; J1=W/5~W/4; J2=Hi。 |
|
3)强度设计
a)瓦楞纸箱
瓦楞纸箱的强度是评价瓦楞纸箱的重要指标,同时也是设计瓦楞纸箱的重要条件。根据瓦楞纸箱的实际应用情况,瓦楞纸箱的强度设计主要包括空箱抗压强度和堆码强度两方面。
其中,瓦楞纸箱的空箱抗压强度是用于评估在(平板)压力试验机均匀施加动态压力下,瓦楞纸箱至破损时所能承受的最大负荷及变形量。其主要影响因素是瓦楞纸板特性,主要包括:边压强度、瓦楞楞型、含水率等指标。
瓦楞纸箱的堆码强度是用于评估在包装件静态仓储情况下,瓦楞纸箱至堆垛坍塌时所能承受的最大负荷。通常情况,影响瓦楞纸箱堆码强度的主要因素包括:安全系数和最大堆码层数。
i基本设计步骤
在实际应用环境和现代瓦楞纸运输包装设计中,瓦楞纸箱的堆码强度较空箱抗压强度更具有实际价值,但瓦楞纸箱的空箱抗压强度较堆码强度更具有理论指导意义,并便于实际测试评估。因此,在瓦楞纸箱强度设计过程中,遵循以下基本步骤:
l根据实际物流、运输、仓储和生产环境要求,计算预期的堆码负荷(强度);
l以该预期堆码负荷(强度)为基础,计算空箱抗压强度和瓦楞纸板边压强度的理论值;
l结合可选瓦楞纸板的边压强度指标,选择合适的瓦楞纸板;
l以空箱抗压强度的理论值和简便评估,并初步定型;
l最后再通过后期的实际堆码试验评估进行调整来完成最终定型。
ii堆码强度计算(最大堆码层数法)
最大堆码层数是指瓦楞纸箱包装件在实际堆码情况下堆垛层数的许允程度。它取决于堆码限高、包装件形式(托盘包装件和非托盘包装件)等因素。
非托盘包装件瓦楞纸箱的最大堆码层数采用以下公式计算:
Nmax=  (舍尾取整)
(舍尾取整)
式中:Nmax——最大堆码层数;
Hw——仓储堆码最大高度;
Ho——瓦楞纸箱高度外尺寸。
单层托盘堆垛时,托盘包装件瓦楞纸箱的最大堆码层数采用以下公式计算:
Nmax=  (舍尾取整)
(舍尾取整)
式中:Nmax——最大堆码层数;
Hw——仓储堆码最大高度;
T——托盘高度;
Ho——瓦楞纸箱高度外尺寸。
多层托盘堆垛时,托盘包装件瓦楞纸箱的最大堆码层数采用以下公式组计算:
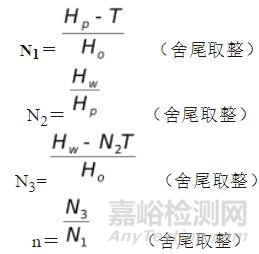
Nmax=N1×n
式中:Nmax——最大堆码层数;
N1——单个托盘包装件瓦楞纸箱最大堆码层数;
N2——托盘包装件最大堆码层数;
N3——多层托盘堆码时,瓦楞纸箱的可能堆码总层数;
n——仓储堆码时,托盘包装件可能的堆码总层数;
Hw——仓储堆码最大高度;
Hp——单个托盘包装件允许最大堆高(含托盘高度T);;
Ho——瓦楞纸箱高度外尺寸;
T——托盘高度。
以上公式组在实际应用中需要根据以下比较规则,进行Nmax最终取值。
l当Nmax << span="">N3,且N3不为小于3的奇数层时,采用(N1-1)替代以上公式组的N1重复以上计算N’max。如果新计算得出的N’max大于上一次计算所得的Nmax,取N’max作为Nmax的最终取值;
l其余情况,一律取以上公式组计算所得值作为Nmax的最终取值。
在进行以上堆码层数计算时,需要保持所有数据的单位的一致性,通常尺寸单位为毫米(mm),重量大为为公斤(kg)。
根据最大堆码层数的取值,按照以下公式计算堆码强度:
PS= G •(Nmax-1)
式中:Ps——瓦楞纸箱堆码强度(kg);
G——单个瓦楞纸箱包装件毛重(kg);
Nmax——最大堆码层数。
iii空箱抗压强度计算
由于空箱抗压强度是瓦楞纸箱的瞬间动态负荷表征,堆码强度是瓦楞纸箱的持久静态负荷表征,根据比较分析,两者之间存在以下的比例关系,其中,这个比值成为安全系数。
PS=K • P
式中:Ps——瓦楞纸箱堆码强度(kg);
P——瓦楞纸箱空箱抗压强度(kg)。
安全系数是指瓦楞纸箱包装件在实际堆码情况下可以得到的安全程度。它取决于堆码时间、堆码尺寸、印刷开孔状况、产品价值、环境条件、被装卸和搬运次数以及操作人员的工作态度等因素。通常情况,安全系数采用以下公式计算:
K=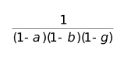
式中:K——安全系数;
a——印刷开孔强度降低率,一般取10%—20%;
b——运输过程强度降低率,一般取10%—20%;
c——仓储过程强度自然降低率,一般取30%—50%。
常见安全系数的变化因素取值通常如表13、表14和表15所示:
表13:瓦楞纸箱安全系数变化因素取值表1
|
|
无印刷无开孔 |
无印刷有开孔 |
有印刷无开孔 |
有印刷有开孔 |
|
|
10% |
16%—18% |
13%—15% |
20% |
表14:瓦楞纸箱安全系数变换因素取值表2
|
|
非托盘形式承运 |
单托盘形式承运 |
多托盘堆叠形式承运 |
|
|
15% |
10% |
20% |
表15:瓦楞纸箱安全系数变换因素取值表3
|
储存期 |
3月以内 |
3~6个月 |
6~12个月 |
|
|
30% |
40% |
50% |
根据经验和以上安全系数的计算公式,瓦楞纸箱安全系数一般为2—5。
iv瓦楞纸板边压强度计算和选择
根据预定的瓦楞纸箱空箱抗压强度要求,瓦楞纸板的边压强度采用以下公式计算:
PECT=
式中:PECT——瓦楞纸板边压强度(kgf/cm,1 kgf/cm=980N/m);
P——瓦楞纸箱预定空箱抗压强度(kg);
q——经验系数。当瓦楞纸箱无开孔时,q=1;当瓦楞纸箱有开孔时,q=0.81;
z——瓦楞纸箱正常放置时俯视面投影的周长(cm);
t——瓦楞纸箱纸板的厚度(cm)。
将采用以上公式计算所得瓦楞纸板边压强度值,结合Q/DKBA3353的常用瓦楞纸板技术指标选择合适边压强度的瓦楞纸板。
b)瓦楞纸盒
参考本规范5.3.4.2.3.a的瓦楞纸箱强度设计进行。
5.3.5软质薄膜包装袋结构设计
软质薄膜包装袋是以聚烯烃类塑料颗粒为主要原材料,通过流延、共挤和复合等工艺方法形成软质薄膜,并经过后期的热合、封合加工制成的包装袋。其软质薄膜的原材料主要为:LDPE、HDPE、PP、及复合薄膜(如铝塑复合薄膜)等类型。
结合华为技术有限公司产品包装的使用情况,软质薄膜包装袋根据功能通常分为:普通胶袋、防静电胶袋、防潮袋、屏蔽袋和泡罩袋五类。综合其结构形式,主要有:平边热封合开口袋、边褶热封合开口袋和自封口平边热封合开口袋三种。通常情况,分别俗称为平口袋、立体袋和自封袋。
由于软质薄膜包装袋通常直接与被包装物接触,因此,其结构设计主要包括:袋型选择和尺寸设计两方面。
1.袋型选择
软质薄膜包装袋的袋型选择,通常取决于被包装物的外形。假定被包装物三维尺寸的最长边与最短边之比为l。根据华为技术有限公司产品的特点,软质薄膜包装袋的袋型选择遵循以下规则:
l对于所有机柜整机设备和立式一体化机箱设备,软质薄膜包装袋建议采用边褶热封合开口袋(立体袋);
l对于卧式一体化机箱设备和盒式设备,当2<< span="">l≤4时,软质薄膜包装袋建议采用边褶热封合开口袋(立体袋);其余情况采用平边热封合开口袋(平口袋);
l对于大量供应的标准件、批量供应的小型零部件和资料附件,软质薄膜包装袋建议采用自封口平边热封合开口袋(自封袋);
l对于上述情况之外的产品,软质薄膜包装袋建议采用平边热封合开口袋(平口袋)。
2.尺寸设计
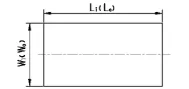
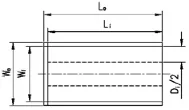
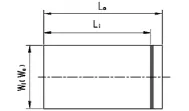
根据华为技术有限公司常用软质薄膜包装的结构形式,假定以对应的长宽方向进行包装,其内尺寸(Li×Wi×Di)、外尺寸(Lo×Wo×Do)与被包装物外形尺寸(L×W×D)之间的关系如表16所示:
表16:软质薄膜包装袋尺寸设计参考表
|
结构类型 |
内尺寸 |
外尺寸 |
结构示意图 |
|
平口袋 |
Li=L+D+(50~100mm) Wi=W+D+(20~50mm) |
Lo=Li+(1~2mm) Wo=Wi+(1~2mm) |
|
|
立体袋 |
Li=L+D/2+(100~200mm) Wi=W+(30~50mm) Di=D/2+(30~50mm) |
Lo=Li+(10~15mm) Wo=Wi+(20~30mm) Do=Di+(20~30mm) |
|
|
自封袋 |
Li=L+D+(20~50mm) Wi=W+D+(20~50mm) |
Lo=Li+(10~15mm) Wo=Wi+(1~2mm) |
|
5.3.6包装标识设计
包装标识作为产品包装件向外界传递自身信息的最直接通道,因此,包装标识设计是产品包装信息设计的核心内容。根据产品包装件在整个流通环节的信息交流和传递需要,包装标识的内容通常包含以下方面:
l统一的公司品牌和形象传达信息,如:华为技术有限公司的公司标识(Logo)和名称;
l个性化的产品的形象和特性信息,如:产品的认证信息(CE、ISTA认证等)以及产品的外观形状和主要功能(通常为消费终端产品);
l产品包装件在运输、储存方面的注意事项和提示信息,通常根据GB 190《危险货物包装标志》和GB 191《包装储运图示标志》的内容选择;
l内装物种类及使用处理上的注意事项和提示信息,如:内装物(产品)的名称、尺寸、重量等基本信息以及内部包装的拆装使用图示符号等;
l废弃物处理提示信息,如:回收再利用标志。
针对以上包装标识设计的基本内容,根据华为技术有限公司的包装应用情况,包装标识内容通常分为通用包装标识内容和个性化包装标识内容。其中,个性化包装标识内容主要针对个性化的产品形象和特性信息而言,其余信息均属于通用包装标识内容。
1.通用包装标识设计
运输包装件的通用包装标识设计应按照Q/DKBA0.420.0030规定执行,且该标识内容通常采用直接印刷的形式标记在产品包装件的外表面。
销售包装件的通用包装标识设计应根据销售包装装潢设计的外观效果,直接纳入整体包装装潢设计,参考运输包装件通用包装标识设计要求进行。
2.个性化包装标识设计
运输包装件的个性化标识设计必须在通用包装标识设计基础之上,根据产品包装件个性化包装标识的特定内容,推荐采用适当形式(如标签)标记于产品包装件的适当位置。
销售包装件的个性化标识设计应根据销售包装装潢设计的外观效果,将产品包装件个性化包装标识的特定内容,直接纳入整体包装装潢设计进行。特殊情况可预留适当位置,采用其它适当形式(如标签)标记于产品包装件的预留位置。
5.4方案测试
根据对应包装件的开发过程阶段和市场准入需求,按照相关企业标准、国家/行业标准规定执行。其中,对于以下涉及的标准,建议参照最新标准执行。
5.4.1包装件方案测试
在产品开发设计阶段,按照DKBA 4030规定进行运输包装件性能摸底测试。
在产品系统验证测试阶段,按照DKBA 1109规定进行运输包装件性能测试。
对于需要进行专项认证测试的包装件,建议按照ISTA 2A/2B认证测试标准规定执行。
5.4.2主要包装材料
1.木质包装材料
木质包装材料所用胶合板一律按照Q/DKBA 3351.1规定执行,其它性能参考DKBA 0.420.0017规定执行。
2.瓦楞纸包装材料
瓦楞纸包装材料所用瓦楞纸板一律按照Q/DKBA 3353规定执行。
瓦楞纸箱性能按照DKBA 0.420.0022规定执行。
瓦楞纸盒性能参考DKBA 0.420.0022规定执行。
3.塑料包装材料
防潮袋按照Q/DKBA 3374.2规定执行。
其它塑料包装材料参考DKBA 3803规定执行。
4.其它包装材料
干燥剂按照DKBA 0.420.0040规定执行。
防静电包装材料按照DKBA 3151.3规定执行。
6、包装材料BOM清单编制
按照DKBA 1293规定执行。
7附录A:包装常用参考标准目录表
7.1电子通信设备产品包装相关标准
|
标准号 |
标准名称 |
|
ETS 300-019-92 |
欧洲电信标准 |
|
GB/T 3873-1983 |
通信设备产品包装通用技术条件 |
|
GB/T 13038-91 |
载波电话设备包装 |
|
GB/T 13384-92 |
机电产品包装通用技术条件 |
|
GB/T 14013-92 |
移动通信设备 运输包装 |
|
GJB 367.5-87 |
军用通信设备通用技术条件 包装、运输和贮存要求 |
|
GR-63-Core |
Network Equipment-Building System(NEBS) Requirment |
|
SJ 3212-89 |
电子产品运输包装总技术条件 |
7.2ISO包装相关标准
|
标准号 |
标准名称 |
|
ISO 780:1997 |
Packaging——Pictorial marking for handing of goods |
|
ISO 2206:1987 |
Packaging——Complete,filled transport packages—Identification of parts when testing |
|
ISO 2233:2000 |
Packaging——Complete,filled transport packages and unit loads—Conditioning for testing |
|
ISO 2234:2000 |
Packaging——Complete,filled transport packages and unit loads—Stacking tests using a stack load |
|
ISO 2244:2000 |
Packaging——Complete,filled transport packages and unit loads—Horizontal impact tests |
|
ISO 2247:2000 |
Packaging——Complete,filled transport packages and unit loads—Vibration tests at fixed low frequency |
|
ISO 2248:1985 |
Packaging——Complete,filled transport packages—Vertical impact test by dropping |
|
ISO 2873:2000 |
Packaging——Complete,filled transport packages and unit loads—Low pressure test |
|
ISO 2875:2000 |
Packaging——Complete,filled transport packages and unit loads—Water-spray test |
|
ISO 2876:1985 |
Packaging——Complete,filled transport packages—Rolling test |
|
ISO 3394:1984 |
Dimendions of rigid rectangular packages——Transport packages |
|
ISO 3676:1983 |
Packaging——Unit load sizes—Dimensions |
|
ISO 4178:1980 |
Complete,filled transport packages—Distribution trials—Information to be recorded |
|
ISO 4180-1:1980 |
Complete,filled transport packages—General rules for the compilation of performance test schedules—Part 1:Geral principle |
|
ISO 4180-2:1980 |
Complete,filled transport packages—General rules for the compilation of performance test schedules—Part 2:Quantitative data |
|
ISO 8318:2000 |
Packaging——Complete,filled transport packages and unit loads—Sinusoidal vibration tests using a varible frequency |
|
ISO 8474:1986 |
Packaging——Complete,filled transport packages—Water immersion test |
|
ISO 8768:1987 |
Packaging——Complete,filled transport packages—Toppling test |
|
ISO 10531:1992 |
Packaging——Complete,filled transport packages—Stability testing of unit loads |
|
ISO 11683:1997 |
Packaging——Tactile warnings of danger—Requirements |
|
ISO 12048:1994 |
Packaging——Complete,filled transport packages—Compression and stacking tests using a compression tester |
|
ISO 13355:2001 |
Packaging——Complete,filled transport packages and unit loads—Vertical random vibration test |
|
ISO/AWI 21067 |
Packaging——Terminology and vocabulary |
7.3ASTM包装相关标准
|
标准号 |
标准名称 |
|
ASTM D642-00 |
Standard Test method for Detemining Compressive Resistance of Shipping Containers,Components,and Unit Loads |
|
ASTM D880-92(1997) |
Standard Tesr Method for Impact Testing for Shipping Containers and Systems |
|
ASTM D996-99 |
Standard Terminology of Packaging and Distribution Environments |
|
ASTM D999-96 |
Standard Methods for Vibration Testing of Shipping Containers |
|
ASTM D3332-99 |
Standard Test Methods for Mechanical-shock Fragility of Products,Using Shock Machines |
|
ASTM D3580-95(1999) |
Standard Test Methods for Vibration (Vertical Linear Motion) Test of Products |
|
ASTM D4003-98 |
Standard Test Methods for Programmable Horizontal Impact Test for Shipping Containers and Systems |
|
ASTM D4169-99e1 |
Standard Practice for Performance Testing of Shipping Containers and Systems |
|
ASTM D4332-00 |
Standard Practice for conditioning Containers,Packages,or Packaging Components for Testing |
|
ASTM D4577-00 |
Standard Test Method for compression Rsistance of a container Under constant Load |
|
ASTM D4728-95 |
Standard Test Method for Random vibration Testing of Shipping containers |
|
ASTM D5112-98 |
Standard Test Method for vibration (Horizontal Linear sinusoidal Motion)Test of Products |
|
ASTM D5276-98 |
Standard Test Method for Drop Test of Loaded containers by Free Fall |
|
ASTM D5277-92(1997) |
Standard Test Method for Performing Programmed Horizontal Impacts Using an Inclined Impact Tester |
|
ASTM D6055-96 |
Standard Test Methods for Mechanical Handling of Unitized Loads and large shipping cases and Crates |
|
ASTM D6179-97 |
Standard Test methods for Rough Handling of Utlized Loads and Large Shipping Cases and Crates |
|
ASTM D6344-98 |
Standard Test methods for Concentrated Impacts to Transprt Packages |
|
ADTM D6537-00 |
Standard Practice for Instrumented Package Shock Testing for determination of Package Perfomance |
7.4IEC包装相关标准
|
标准号 |
标准名称 |
|
IEC 60068-1 |
Environmental testing——Part 1:General and guidance |
|
IEC 60068-2-1 |
Environmental testing——Part 2: Tests. Tests A:cold |
|
IEC 60068-2-2 |
Environmental testing——Part 2: Tests. Tests B:Dry heat |
|
IEC 60068-2-3 |
Environmental testing——Part 2: Tests. Test Ca:Damp heat,steady state |
|
IEC 60068-2-5 |
Environmental testing——Part 2: Tests. Test Sa:Simulated solar radiation at ground level |
|
IEC 60068-2-6 |
Environmental testing——Part 2: Tests. Test Fc:Vibration (sinusoidal) |
|
IEC 60068-2-7 |
Environmental testing——Part 2: Tests. Test Ga:Acceleration,steary state |
|
IEC 60068-2-9 |
Environmental testing——Part 2: Tests. Guidance for solar radiation testing |
|
IEC 60068-2-10 |
Environmental testing——Part 2: Tests. Test J and guidance:Mould growth |
|
IEC 60068-2-11 |
Environmental testing——Part 2: Tests. Test Ka:Salt mist |
|
IEC 60068-2-13 |
Environmental testing——Part 2: Tests. Test M:Low air pressure |
|
IEC 60068-2-14 |
Environmental testing——Part 2: Tests. Test N:Change of temperature |
|
IEC 60068-2-17 |
Basic environmental testing procedures——Part 2: Tests. Test Q:Sealing |
|
IEC 60068-2-18 |
Environmental testing——Part 2-18: Tests. Test R and guidance:Water |
|
IEC 60068-2-20 |
Environmental testing——Part 2: Tests. Test T:Soldering |
|
IEC 60068-2-21 |
Environmental testing——Part 2-21: Tests. Test U:Robustness of terminations and integral mounting devices |
|
IEC 60068-2-27 |
Environmental testing——Part 2: Tests. Test Ea and guidance:Shock |
|
IEC 60068-2-29 |
Environmental testing——Part 2: Tests. Test Eb and guidance:Bump |
|
IEC 60068-2-30 |
Environmental testing——Part 2: Tests. Test Db and guidance:Damp heat,cyclic (12+12-hour cycle) |
|
IEC 60068-2-31 |
Environmental testing——Part 2: Tests. Test Ec:Drop and topple,primarily for equipment-type specimens |
|
IEC 60068-2-32 |
Environmental testing——Part 2: Tests. Test Ed:Free fall (Procedure 1) |
|
IEC 60068-2-33 |
Environmental testing——Part 2: Tests. Guidance on change of temperature tests |
|
IEC 60068-2-44 |
Environmental testing——Part 2: Tests. Guidance on test T:Soldering |
|
IEC 60068-2-47 |
Environmental testing——Part 2-47: Test method—Mounting of components,equipment and other articles for vibration,impact and similar dynamic tests |
|
IEC 60068-2-48 |
Environmental testing——Part 2: Tests. Guidance on the application of the tests of IEC 68 to simulate the effects of storage |
|
IEC 60068-2-52 |
Environmental testing——Part 2: Tests. Test Kb:Salt mist,cyclic (sodium,chloride solution) |
|
IEC 60068-2-55 |
Environmental testing——Part 2: Tests. Test Ee and guidance:Bounce |
|
IEC 60068-2-57 |
Environmental testing——Part 2-57: Tests. Test Ff:Vibration-Time-histroy method |
|
IEC 60068-2-64 |
Environmental testing——Part 2: Test methods-Test Fh:Vibration,broad-band random (digital control) and guidance |
|
IEC 60068-2-65 |
Environmental testing——Part 2: Methods of test –Test Fg:Vibration,acoustically induced |
|
IEC 60068-2-68 |
Environmental testing——Part 2: Tests. Test L:Dust and sand |
|
IEC 60068-2-75 |
Environmental testing——Part 2-75: Tests. Test Eh:Hammer tests |
|
IEC 60068-2-77 |
Environmental testing——Part 2-77: Tests. Test 77:Body strength and impact shock |
7.5GB包装相关标准
|
标准号 |
标准名称 |
|
GB 190-1990 |
危险货物包装标志 |
|
GB 191-2000 |
包装储运图示标志 |
|
GB/T 4122 |
包装术语 |
|
GB/T 4768-1995 |
防霉包装 |
|
GB/T 4857-1992 |
包装 运输包装件基本试验方法 |
|
GB/T 4879-1999 |
防锈包装 |
|
GB/T 5048-1999 |
防潮包装 |
|
GB/T 5398-1999 |
大型运输包装件试验方法 |
|
GB/T 7350-1999 |
防水包装 |
|
GB/T 8166-1987 |
缓冲包装设计方法 |
|
GB/T 12123-89 |
销售包装设计程序 |
|
GB/T 16471-1996 |
运输包装件尺寸界限 |
8附录B:常见包装用塑料材料名称对照表
|
英文缩写 |
英文名称 |
中文名称 |
俗称 |
商品名或别名 |
|
EPE |
Epispastic polyethylene |
发泡聚乙烯 |
珍珠棉 |
|
|
EPP |
Epispastic polypropylene |
发泡聚丙烯 |
|
|
|
EPS |
Epispastic polystyrene |
发泡聚苯乙烯 |
|
|
|
EVA |
Ethylene-Vinylacetate copolymer |
乙烯-醋酸乙烯共聚物 |
|
|
|
HDPE |
High density polyethylene |
高密度聚乙烯 |
|
|
|
LDPE |
Low density polyethylene |
低密度聚乙烯 |
|
|
|
LLDPE |
Line low density polyethylene |
线性低密度聚乙烯 |
|
|
|
PA |
Polyamide |
聚酰胺 |
尼龙、锦纶 |
NY |
|
PE |
Polyethylene |
聚乙烯 |
聚乙烯 |
Polythene |
|
PETP |
Polyethylene terephthalate |
聚对苯二甲酸乙二醇 |
聚酯、涤纶 |
PET、Polyester |
|
PP |
Polypropylene |
聚丙烯 |
聚丙烯 |
Polypropene |
|
PS |
Polystyrene |
聚苯乙烯 |
|
|
|
PUR |
Polyurethane |
聚氨基甲酯酸 |
聚氨酯、海绵 |
PU、UR |
|
PVC |
Polyvinyl chloride |
聚氯乙稀 |
|
|
9附录C:机柜产品运输包装缓冲设计案例
9.1设计基本条件(假定数值)
9.1.1产品基本属性
|
项目 |
内容 |
|
外形尺寸 |
2200mm×600mm×600mm,(高×宽×深) |
|
满配置重量 |
250Kg |
|
许用脆值 |
50g |
|
结构受力特点 |
上下围框和立柱受力,理想俯视受力如图16阴影部分所示 |
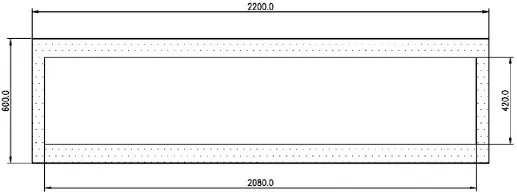
图16:机柜受力分析俯视投影图
9.1.2包装发运要求
采用标准40英尺高柜集装箱进行承运。(根据本规范2.2中表3可知:箱内有效容积内尺寸为12032 mm×2352 mm×2698 mm,箱门开口尺寸为2340 mm×2585mm)。
考虑到承运的安全性,要求采用机柜平卧方式包装,并需满足600mm高度的跌落测试。
9.2缓冲设计
9.2.1缓冲材料厚度选择
1.初选
根据规定的跌落测试要求高度H=600mm,应选择可选缓冲材料冲击高度大于600mm的对应动态缓冲曲线。本案提供的可选缓冲材料动态缓冲曲线的冲击高度为h=630mm(如图17所示),大于要求的跌落测试高度要求,因此,可以作为缓冲设计的有效数据。
从图17中,还能看出可供选择的缓冲材料厚度有40mm、45mm、50mm和60mm四种。
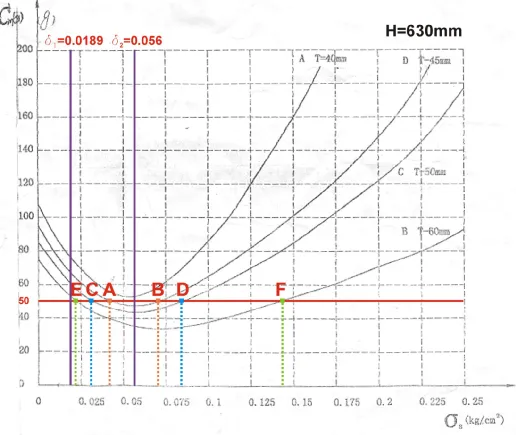
图17:某缓冲材料动态缓冲曲线(跌落高度H=630mm)
根据给定条件和图17,当机柜俯视面整体承压时,d1=250/(220*60)=0.0189kg/cm2;当采用理想受力面积承压时,d2=250/(220*60-208*42)=0.056kg/cm2。分别作直线d1=0.0189kg/cm2和d2=0.056kg/cm2。
根据产品许允脆值G=50g,结合给定的缓冲材料动态缓冲曲线,通过作G=50g的水平直线(图17中红线),与直线d1=0.0189kg/cm2的交点位于曲线族以外(下部)。因此,过该交点作水平直线(即G=50g水平直线),分别与给定曲线组中的T=60mm、T=50mm和T=45mm三条曲线相交于两点。
以直线d2=0.056kg/cm2为基准,曲线族的各组交点(A和B、C和D、E和F)分别分布于直线d2=0.056kg/cm2两侧。因此,也就是说,厚度为60mm、50mm和45mm三种缓冲材料可以初步确定作为本案设计的可选缓冲材料。
注释:
1. 假设G=50g和d1=0.0189kg/cm2的交点位于某一(些)曲线以内(上部),则需要分别根据d1=0.0189kg/cm2与该曲线的交点作水平直线,获取曲线族交点;
2. 假设许允脆值G=50g的水平直线与给定曲线族的某条曲线相切于最低点,那么这条曲线所对应的厚度是本案设计可选的最小厚度。该厚度值是理论的理想值,在实际应用中不可取;
2.筛选
1)运输包装件外尺寸筛选法
根据本规范5.3.1中的表8选择确定本案设计采用拼装木箱作为外包装容器,因此确定本案运输包装件的外尺寸就是确定该拼装木箱的外尺寸。
根据本规范5.3.3中拼装木箱的建议,本案设计采用的拼装木箱选择三层托盘(托盘实际高度为131mm),箱体胶合板厚度为9mm。
a)方向确定
根据假定条件规定的承运标准容器尺寸要求,考虑到实际物流搬运操作的便捷性要求——通常保留标准容器的内尺寸在宽度和深度大于运输包装件的外尺寸20mm以上,在高度大于运输包装件堆码后总高度50mm以上,同时考虑搬运操作过程中托盘进叉方向的方便性。因此,本案设计应选择40英尺高柜集装箱开门宽度尺寸作为运输包装件搬运的长度方向基准,选择40英尺高柜集装箱长度宽度尺寸作为运输包装件搬运的宽度方向基准,选择40英尺高柜集装箱长度高度尺寸作为运输包装件搬运的高度方向基准。
b)外尺寸设定
i长度方向外尺寸
拼装木箱长度外尺寸,LO≤2340-20=2320mm;
根据内装物机柜外尺寸何拼装木箱箱体胶合板厚度,考虑到选择缓冲材料加工工艺要求的公差水平要求(±3mm),初步计算确定:
缓冲材料厚度,T≤(2320-2200-10*2)/2=50mm;
因此,在给定缓冲材料中,可选厚度有T=45mm、T=50mm。
ii宽度方向外尺寸
结合长度方向外尺寸初步计算所得的可选缓冲材料厚度,在宽度方向进行排列计算:
当T=45mm时,可有效排列放置的拼装木箱数量,NW=12032/(600+45*2+10*2)=16.9个;
当T=50mm时,可有效排列放置的拼装木箱数量,NW=12032/(600+50*2+10*2)=16.7个
取排列16个拼装木箱情况,拼装木箱宽度外尺寸,WO≤12032/16=752mm,与之相对应的缓冲材料厚度,T≤(752-600-10*2)/2=66mm,因此,在给定缓冲材料中,可选厚度有T=45mm、T=50mm、T=60mm。
取排列17个拼装木箱情况,拼装木箱宽度外尺寸,WO≤12032/17=707.76mm,与之相对应的缓冲材料厚度,T≤(707.76-600-10*2)/2=43.88mm,因此,在给定缓冲材料中,没有可选厚度。假设采用T=43或44mm厚度的该缓冲材料,根据给定曲线族情况可估测,其动态缓冲曲线将与G=50g的直线相切。根据8.2.1.1的注释2,仍然不可取。
因此,宽度方向只可取排列16个的方式,且在宽度方向缓冲材料的可选厚度有T=45mm、T=50mm、T=60mm三种。
iii高度方向外尺寸
结合长度方向外尺寸初步计算所得的可选缓冲材料厚度,根据集装箱箱门开口尺寸和货物堆码操作限制,有效堆码高度,HS≤2585-50=2535mm。
当T=45mm时,可有效堆码的拼装木箱数量,NW=2535/(600+45*2+10*2+131)=3.01个;
当T=50mm时,可有效堆码的拼装木箱数量,NW=2535/(600+50*2+10*2+131)=2.97个
显然,选取堆码3个经济性较强。取排列3个拼装木箱情况,拼装木箱宽度外尺寸,HO≤2535/3=845mm,与之相对应的缓冲材料厚度,T≤(845-600-10*2-131)/2=47mm。
因此,在给定缓冲材料中,可选厚度有T=45mm。考虑到缓冲材料静压的压缩变形和加工公差,T=50mm也是可选(需要进行相关静压实验排除)。
因此,高度方向可堆码3个,且在高度方向缓冲材料的可选厚度有T=45mm和T=50mm两种。
综上筛选比较,在给定缓冲材料的类型中,可选厚度有T=45mm和T=50mm两种。
2)图形观察法
以直线d2=0.056kg/cm2为基准,观察图17中分布于直线d2=0.056kg/cm2两侧的曲线族的各组交点(A和B、C和D、E和F)。其中,E和F关于直线的对称性差。因此,可以排除T=60mm情况,也就是说,T=50mm和T=45mm两种缓冲材料可以确定作为本案设计的可选缓冲材料。
注释:
图形观察法为经验方法,不推荐采用。
9.2.2详细设计
1.缓冲材料面积计算
1)材料面积分析
根据图17,分别过点A和B作垂线,图形法计算得:dA=0.0458kg/cm2、dB=0.0775kg/cm2、。dC=0.0313kg/cm2、dD=0.0917kg/cm2。对应缓冲材料面积,
AEA=W/ dA=250/0.0458=5458.5cm2;
AEB=W/ dB=250/0.0775=3225.8cm2;
AEC=W/ dC=250/0.0313=7987.2cm2;
AED=W/ dD=250/0.0917=2726.2cm2。
也就是说,当缓冲材料厚度T=45mm时,使用的缓冲材料界于AEB=3225.8cm2和AEA=5458.5cm2之间即可满足G=50g和600mm的跌落测试要求。
同理可得,当缓冲材料厚度T=45mm时,使用的缓冲材料界于AED=2726.2cm2和AEC=7987.2cm2之间即可满足G=50g和600mm的跌落测试要求。
2)机柜可承压面积计算
Amax=220×60-208×42=4464 cm2。
因此,根据以上计算可得,当缓冲材料厚度T=45mm时,使用的缓冲材料界于AEB=3225.8cm2和Amax=4464 cm2之间;当缓冲材料厚度T=50mm时,使用的缓冲材料界于AED=2726.2cm2和Amax=4464 cm2之间。
2.缓冲材料结构设计
考虑到保持与华为技术有限公司机柜类型产品包装一致的基本形式和物料的通用性,缓冲材料结构形式上采用(正方形)包角和直角护棱形式。常见方案有以下两种:
一种是只采用直角护棱的形式(如图18所示)这种形式采用了单一缓冲衬垫物料,突出了机柜整机受力承压部件位置的利用,对于机柜顶底两个端面的角部无直接防护措施(不利于搬运操作环节角跌落现象的发生)。
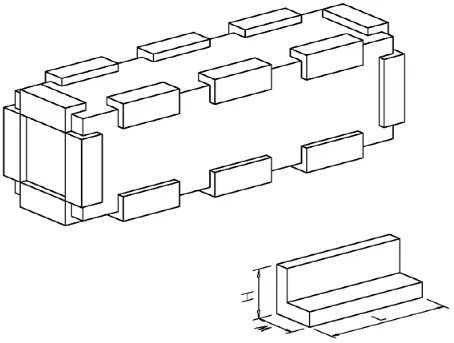
图18:机柜缓冲包装直角护棱形式方案示意图
另一种是采用(正方形)包角和直角护棱结合的形式(如图20所示)。这种形式采用了两种缓冲衬垫物料,突出了机柜顶底两个端面的角部的防护,对于机柜顶底两个端面的棱边防护无直接防护措施(不利于搬运操作环节棱跌落现象的发生)。
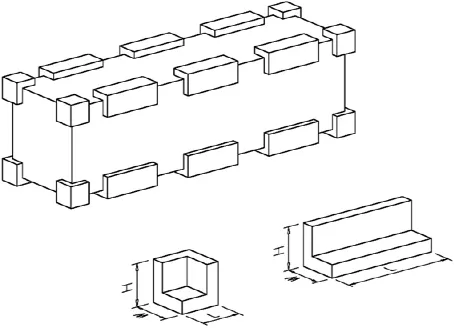
图19:机柜缓冲包装包角与直角护棱结合形式方案示意图
因此,采用(正方形)包角和直角护棱结合的形式较为适用于角部受力承压的机柜;只采用直角护棱的形式较为适用于棱边受力承压的机柜。
1)单个物料最小面积
当T=45mm时,Amin=(1.33T)2=(1.33×4.5)2=35.82cm2;
当T=50mm时,Amin=(1.33T)2=(1.33×5)2=44.22cm2。
根据缓冲衬垫的结构形式可以得知:(正方形)包角的边长不宜小于6cm,直角护棱宽度(W)不宜小于9cm。所以,
当T=45mm时,(正方形)包角的边长a≤6cm,直角护棱宽度w≤9cm,直角护棱长度L≤Amin /w=4cm;
当T=50mm时,(正方形)包角的边长a≤6.65cm,直角护棱宽度w≤9cm,直角护棱长度L≤Amin /w=5cm。
2)详细设计
以单一直角护棱形式为例。
a)直角护棱尺寸设计
假设直角护棱与机柜接触面的有效宽度为w,根据图16所示机柜受力示意图信息可得:w≤9cm。考虑到机柜门的防护,取w=10cm,那么,对于机柜承压面而言,需要的直角护棱总长度(l)应满足:
当缓冲材料厚度T=45mm时,l≤Amax/w=4464/10=446.4cm;且 l≥AEB/w=3225.8/10=322.58cm;
当缓冲材料厚度T=50mm时,l≤Amax/w=4464/10=446.4cm;且 l≥AED/w=2726.2/10=272.62cm。
对于机柜承压面而言,可用的棱边总长度为:L’=(220-2w)+60×2=520cm。由于L’均大于以上两种情况计算所得的l,所以,可采用缓冲材料厚度为T=45mm和T=50mm的直角护棱形式。
考虑到机柜自身尺寸,为避免直角护棱在放置时的相互干涉,取单个直角护棱的长度L=40cm,那么,单个直角护棱的缓冲面积为:A=w×L=10×40=400cm2。
b)直角护棱数量确定
对于机柜承压面而言,需要的直角护棱的数量为:
当缓冲材料厚度T=45mm时,N≤Amax/A=4464/400=11个(舍尾取整);且 N≥AEB/A=3225.8/400=9个(舍尾取整加一);
当缓冲材料厚度T=50mm时,N≤Amax/A=4464/400=11个(舍尾取整);且 N≥AEB/A=2726.2/400=7个(舍尾取整加一)。
考虑到包装操作的均衡性,采用对称方式放置直角缓冲衬垫,所以,
当缓冲材料厚度T=45mm时,取N=10;当缓冲材料厚度T=50mm时,取N=8或10。
c)缓冲方案经济性评判
根据以上确定的直角护棱有效缓冲面积和厚度尺寸,按照以下公式计算单个直角护棱的最大外形尺寸:
H=L;W=w+T。
所以,单个直角护棱的体积(v)为:
l当缓冲材料厚度T=45mm时,v=(14.5×14.5-10×10)×40=4410cm3;
l当缓冲材料厚度T=50mm时,v=(15×15-10×10)×40=5000cm3。
根据以上可选方案,可得每个方案需要消耗的材料总体积(V)为:
l当缓冲材料厚度T=45mm,N=10时,V=N×v=10×4410=44100 cm3;
l当缓冲材料厚度T=50mm,N=8时,V=N×v=8×5000=40000 cm3;
l当缓冲材料厚度T=50mm,N=10时,V=N×v=10×5000=50000 cm3。
因此,最经济的缓冲设计方案为T=50mm,N=8的情况;其次为T=45mm,N=10的方案,最浪费的缓冲设计方案为T=50mm,N=10的方案。
d)缓冲方案可靠性评判
根据以上确定的直角护棱有效接触尺寸,计算可得单个直角护棱的有效面积(S)为:
S=w×L=10×40=400cm2。
根据以上可选方案,可得每个方案有效缓冲总面积(A)和缓冲材料承受的应力(d)为:
当缓冲材料厚度T=45mm,N=10时,A=N×S=10×400=4000cm2;d=W/A=250/4000=0.0625kg/cm2;
当缓冲材料厚度T=50mm,N=8时,A=N×S=8×400=3200cm2;d=W/A=250/3200=0.078kg/cm2;
当缓冲材料厚度T=50mm,N=10时,A=N×S=10×400=4000cm2;d=W/A=250/4000=0.0625kg/cm2。
在给定缓冲材料的动态缓冲曲线中,分别作直线d=0. 0625kg/cm2和d=0. 078kg/cm2,分别交T=45mm曲线于点M,交T=50mm于点N和点P(如图20所示)。
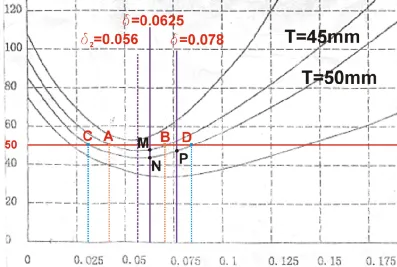
图20:缓冲方案可靠性评判示意图
由于三交点分别位于直线d=0. 056kg/cm2的右侧,即:选定方案可以在包装件受到冲击后,保证缓冲材料经历压缩过程后,还能经历回弹的过程,以延长缓冲作用时间。从图19观察可得,M点缓冲时间最短(点A到点M的弧线长度)、N点次之(点C到点N的弧线长度),P点最长(点C到点P的弧线长度)。因此,最可靠的缓冲设计方案为T=50mm,N=8的情况;其次为T=50mm,N=10的情况;最差的缓冲设计方案为T=45mm,N=10。
综上所述,本案例的缓冲设计方案优选T=50mm,N=8的方式。
10、参考文献Reference Document
制定本规范参考的文献,但没有直接引用里面的内容
|
序号No. |
文献编号或出处 Doc No. |
文献名称 Doc Title |
|
1 |
中国轻工业出版社 |
《纸包装结构设计》 |
|
2 |
机械工业出版社 |
《包装技术手册》 |
|
3 |
DKBA 3803 |
塑胶包装件技术规范 |
|
4 |
GB/T 12123-89 |
销售包装设计程序 |
|
5 |
蔡刚 2003.06 |
《包装设计业务和流程基本知识》培训教材 |

来源:Internet