您当前的位置:检测资讯 > 实验管理
嘉峪检测网 2015-07-16 00:09
今天,我们走进深航附件修理车间“24H”班组,窥探“光芒之下的影子”——

图一 螺栓磁粉检测
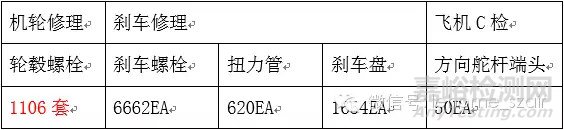
磁粉检测(MT)主要应用于部件修理中铁磁性材料的表面及近表面的损伤检查,包括轮毂、刹车螺栓、钢刹车扭力管、刹车盘、方向舵杆端头螺栓(空客飞机C检项目)等。
年度磁粉检测应用工作量数据统计
磁粉检测概述
磁粉检测是利用磁现象来检测工件中的缺陷,其基础是缺陷处漏磁场与磁粉间的相互作用,通过磁粉被吸附堆积产生的磁痕,从而显示出材料缺陷的位置、形状、大小,再通过分析得出被检件使用性能的缺陷评价。

图二 扭力管磁粉检测裂纹信号显示

图三 螺栓磁粉检测裂纹信号检测
磁粉检测工艺流程
操作程序主要由6个部分组成:
①预处理(清洗被检工件)

②磁化被检工件

③施加磁悬液(液体为磁粉与无味煤油混合物)

④在合适的光照下,观察和评定磁痕显示(暗室紫外灯下观察)

⑤退磁
⑥后处理(去除工件表面煤油及磁粉)


成功应用:波音737-800/900机轮螺栓检测项目
波音737-800/900机轮螺栓检测项目,是磁粉检测在附件修理领域一成功应用。据可查询记录,2010年机队共发生6起轮毂螺栓断裂事件(含在役断裂、运输或维修过程意外断裂)。事件涉及的装机轮毂、螺栓、螺帽等均在可用时限内,且飞行起落数尚未达到可靠性备忘录中规定的报废标准。由于部件例行检查的严格落实,隐患得以准确发现并有效排除。
为了降低螺栓在役或意外断裂的概率,经工程技术室、机轮修理班组仔细研究,并由NDT班组执行落实,在手册标准基础上,结合自身经验及历史事件,进一步加强在役螺栓安全性的检测监控:2010年底起,对起落数到达1800(及此后每900个起落)的螺栓执行磁粉检测,直至其到达报废标准。经数据分析,安全性能把控的效果显著提升!
机队轮毂螺栓经MT后损伤率阶段性对比

自项目启动每年度机轮螺栓断裂数目

可见,随项目的深入开展,检测范围扩大及检测次数、频率的增加,机队在役螺栓裂纹损伤率、断裂数目稳步降低,安全可靠性显著提升!
来源:深航



