您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-06-11 09:03
【摘要】标准J-STD-003C规定用于评定印制板表面导体、焊盘和镀覆孔可焊性的测试方法和缺陷定义。目标是测定印制板表面导体、焊盘和镀覆孔被焊料润湿的难易程度和经受苛刻的印制板组装工艺的能力。
前言
金属表面被熔融焊料润湿的特征称为可焊性。为了保证印制板能有较长的保存期,以及使用时及表面对焊料仍可以保持良好的润湿作用,一般会对其表面进行可焊性处理。因为各种原因,印制板表面可焊性不良,造成退润湿、不润湿。有的焊点焊接不良,在初期检查中未发现,在后续使用过程中,经受热、应力、震动等因素影响,焊点会出现失效,造成经济等损失。所以,进行可焊性测试是必要的。
标准J-STD-003C适用于锡铅焊料合金(SnPb)和无铅焊料合金(SAC305)。测试方法分为具有外观验收标准的测试和具有力度测量标准的测试。
具有外观验收标准的测试:
边缘浸焊测试——仅用于表面导体和连接盘;
波峰焊测试——适用于镀覆孔、表面导体、连接盘、焊接起始面;
表面贴装模拟测试——适用于表面导体和连接盘;
浮焊测试——仅适用于依据IPC-6010系列标准要求的一致性测试。
具有力度测量标准的测试:
润湿称量测试——适用于表面导体和连接盘。
1、样品的准备和预处理
试样选取被测印制板的典型部分,或整版,取其较小者,但试样不能大于50mm×50mm。裁剪样品后,清水冲洗,超声波清洗3~5分钟,并吹干。样品处理干净后,后续操作防止污染(油脂和汗液等)被测表面。为去除样品表面湿气和其它挥发物,样品在105±5℃下烘烤1+1/0小时。在涂助焊剂和测试前试样应当冷却至室温。
2、焊料、助焊剂、焊料槽
焊料
成分符合J-STD-006要求的Sn96.5Ag3.0Cu0.5(SAC305),用户和供应商可协商使用其它无铅焊料合金 。
助焊剂
2号标准活性松香助焊剂成分重量百分比:松香 25±0.5%,二乙胺盐酸盐0.39±0.01%,异丙醇74.61±0.5%。
焊料槽
无铅可焊性测试的焊接温度为255±5℃。打开电源,设置焊接温度,到达设置温度后,使用数显温度计测量锡槽25mm深度的温度是否在255±5℃范围内。
3、测试程序
该测试适用于印制板表面导体和焊盘的边缘浸焊测试。
涂覆2号标准活性松香助焊剂,除去表面多余的助焊剂。样品以小于90°(例如70°)浸入焊料中,以允许助焊剂排气并允许焊料流入阻焊限定焊盘。浸入深度为25.0±2.0mm。在熔融的焊料中停留10.0±0.5s,根据板的结构,浸入的时间可能需要调整。浸入速度和提出速度为25.0±2.0mm/s。试样保持与浸入时相同的角度提出,禁止摇动、振动和移动浸焊装置和试样,并使焊料在空气中凝固。在检查前,应去除所有试样表面的助焊剂。
边缘浸焊测试工艺流程如图1所示。
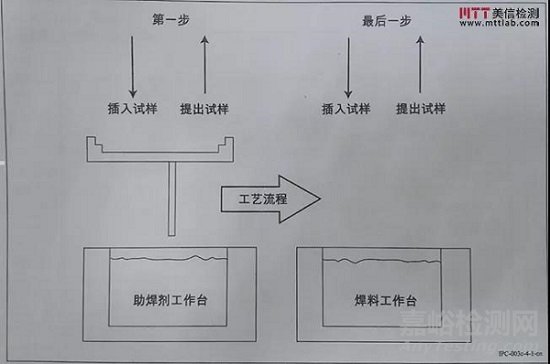
图1. 边缘浸焊测试工艺流程图
4、评定——接受/拒收标准
在放大倍数10倍的体视显微镜下观察被测表面。每一个被测表面至少有95%的面积润湿良好。剩余面积可存在小针孔、退润湿、表面粗糙等缺陷,但不能集中在一个区域。被评定区域内无不润湿和暴露金属基材等现象。不评定每个试样距其底部边缘3.2mm以内的区域以及试样夹具接触区域。
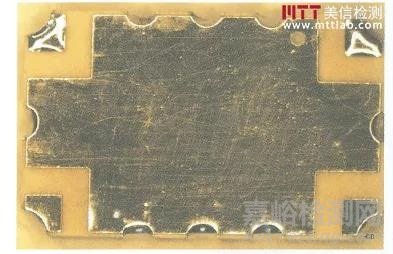
图2. 浸锡表面涂覆层呈现均匀润湿
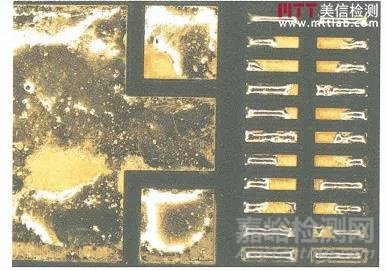
图3. 化学镀镍浸金呈现不润湿
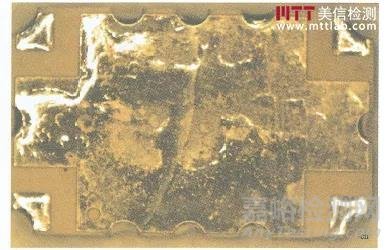
图4. 浸锡表面涂覆层呈现严重的退润湿
小结
按照J-STD-003C标准进行边缘浸焊测试,主要是观察金属被熔融焊料润湿的能力,焊料在金属基材上形成相对均匀、光滑、连续的附着膜为宜。
在测试过程中,测试样品需选择具有代表性的典型部分。裁剪样品大小不能过大,且需去除样品边缘的毛刺。样品在可焊性测试前应当水洗、除油,并进行烘干,除去样品表面湿气。样品烘干后放入干燥器,必须在72小时内进行可焊性试验。对于锡槽里熔融焊料的温度控制的问题,锡槽显示实际温度达到255±5℃时,去除熔融焊料表面的锡渣后,再使用数显温度计测量锡槽25mm深度的温度,温度达标后,方可进行可焊性测试。

来源:电子制造资讯站


