您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2024-06-14 15:30
电镀技术通过电解原理,在金属或其他材料表面镀上一层金属或合金,以提高其性能,如防止氧化、增强耐磨性和导电性等。该技术广泛应用于汽车、珠宝、航天航空等行业。本文将通过EDS观察、FTIR分析等方法,探讨电镀工艺的相关案例、原因及机理,并提出改善建议。
测试分析
1. 背景介绍
某车用塑料电镀门把手,记为NG车把手,材质是:T45PC ABS 发现表面有起泡现象,现分析其失效原因。
2.外观检查
对NG车把手外观进行检查,如图1所示,发现把手的正面和背面都有起泡,正面相对于背面,起泡数量较为稀疏,泡的尺寸较大。
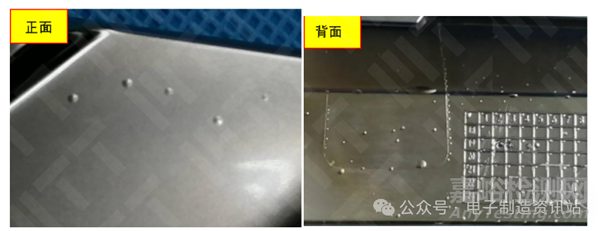
图1.NG车把手外观图片
用取样针刺入NG车把手背面起泡位置,发现有液体从起泡位置流出,如图2和3所示。
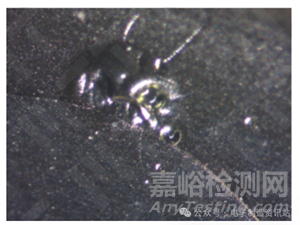
图2.NG车把手体式显微镜图片
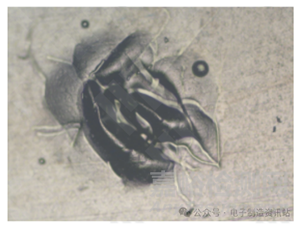
图3.NG车把手金相显微镜图片
取NG车把手正面起泡位置,把镀层打开,发现镀层的表面及基体表面均有液体,镀层表面有颗粒状物质存在,如图4所示:
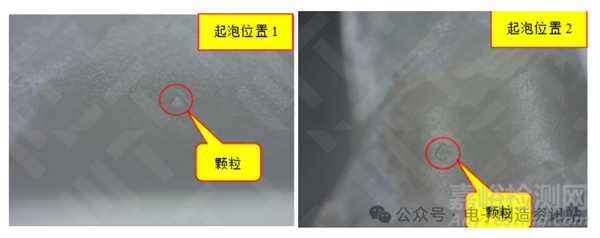
图4.NG车把手起泡位置打开镀层后的体式显微镜图片
3.切片分析
选取NG车把手正面起泡位置,用环氧树脂进行镶样,然后制作切片,从金相显微镜图片上得知,从颜色可以区分镍底层、铜层、镍层(由于铬层太薄,不容易观察出),起泡区间位于镍底层与基材之间。
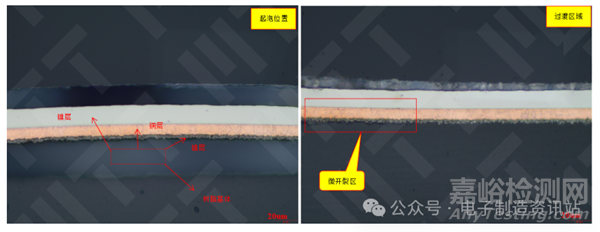
图5.NG车把手切片金相显微镜图片
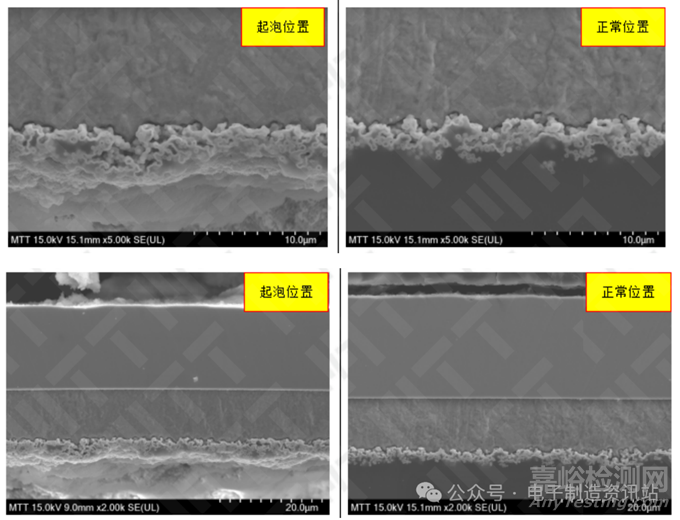
图6. NG车把手切片SEM典型图片
打开镀层对塑胶及镀层表面形貌进行观察,无论在塑胶面还是镀层面,均在鼓泡的中心发现有颗粒物质存在。
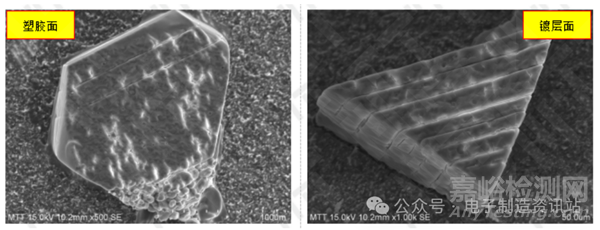
图7.NG车把手打开镀层后的SEM图片
4.EDS分析
利用X射线能谱图,对起泡位置镀层进行分析,镀层依次为镍层、铜层、镍层,由于铬层较薄,不容易观察到;基材与镍底层发生脱离,发生起泡。
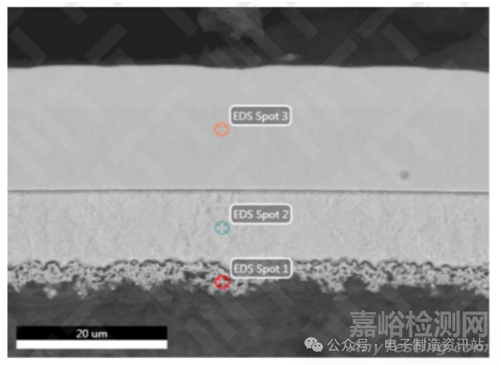
图8.NG车把手切片起泡位置EDS能谱图
表1.NG车把手切片起泡位置EDS能谱图结果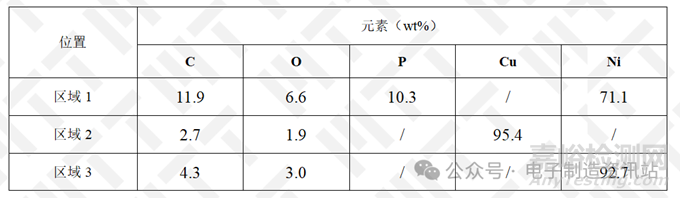
对电镀层面和塑胶面起泡位置的元素进行分析,得知颗粒的元素主要是S、Ni、O,结合电镀工艺,可知颗粒的主要成分为NiSO4 。起泡区域内Cl和Ni 含量较多,起泡外区域无明显的Cl,表明起泡区含有较多的NiCl2。
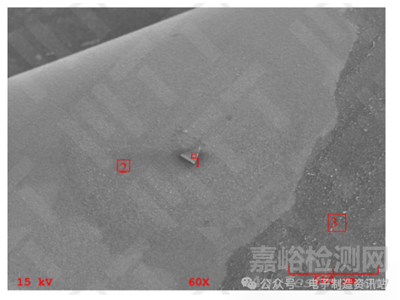
图9.NG车把手镀层起泡中心颗粒的EDS能谱图
表2.NG车把手基体面起泡中心颗粒的EDS能谱图结果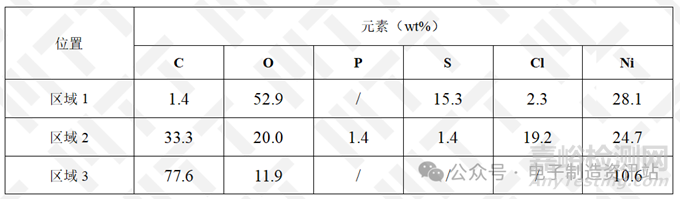
5.FTIR分析
利用显微红外光谱仪对起泡位置的液体进行成分分析,得知液体主要成分为氨水,其中3354.41cm-1吸收峰归属为水中O-H的伸缩振动吸收峰;1630.17cm-1吸收峰归属为O-H弯曲振动。
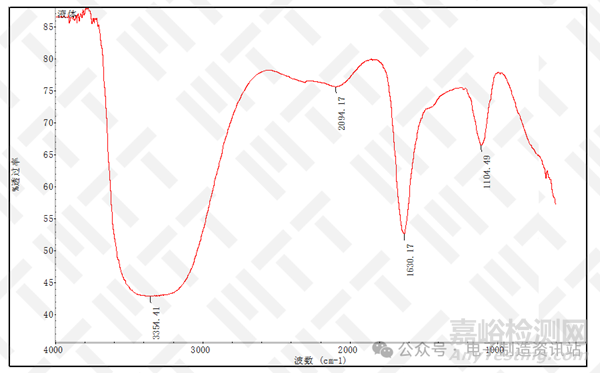
图10.NG车把手起泡中的液体FTIR谱图
6.结论与建议
结论:
(1)起泡位置含有氨水、氯化镍和少量的硫酸镍颗粒;
(2)NG电镀门把手起泡的位置位于镍底层与基材之间,起泡的原因是把手残留有氨水,同时在进行化学镍时硫酸镍和氯化镍颗粒未完全溶解,被裹进电镀层,影响了树脂与镀层之间的结合力,在外部环境下,导致起泡。
建议:
(1)改善电镀的清洗工艺;
(2)在配制硫酸镍和氯化镍溶液时要溶解完全;防止硫酸镍和氯化镍颗粒裹进电镀层。

来源:电子制造资讯站


