1.1 焊接性概念
金属焊接性,指对于某一定的金属材料而言,形成完好无裂纹的焊接接头的难易程度,并且此焊接接头适用于某一特定的应用,即材料对焊接加工的适应性和使用的可靠性。
金属焊接性包含工艺焊接性和使用焊接性两方面内容,
工艺焊接性,即金属材料在一定焊接工艺条件下,形成焊接缺陷的敏感性。决定工艺焊接性能的因素有:工件材料的物理性能,如熔点、导热率和膨胀率,工件和焊接材料在焊接时的化学性能和冶金作用等。当某种材料在焊接过程中经历物理、化学和冶金作用而形成没有焊接缺陷的焊接接头时,这种材料就被认为具有良好的接合性能。
使用焊接性,即某金属材料在一定的焊接工艺条件下其焊接接头对使用要求的适应性,也就是焊接接头承受载荷的能力,如承受静载荷、冲击载荷和疲劳载荷等,以及焊接接头的抗低温性能、高温性能和抗氧化、抗腐蚀性能等。
1.2 焊接性问题
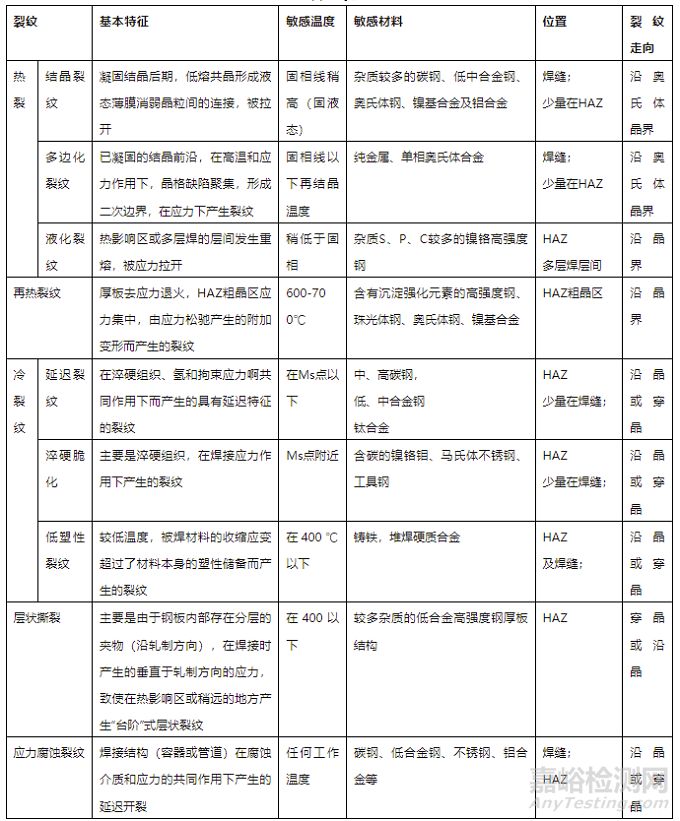
简单理解焊接性就是焊接中避免形成焊接缺欠并满足使用性能的难易程度,焊接缺欠及性能问题主要指焊接裂纹及焊接热影响区性能恶化,焊接裂纹种类较多,有热裂及冷裂等,如表1所示。
表1 焊接裂纹种类
1.3 焊接性评价方法
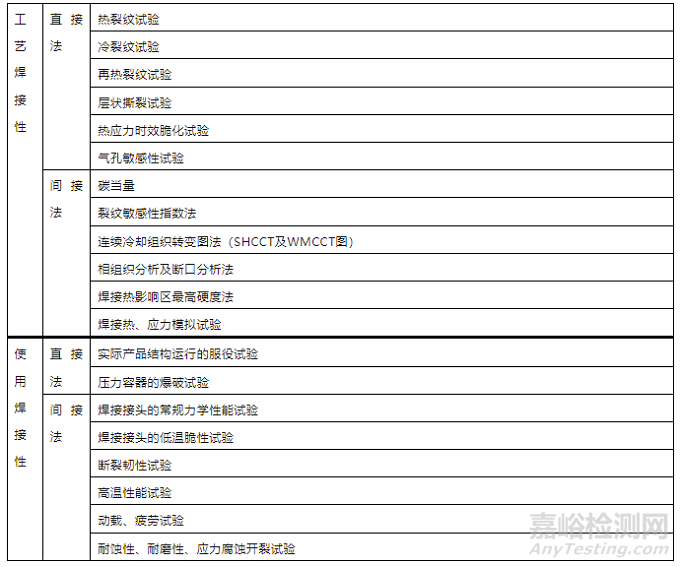
一般来说材料生产商会在材料商用化之前做大量的、完整的焊接性评价,并给出相应焊接工艺推荐及注意事项,如焊接t8/5区间,预热及热输入要求等,对于特殊的、要求严格的应用,客户需要根据设计要求对目标材料进行所需的焊接性评定或焊接工艺评定。焊接评价主要方法见表2。
表2 焊接性试验方法
2、碳当量
焊接过程可能导致焊接热影响区产生脆硬的组织,恶化韧性,这一变化主要决定于钢材的成分和焊接的工艺条件。焊接热影响区的硬化倾向,从根本上说应取决于母材的成分,焊接工艺条件只是能否出现硬化的外界因素。
首先是含碳量,它显著提高奥氏体稳定性,使碳固溶在奥氏体中,并在冷却后形成过饱和的铁素体即马氏体,对硬化倾向有很大的影响。
合金元素对淬硬倾向影响不同,为了相对比较各种合金元素对钢近缝区硬化性的影响,很早以来就引进了碳当量。所谓碳当量就是将一定量的某一合金元素的硬化作用转化为相当于若干碳量的作用,金属所有成分的碳当量值最初用来指示金属的淬硬倾向,之后被推广来表示成分对钢的氢制开裂敏感性的贡献。
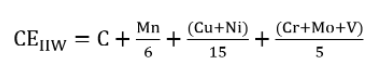
碳当量的这种关系式起源于1940年左右,当时Dearden和O'Neill提出了预测钢强度、淬硬性和HAZ硬度的碳当量公式。1967年,国际焊接学会(IIW)采用了迪尔登和奥尼尔的淬硬性公式的某种简化形式,成为普遍接受的钢焊接性测量方法-CEIIW
根据CEIIW计算公式得到的数值可按下表3判断其焊接性好坏。
表3 碳当量评价焊接性
自其被IIW采用以来,该公式已被纳入许多材料标准和规范,包括EN 1011-2:2001(取代BS 5135-1984)和AWS D1.1的修改形式,修改公式在该公式中添加了“+Si/6”。
随着钢铁技术的发展,碳当量公式也进一步发展,今天的技术文献中可找到另外三种比较常见的是Pcm和CEN。日本Ito和Bessyo基于IIW公式,开发出适用于更广泛的钢材的Pcm:
Düren设计的CEq公式有类似的外观:
Pcm和CEq公式都是针对CEIIW不太适用的低碳钢而开发的。Pcm通常用于碳含量不超过0.11wt%的管道制造用现代钢。然而应该注意的是,Pcm公式主要是从低碳低合金钢中推导出来的。
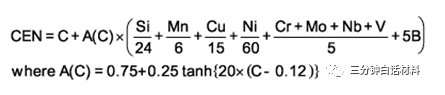
为适应更广泛种类的钢材,提出的CEN公式来评价各种钢的焊接性。对于高碳范围,CEN值与碳当量如CEIIW很好地相关,而对于低碳钢,其值接近于CEq公式。CEN由:
Yurioka将一些用于评估焊接性的碳当量分为以下几大类,更加明确其适用的场合,如下所示:
表4 碳当量公式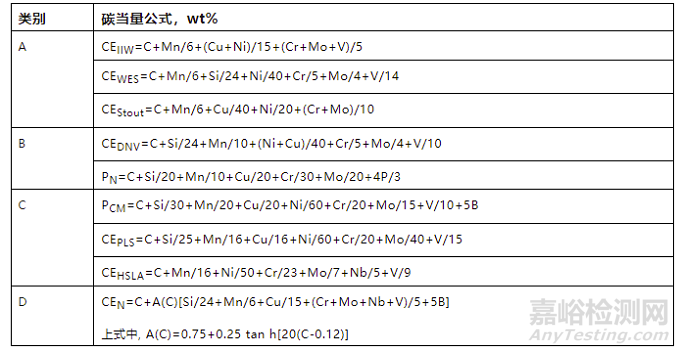
注:
A组用1/6表征为锰的系数,普通碳钢,碳锰钢,一般C>0.16%;
B组适于中低碳,中低合金钢,碳元素影响比A组更大;
C组低碳低合金钢,包括HSLA钢;
D组包括碳和其他元素之间的相互作用,适用更广泛种类的钢材,C:0.034-0.254%。
碳当量公式纯属经验式,不同类别的钢材所适用的碳当量公式也不一样,碳当量公式不能作为判定硬化性的绝对指标。碳当量可以作为焊接冷裂倾向评价的相对指标,值越大焊接性越差。
还须指出一点,碳当量增大时,近缝区硬化倾向确实随之提高,但并非始终保持线性关系。另外,由于近缝区的硬化性与焊接工艺条件关系很大,特别是冷却速度的影响。
3、含碳量
碳是钢铁材料的主要合金元素,因此钢铁材料也可以称为铁碳合金。碳在钢材中的主要作用是:
1.形成固溶体组织,提高钢的强度,如铁素体、奥氏体组织,都溶解有碳元素;
2.形成碳化物组织,可提高钢的硬度及耐磨性。如渗碳体,即Fe3C,就是碳化物组织。
因此,对于普通的碳钢而言,碳在钢材中,含碳量越高,钢的强度、硬度就越高,但塑性、韧性也会随之降低;反之,含碳量越低,钢的塑性、韧性越高,其强度、硬度也会随之降低。
从结构钢材发展的历史来看,增碳增强机制主要是在1900前被采用,那时造船工业仍然停留在铆接阶段,为建造更加大型的船舶,造船板不断向高强化发展,提高碳含量是提高钢板抗拉强度的最经济方法,所以高碳高强钢应运而生,1890年英国开发出C%:0.25%~0.35%、抗拉强度400MPa~580MPa的高强钢,20世纪初日本生产的抗拉强度为540MPa~600MPa的HTT高强钢。
20世纪20年代后焊接技术的日益广泛应用,船舶制造开始考虑钢板的焊接性能,C是影响焊接性能最显著的元素,降低C含量是发展具有良好焊接性能钢的必然要求,在之后的时间降C成为结构钢发展的主旋律。
二战后,将碳C控制在<0.20%,可得到焊接性能良好,热轧态屈服强度大于315MPa、抗拉强度达到490MPa~590MPa的钢材,而正火或回火状态下钢板和型材的屈服强度可达390MPa以上。
20世纪50年代中后期,研制要求更为苛刻的军用船体结构用钢时,为得到强度、淬透性及低温韧性的良好配合,钢中必须添加较多的Cr、Ni、Mo等合金元素,因此“淬火+回火”型的Ni-Cr-Mo系焊接结构用高强韧钢应运而生,屈服强度可达590-980MPa,碳当量超过0.45,为减少和避免焊接裂纹,需在预热条件下焊接,并且随着钢材强度的提升,碳当量也提高,预热温度也需要提高。其中的代表为1956年美国人用HY80钢建造了第一艘导弹潜艇。
20世纪80年代,焊接性下降成为制约钢材强度提升的主要矛盾,之后大量研究表明,在碳含量在0.2%基础上再进一步大幅度降低碳含量是解决这一问题的主要途径。一个典型代表是美国的HSLA80钢,该钢通过大幅度降低C含量(≤0.06%),显著改善了焊接性,而因降C带来的强度损失则通过Cu的沉淀析出强化效果来弥补。基于HSLA80钢在民用领域成功应用以及其优良的焊接性和经济性,美国海军将其引入海军水面舰船的建造,为了获得强度、低温韧性、淬透性以及回火稳定性的配合,钢中必须含足够的Ni、Cr、Mo等元素,调质型的含铜时效焊接结构用高强度高韧性钢就此产生。
下表为美国先后用于船舶生产的HY100和HSLA100钢,碳含量,碳当量,其他成分及焊接所需预热对比。
表5 典型舰艇钢成分及焊接性对比