您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-12-28 10:41
引 言
随着社会的发展,客户对客车车身的防腐蚀要求越来越高,甚至有的客车招标合同内容直接约定提出 “车辆八年无锈蚀”的苛刻要求。客车车身骨架、蒙皮、附件等多为金属材质,在使用过程中会不可避免地产生腐蚀问题,腐蚀问题会直接影响客车车身的外观品质及产品销售。客车车身的防腐性能也成为客车企业竞争力的重要因素之一,车身防腐蚀也越 来越引起客车厂家的重视,如何进一步提升防腐品质更成为各客车厂家研究的重点课题之一。本研究主要围绕客车板材材质、边缘部位、电泳后焊接、涂装过程、总装漆面损伤、阻尼胶喷涂、防护蜡喷涂、总装标准件8项防腐方面,分别分析了防腐机理并阐述了客车车身防腐蚀方面的改善应用情况。
1、板材材质防腐
1.1 材质防腐性能分析
客车板材的防腐性能不同会直接影响车身的防腐质量,为此,重点对冷轧板、镀锌板及铝板材质的防腐机理进行分析。(1)客车车身部位的蒙皮、外露封板、挡泥板等板材通常多为冷轧板铁质材质,冷轧板主要为碳钢,是一种很容易锈蚀的材料。在使用的过程之中往往受到环境因素的影响,空气中的水、氧气等物质易与金属离子进行作用,通过复杂的化学反应过程,生成铁的化合物(氧化铁),从而产生锈蚀问题。(2)镀锌板即表面镀有一层锌的钢板,在腐蚀环境中锌能够对钢基起到阳极保护作用,并在表面形成一层致密且耐腐蚀性能良好的薄膜,实现保护镀层及钢基不受腐蚀。镀锌板分为电镀锌钢板和热镀锌钢板,二者处理工艺不同,相比热镀锌钢板,电镀锌钢板更耐腐蚀。(3)铝板具有较强的抗腐蚀性能,铝为一种比较活泼的金属,易与空气中的氧反应形成一层氧化铝薄膜,起到防护隔绝作用,从而避免板材受到潮湿、酸碱等物质的侵蚀。通过以上3种板材防腐性能分析对比,可以看出, 铝板防腐性能最优,镀锌板次之,冷轧板材最差。
1.2 板材材质选择
随着防腐质量要求的提高,客车车身部位的蒙皮、外露封板等板材的选用也至关重要,建议板材优先选用非钝化的热镀锌钢板。钝化的镀锌板即表面涂覆一层惰性钝化膜,优点可提供额外的防腐蚀保护,不足是对后续涂装施工涂层结合力有一定影响,因此涂装生产线不要误用钝化 镀锌板,如有误用将会产生磷化不良、喷涂后涂层附着力较差等质量问题。客车门类包含客门、侧仓门、后仓门、前检修盖等门类材质选用,从防腐角度建议优先选用铝板材质。
2、边缘部位防腐
2.1 边缘防腐失效分析
车身边缘部位包含边框、棱边、边沿及锐边部位, 边缘部位的锈蚀问题也一直是客车涂装行业的一个难题。因棱边、边沿及锐边部位的涂漆烘烤固化过程中会产生收缩,涂漆会向远离锐边的方向流动,锐边部位电泳漆及涂漆漆膜变薄致使防腐性能降低。另外边缘部位也存在涂层覆盖性差、边沿部位毛刺、打磨易产生露底、涂漆厚度不易保证及施工人员防腐重视性不够等问题,极易导致产生边缘防腐失效。
2.2 边缘锈蚀改善案例
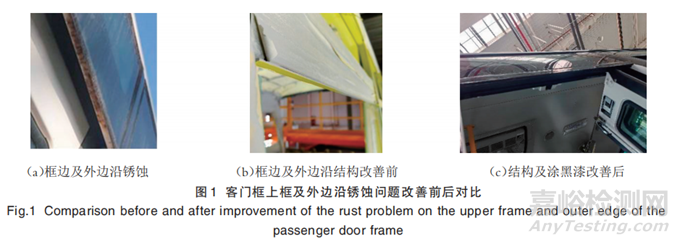
结合客门框上框及外边沿锈蚀案例[图 1(a)]进 行分析,该框边结构为冷板板材 L 形状折边,框边上部为粘接窗玻璃,边框下表面及外边沿锐边部位均外露[图 1(b)],电泳漆及中涂涂层也同样存在上述分析防腐失效的一些问题,从而导致其防腐性能下降及产生细节锈蚀质量问题 。通过将客门框外边沿锐边结构优化为型钢端面结构,改善边沿锐边涂层涂覆性差问题;改善框边及外边沿部位打磨露底缺陷,涂装打磨施工用手拿打磨软垫打磨,禁止风磨机打磨及粗砂纸打磨;控制边缘部位打磨、中涂及面漆漆膜厚度;在原来面漆涂层的基础上,优化增加黑漆喷涂处理[图 1(c)],提高了整体涂层漆膜厚度。措施实施后,通过验证,乘客门框上框及外边沿锈蚀问题得到有效解决。
2.3 边缘锈蚀改善
提升边缘耐腐蚀性是客车防腐质量提升的重点内容。上述改善案例的结构优化、涂装打磨及喷涂施工的相关措施,对于边缘锈蚀改善可提供一定参考思路,也可从选用镀锌板材等材质入手;边沿接缝部位,如门包边接缝采取打胶密封隔离防腐;边沿部位另外还可适当增加锐边结构的R弧度,控制减少锐边毛刺的产生;应用免打磨中涂及高边缘电泳涂漆工艺,也不失为是防止边缘锈蚀问题较好的方法。
3、电泳后焊接方面防腐
电泳涂层相当于底漆涂层,也是客车涂装车身防腐蚀的关键所在。涂装电泳后至总装过程中,如电泳漆面再进行相关焊接施工,易造成电泳漆膜焊接灼伤,会大大降低电泳漆的防腐性能,极易产生后续的锈蚀质量隐患问题。提升漆面防腐质量,必须从控制电泳后焊接问题根源上想办法,尽可能消除电泳后的漆面焊接问题。
3.1 电泳后制焊接方面防腐
因制焊制作及设计等原因产生车身外部漏焊附件及改制焊接问题,通常电泳后甚至总装后再进行补焊弥补处理。相关施工及管理人员一定要增强防腐意识,补焊的附件一定做好电泳防腐处理,禁止直接上车焊接冷轧板附件,须对焊接部位做好涂底漆及后续防腐弥补处理措施。应管理控制减少甚至杜绝该类焊接防腐问题。
3.2 电泳后总装焊接方面防腐
总装车辆也同样存在焊接附件影响防腐问题,可采取将附件由总装焊接前移到电泳前进行焊接,也可采取将附件焊接方式优化为装配固定方式。结合轮罩挡泥板焊接案例分析,前期其按附件电泳方式处理后(随同钣金车吊挂或装筐电泳),通常底盘工序后再焊接轮罩挡泥板,最后对焊接部位刷涂黑漆处理[图 2(a)]。其焊接部位的电泳漆膜损伤导致防腐性能降低,尤其焊接部位贴合内面无法涂漆处理,轮罩部位处在潮湿或氯离子侵蚀的状况下,极易导致挡泥板焊缝部位产生锈蚀脱落质量问题。通过对总装焊接轮罩挡泥板(电泳处理)进行优化,由原来总装后焊接挡泥板施工,优化调整前移到制焊车间进行焊接施工,同钣金车一起进行整车电泳处理[图 2(b)],之前存在的电泳漆膜焊接损伤防腐问题得到了解决。

4、涂装过程防腐
客车车身涂装首先要求底面涂层具有优良的附着力和耐蚀性,其次要求高装饰性。涂装施工过程中存在易产生锈蚀质量隐患问题的项次较多,需引起重点关注。
4.1 免磨底漆喷涂
客车车身腻子边缘等部位打磨,常常会不可避免地出现打磨露底问题。针对打磨露底问题,涂漆及修补工序喷漆前须先对其露底处补喷严密免磨底漆弥补处理(有的公司中涂打磨露底部位喷涂双组分环氧底漆);需进一步从“提高车身平整度,减少腻子刮涂部位,规范打磨施工”层面,真正实现改善降低打磨露底缺陷影响防腐问题。
4.2 涂层处理
涂装通过打磨粗化及清洁处理可增强涂层间的附着力,如存在面积较大部位的电泳漆及中涂漏磨、粉尘未清理刮涂腻子等涂层处理不当情况,易产生脱漆、腻子开裂、漆面起泡等问题。如对其问题修复不及时,问题部位的漆面易受到外界的水及其他介质侵蚀,时间一长就易出现漆面锈蚀问题。针对该类问题的改善,须加大质量追溯考核力度,加强车间 日常管控,尤其做好上下道工序进行质量交接最为重要。
4.3 碰划伤类防腐
涂装施工过程中,门类常出现碰撞划伤或受力搁伤漆面情况,易产生细节锈蚀质量隐患问题。可采取安装门类支撑、防护胶条及限位支撑方式,如校车车型前检修盖边沿部位典型锈蚀问题[图 3(a)],通过将总装装配的限位块调整前移到涂装电泳后进行安 装[图3(b)],避免了前检修盖电泳后至总装转运过程中的漆膜搁伤问题。该措施实施后,验证其防腐细节质量得到了明显改善。

4.4 涂层防腐处理
涂膜厚度及漆面质量对漆面防腐效果也有较大影响。为进一步增强涂层防腐性能,如车身两侧底边部位,采取加喷黑漆边处理,或涂纹理漆处理工艺等;高端车型采用双层做法罩清漆工艺;轻型客车借鉴采用乘用车高温漆工艺;针对出口车及沿海订单,对素色面漆采取湿碰湿罩清漆处理等。
5、总装漆面损伤防腐
5.1 钻孔类前移防腐
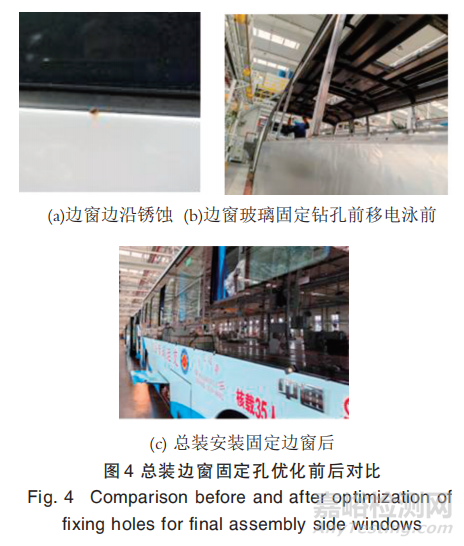
客车总装车间的一些附件常常需通过钻孔进行装配固定,钻孔过程稍有不慎易碰损伤漆面,且车身外部的钻孔部位易遭受水等腐蚀介质的侵蚀,易产生漆面锈蚀质量问题。针对该类锈蚀问题的改善,可采取将总装钻孔类施工前移电泳前预留处理。如前期总装边窗固定打孔部位存在典型点锈蚀问题,原因主要出在钻孔易出现碰划伤漆面。为此,采取将边窗固定钻孔前移到制焊施工(电泳前),从而解决了该类碰划伤修补漆处的漆面锈蚀问题。
5.2 碰划伤类防腐
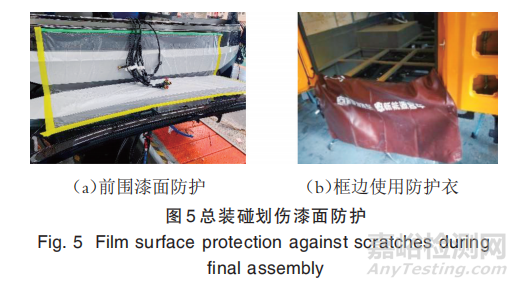
总装车辆进行车内装配施工及转序过程中,如装配施工过程,因一些附件等物料从门框进入车内,或仓框等部位安装附件等,易使门框边等部位的漆面产生划伤,从而导致漆面出现锈蚀隐患问题。改善总装漆面碰划伤修补漆问题,可采取防护方式、工序碰划伤交接记录等方法,如车身两侧及前后围漆面部位使用防护膜防护处理[图5(a)],框边部位使用磁性防护衣进行防护处理[ 图5(b)],实施效果较好。
6、阻尼胶喷涂防腐
车身底架及轮罩部位常处于砂石撞击及雨水冲涮的恶劣环境之中,因此轮罩部位蒙皮内表面、挡泥板等封板、仓板外露面及下裙蒙皮内面部位成为客车的重点防腐区域部位,通常采取喷涂阻尼胶处理,主要起到防腐蚀、抗石击及阻尼减震作用。
6.1 总装轮罩喷胶防腐问题
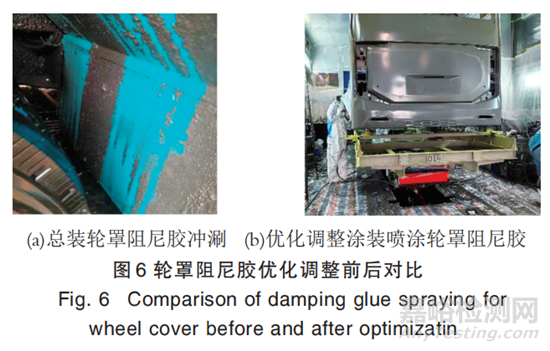
我司早期阻尼胶喷涂施工在总装下线进行,优点有专用喷胶室地沟,施工比较方便,但也存在一些不足方面:(1)总装车辆下线轮罩部位喷胶,因轮胎影响易存在局部喷胶不严问题;(2)车辆路试完成后,轮罩部位常会残存一些尘土、水渍等杂质,易降低阻尼胶与涂层的结合力,易产生阻尼胶脱落、开裂影响防腐质量问题;(3)雨雪特殊天气状况条件下,尤其冬季天气寒冷气温较低,阻尼胶干燥较慢,轮罩部位的阻尼胶极易受到冲涮损坏[图 6(a)],增加返修工作量及成本, 如不慎流入市场,则易产生轮罩锈蚀质量问题。
6.2 轮罩喷胶优化调整
(1)将原来总装轮罩阻尼胶施工工艺,优化调整前移到涂装密封胶工序后施工,并将一些难保证喷涂质量的部位如前后杠、底边等前移到涂装施工,从而解决了原来轮罩部位阻尼胶存在脱落、甩水冲涮等影响防腐质量的问题;(2)将原来沿海、高寒、出口车辆订单,轮罩部位 喷涂防腐性能更佳的底盘装甲物料,优化为所有订单轮罩部位标配喷涂底盘装甲;(3)涂装配备专用喷胶室及升降装置[图 6(b)]进一步提升轮罩喷胶严密度及防腐质量。
7、防护蜡防腐
7.1 防护蜡防腐
防护蜡的主要成分为成膜材料及防锈添加剂,根据成膜材料分为水性防护蜡及溶剂型防护蜡。防护蜡根据部位用途分为:面漆防护蜡、底盘防护蜡、发动机防护蜡、内腔防护蜡。客车在运行的过程中,车底时常易遭受到砂石袭击,同时也易受到雨、雪及泥浆侵蚀。客车的运行及存放环境至关重要,尤其处于沿海环境、海洋运输环境、冬季公路喷撒防冻盐等恶劣环境,会明显加速客车金属部件的侵蚀而生锈。可通过对客车相应部位工件表面喷涂防护蜡处理,形成匀质致密的隔离层,可有效防止水分及空气等对工件的侵蚀,避免工件长期与水汽接触而形成锈蚀。
7.2 防护蜡应用
防护蜡喷涂施工应在总装修补漆及阻尼胶喷涂完工后进行,尤其修补漆干燥固化后,否则会影响修补漆及阻尼胶施工质量问题。早期我司出口车海运订单标配喷涂面漆防护蜡、底盘防护蜡及发动机防护蜡工艺,经验证应用防腐效果较好。随着客户防腐意识的提高及市场防腐质量的需求,我司也将国内订单车底喷涂底盘防护蜡调整为标配防腐工艺。近几年随着海运出口订单的增加,有不少客户提出“不喷漆 面蜡”的特殊需求,曾出现该类订单海运车辆漆面失效锈蚀案例,原因是车辆放置在轮船顶层暴露,受到海洋湿气、盐分等腐蚀。因此该类订单不仅重点注意 车辆海运不要放置暴露在船体上面,也要做好车辆漆面的防腐质量。
水性防护蜡具有明显的环保性优点,目前国内部分客车厂家已开始尝试应用。随着其工艺的逐渐完善,水性防护蜡将是今后研究及发展的方向。
8、总装标准件防腐
客车标准件的腐蚀轻则影响拆卸及安装,重则影响连接强度,甚至导致工件失效发生灾难性事故,标准件的防腐也成为客车厂家比较重点关注的问题之一。为此,重点针对客车使用的镀锌件、达克罗件、不锈钢件标准件的优劣及应用情况进行阐述。
8.1 标准件防腐及性能分析
(1)前期标准件应用镀锌技术比较普遍。镀锌方法分为4种:电镀锌、热浸镀锌、粉末渗锌及机械镀锌。其中电镀锌防腐性最差,机械镀锌防腐性能最优,且无电镀锌、热浸镀锌的氢脆及不能用于高强度标准件的缺点。镀锌的种类较多,如有白锌、黄锌、黑锌等,每种镀锌又有多种镀层厚度,满足不同的耐盐雾需要。
(2)不锈钢含有铬等合金元素,通常铬与腐蚀介质进行氧化作用,在钢的表面易形成一层氧化膜(自钝化膜),号称“不容易生锈的钢”,但也存在一些不足:屈服强度低,不适合重大结构件的连接;易产生螺纹咬死问题及晶间腐蚀问题;耐Cl-介质腐蚀性差;不锈钢零件与紧固件螺栓接触腐蚀问题较多。
(3)普通达克罗又被称为锌铬涂层,环保达克罗无铬涂层为锌铝涂层,都具有耐锈蚀性能强、无氢脆性、渗透性强、低摩擦性等优点,尽管它的优点众多,但它的不足也不容忽略:硬度不高及耐磨性不好;易产生划伤;达克罗涂层的部件与镁、铜、镍及不锈钢的部件连接与接触易产生接触性腐蚀;导电性能不是太好。
8.2 标准件防腐应用
选用标准件应根据产品的使用环境,合理选择材质、镀层或涂层,实现其产品免受侵蚀及延长使用寿命。解决不锈钢同紧固件存在的接触腐蚀问题,可通过改变不锈钢材料以降低与标准件的电位差,也可采取非金属隔离层措施如电泳漆等,实现规避接触引起的电偶腐蚀。已开始应用的尼龙螺栓、螺丝等产品,具有耐腐蚀、不易生锈优质特性,应用领域也会越来越宽广。
9、结 语
通过实施选用热镀锌钢板及铝板材质、改善边缘部位失效、尽可能消除电泳后的漆面焊接、涂装过程进行防腐处理、改善总装钻孔及碰划伤漆面、将总装轮罩阻尼胶优化调整前移到涂装、底盘防护蜡调整为标配防腐工艺、应用达克罗及不锈钢标准件等系列措施,实现了客车整车车身防腐品质的提升,极大地促进了公司产品的销售。
客车防腐是客车行业备受关注的课题。引起客车车身锈蚀的主要因素与车辆运行环境及车身结构方面有关。客车的防腐也是个系统工程,涉及冲压、制焊、涂装及总装全过程。车身防腐蚀质量提升须从车身结构、板材材质、材料、工艺、施工过程及质量管控多方面入手,尤其是提高车身结构设计的合理性及应用好先进的防腐工艺和材料方面更为关键,才能从根本上确保客车产品的防腐品质。随着客车工艺、新技术、新材料的不断应用,将会更好地推动客车车身防腐蚀技术的发展。
作者:杨海涛,张磊,许震,王伟,杨志,任士伟,王林广
(中通客车股份有限公司工艺研究院,山东聊城 252024)

来源:涂层与防护


